Данные получены из анализа запросов, поступивших на оборудование в 2007-2009 гг
Средняя цена лазера 38 6 39 45 45,5
Суммарный рынок технологических лазерных установок и систем (с недиодными лазерами) оценивается в 6,1 млрд. долл., он вырос за год в денежном выражении на 6%.
Основными слагаемыми рынка лазеров для ЛТУ стали волоконные лазеры (их продано за 2007 г. примерно на полмиллиарда долларов) и мощные СО2–лазеры (их сбыт увеличился на 10% по сравнению с 2006–м).
Несмотря на относительно низкие темпы роста в последние годы и небольшой объем российского рынка лазеров (на его долю приходится около 1% от общемирового объема продаж данных устройств), большинство экспертов отмечают его значительный потенциал. Насыщенность рынка лазеров в России в настоящее время составляет не более 10-20%, а его емкость участники оценивают в 0.5-1 млрд. долл.
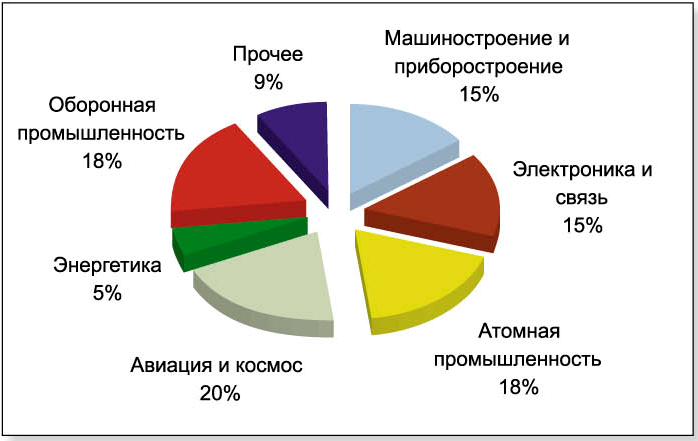
Лазерные технологии активно применяются в электронном машиностроении, автомобилестроении, атомной, космической, авиационной и судостроительной промышленности, медицине и практически во всех направлениях оборонного производства.
Сегодня лазерные технологии во многом определяют развитие практически всех отраслей современной промышленности. Поэтому степень развития и темпы роста лазерных технологий в любой стране однозначно отражают мощь, статус и технологическое положение данной страны на мировом рынке.
данные получены из анализа запросов, поступивших на оборудование в 2007-2009 гг
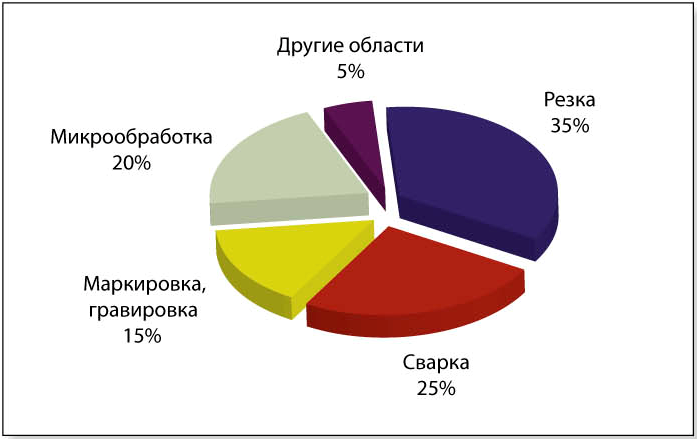
Российские производители лазерных систем – это не более 10 – 12 частных малых фирм численностью 20 – 70 сотрудников (исключение составляет НТО «ИРЭ-Полюс», со штатом 350 человек). Тем не менее, несмотря на невысокие финансовые возможности, российским производителям до сих пор удавалось создавать конкурентоспособные современные системы для отдельных сегментов рынка (маркировка, микробработка, импульсная сварка, резка). Кроме того эти компании имеют отлаженную систему сервиса своего оборудования и в последние годы активно участвуют в международной кооперации. Также как и во всех других странах в России возникла сеть предприятий «системных интеграторов», близких к заказчику и применяющих самые последние технологические разработки.
