Различные процессы бурения
За эти годы, несколько процессов бурения развились от основного метода: однократное бурение и бурение удара так же как trepanning и винтовое бурение. Идеальный процесс бурения зависит от необходимой геометрии отверстия и качества так же как предопределенного времени цикла. Однократное бурение используется, когда большое количество отверстий должно быть произведено в скором времени. Бурение удара мультипульса является подходящим для маленьких диаметров отверстия или глубоких отверстий. Trepanning и винтовое бурение могут использоваться, чтобы создать отверстия любого диаметра. Как увеличения счета пульса, так что делает время бурения.

| Perforating Roll materials such as cigarette-tip paper or packaging foil for the food industry are perforated using special, high-frequency excited, fast modulating CO2 lasers with extraordinary power stability. The perforation of cigarette-tip paper is used worldwide to reduce the tar and nicotine content of light cigarettes. Here, laser perforation ensures above all the adherence to the applicable threshold values in modern cigarettes. The perforation of foils for the food industry is used mainly to prolong the freshness and quality of perishable goods. When the holes are small enough, transpiration of moisture is prevented and at the same time an exchange of air is ensured. |
With the PerfoLas system, the hole diameter can be set at 40 - 400 µm - and the perforation speed is now as high as 500,000 holes per second. Optional extras such as double-spot lenses, lenses for round and oval holes, zero-meter module