Лазерная обработка материалов является одной из технологий, определяющих современный уровень производства в промышленно развитых странах. Отличительные черты применения лазеров в производстве – высокое качество получаемых изделий и производительность процесса, снижение времени цикла подготовки новых изделий, а также социальный эффект – создание высококвалифицированных рабочих мест, рост культуры производства. О темпах освоения лазерных технологий в машиностроении можно судить по динамике продаж лазерных технологических установок на мировом рынке. Годовой объём продажи лазерной техники на мировом рынке за 2003 г. достиг по различным оценкам западных экспертов 4,5–5 млрд. долл. Суммарный объём продажи в 2005 году уже составил 5,9 млрд долларов США. Если же рассматривать последние 10 лет, то объём продаж за это время вырос как минимум в 4 раза. Наибольший процент от этой суммы приходится на лазеры для сварки, резки, термообработки, сверления, производства полупроводниковой и микроэлектронной продукции (литография, инспекция, контроль, обнаружение), маркировки и др.

Рис.1 Утрированная осхема лазерной установки.

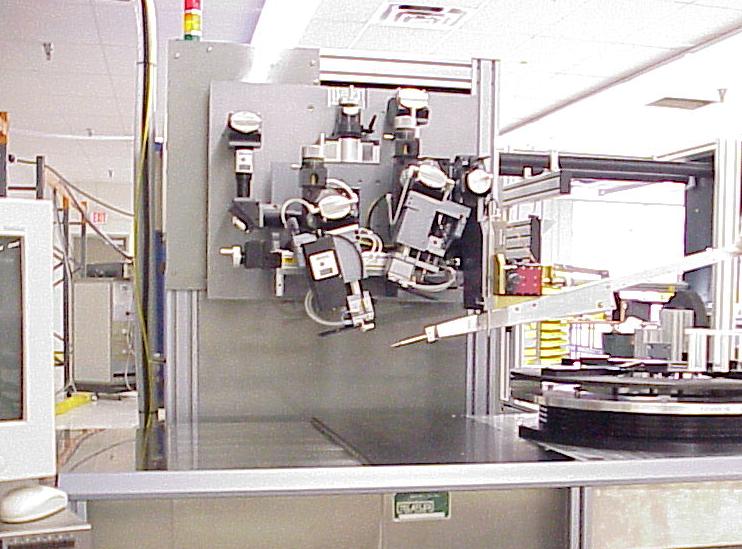
Рис.2 Типичная установка лазерной обработки материалов

Рис.3 Установка лазерного управляемого термораскалывания.
Основные технические характеристики установки:
- ширина реза равна нулю;
- минимальный размер отрезаемого чипа – 0,03 мм;
- толщина приборной подложки – 0,09 –0,43 мм;
- скорость резки – 100 – 700 мм/сек;
- время резки 2-х дюймовой пластины на чипы СИД – менее 2 минут;
- процент выхода годных – 99%;
- используемые лазеры: СО2-лазер мощностью 50 Вт и
полупроводниковый лазер мощностью 250 Вт;
- размер установки - 1700 х 800 х 750 мм;
- масса установки – 200 кг;
- потребляемая мощность – 1,5 КВт.
а)
_  b)
b)
c)
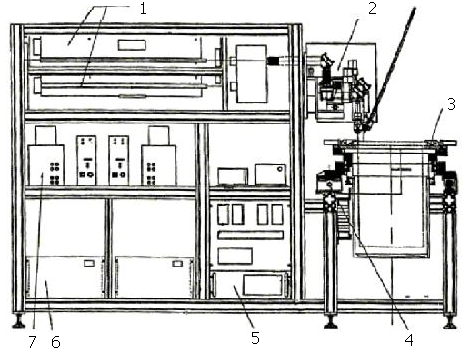
Рис. 4 Установка для различных типов сварки кварцевого стекла а), b) – схема установки, с) – фотография этой установки: 1- СО2 лазеры основной и подогревающий; 2 – узел формирования излучения с Z- приводом; 3- Y – привод; 4 – Х – привод; 5 - компьютер; 6 -теплообменник; 7 – блок питания лазера
a)
b)

c)
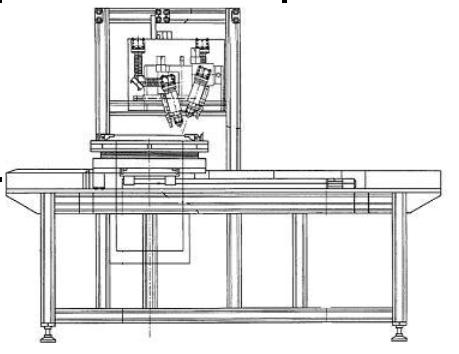
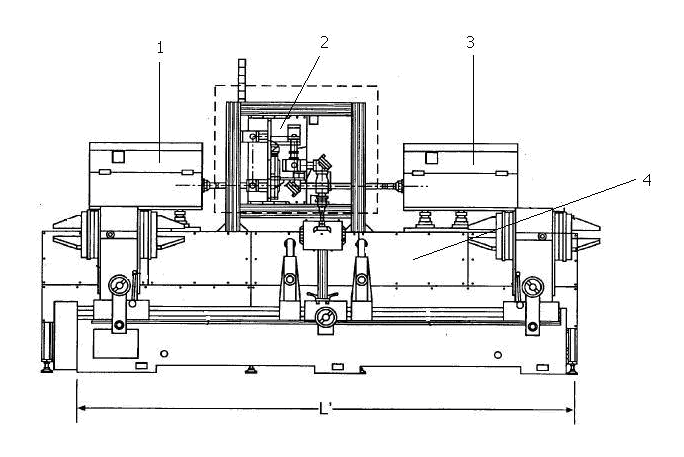
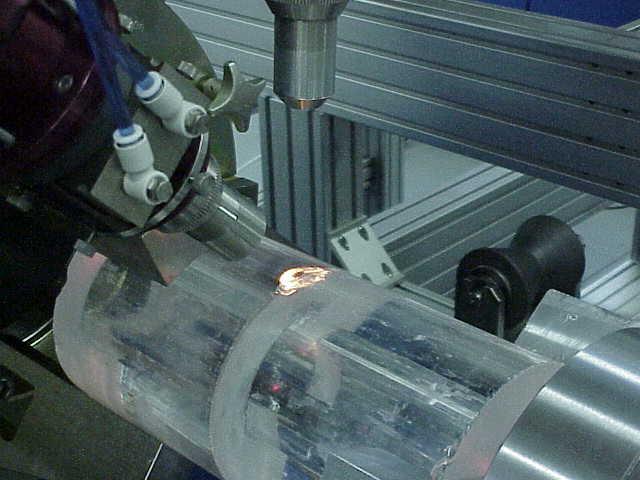
Рис. 5 Установка для сварки труб из кварцевого стекла a), b) – схема установки, с) – фотография этой установки: 1,3 - СО2 лазеры основной и подогревающий; 2 – узел формирования излучения; 4 – токарный станок для закрепления и вращения труб.
а)

b)
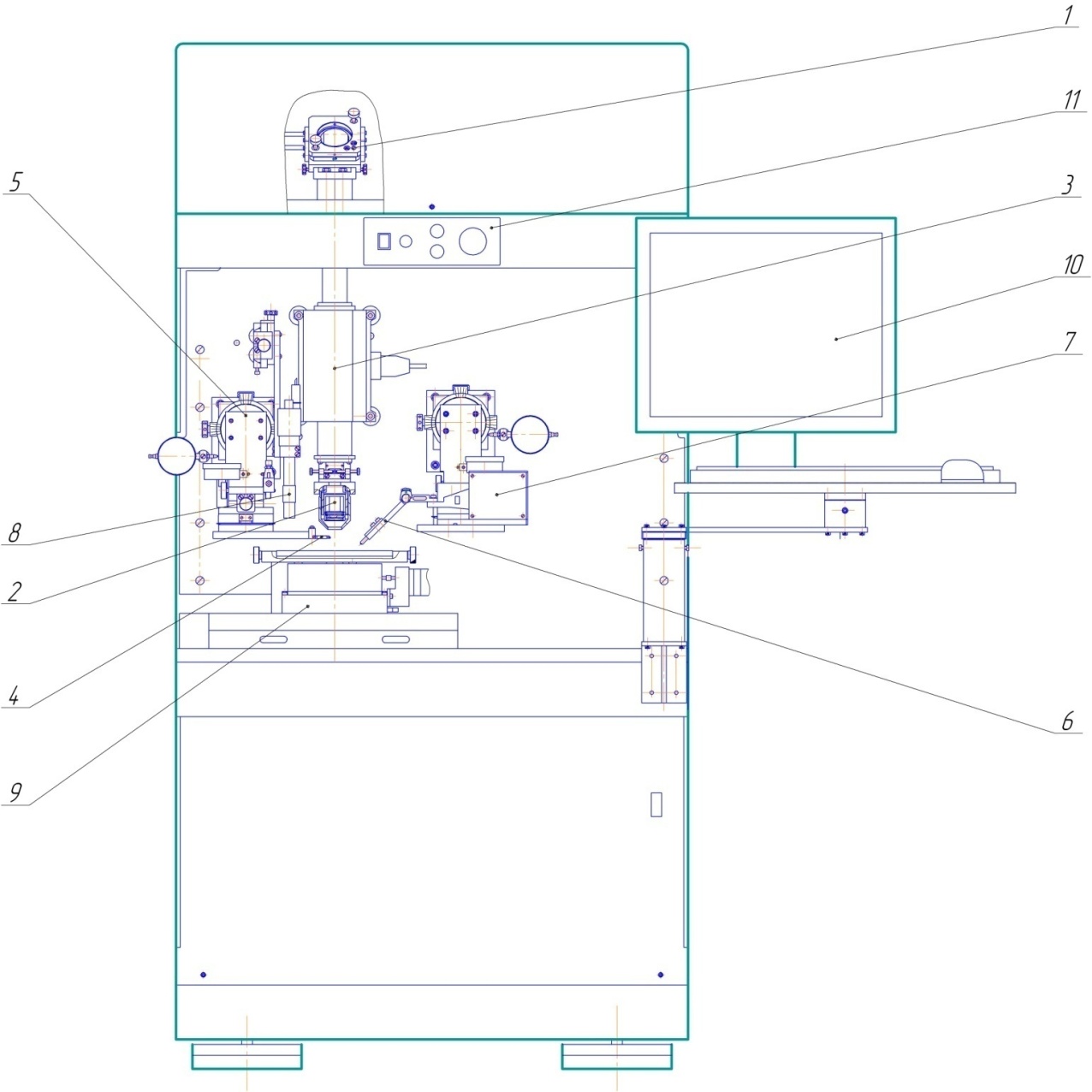
Рис. 6. Установка лазерного управляемого термораскалывания тонких стекол а) – схема, b) – фотография установки.
Основные технические характеристики установки:
- лазер – СО2- лазер типа ЛГ-25 мощностью 50 Ватт;
- модовая структура – комбинация мод ТЕМ00 и ТЕМ01, оптимальная для режима лазерного управляемого термораскалывания;
- система позиционирования – линейные шаговые двигатели;
– скорость резки – до 350 мм/сек;
- типы стекла для резки – все типы содовых и боросиликатных стекол;
- толщина стекла – 0,1 - 0, 5 мм;
- размер стекла – до 150 х 150 мм2;
- точность резки - ± 0,05 мм;
- перпендикулярность угла резки - 90º ± 2´.
Заготовка устанавливается на трехкоординатном X-Y-φ столе 9, изготовленном на базе линейных шаговых двигателей. Фиксация стеклянной заготовки на столе осуществляется с помощью вакуума. Излучение лазера, расположенного на станине горизонтально, с помощью поворотного зеркала 1 направляется в фокусирующий объектив 2, размещенный на Z-приводе 3. В объективе используется сферическо-цилиндрическая оптика, обеспечивающая формирование пучка эллиптической формы.
Для нанесения первичного концентратора напряжений на краю стеклянной пластины используется механизм нанесения дефекта, включающий алмазную пирамидку 6 и коил-мотор 7, закрепленный на трехкоординатной системе подвижек для точного совмещения алмазной пирамидки с линией реза. На аналогичной системе подвижек 5 установлена форсунка 4 для подачи хладагента в зону резки. Установка также снабжена видеокамерой 8 с 15х-кратным увеличением для настройки режимов и контроля за процессом резки. Установка работает в полуавтоматическом режиме, а именно: ручная загрузка-выгрузка детали и автоматический рабочий цикл резки.

Рис. 7 Лазерный раскройный комплекс.
Из Российских компаний, представляет интерес ЗАО «Лазерные комплексы» г. Шатура. Их присутствие на рынке лазерных комплексов говорит об успешной деятельности компании. Конкуренцию этой небольшой компании составляют мощные западные корпорации, тем не менее, она имеет своих клиентов на рынке лазерного оборудования. В первую очередь это связано со стоимостью лазерных комплексов, а именно с колоссальной разницей. Стоимость Российского лазерного раскройного комплекса по отношению к Западному в несколько раз меньше. Для Российского рынка такая значительная разница имеет большое значение, тем более срок окупаемости оборудования не должна превышать срока в 3 года, как учат в Институтах, иначе вложения не рентабельны. И хотя крупные компании, заводы себе могут позволить такие затраты, средние компании, на такие траты пойти не могут. И хотя по своим функциональным возможностям Российское лазерное оборудование уступает Западным, в тех заявленных пределах своих возможностей оно работает исправно.
Будущее ЗАО «Лазерные комплексы», в переходе от СО 2 –лазеров с поперечной прокачкой типа ТЛ к высокочастотным СО 2 –лазерам с аксиальной быстропоточной прокачкой и переходом на линейные двигатели. Данные станки позволят выйти на толщины резки углеродистой стали до 20мм и даже до 28 мм. В случае, если стоимость комплекса значительно не изменится, данные комплексы составят хорошую конкуренцию Западным комплексам не только по стоимости но и по функциональным технологическим возможностям.
ОАО «МЗ «Сапфир» выпустил две установки лазерного управляемого термораскалывания хрупких материалов:дисплейных стекол (Рис.8) и полупроводниковых пластин на чипы (Рис.9). 
Рис.8 Установка лазерного управляемого термораскалывания дисплейных стекол

Рис.9 Установка лазерного управляемого термораскалывания полупроводниковых пластин на чипы
Дата добавления: 2016-08-06; просмотров: 2046;
Поиск по сайту
Узнать еще
- II. ОБОРУДОВАНИЕ ЗАЛА
- III и IV нейроны слухового пути. Третьи и четвертые нейроны слухового проводящего пути. Ядра слухового анализатора. Признаки поражения слухового пути.
- O отключить перегруженное оборудование.
- І. Анализаторы І сигнальной системы
- ІІ. Анализаторы ІІ сигнальной системы
- АВАРИЙНО-СПАСАТЕЛЬНЫЙ ИНСТРУМЕНТ И ОБОРУДОВАНИЕ.
- Автоматизированное и программно-управляемое технологическое оборудование
- Активное сетевое оборудование

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
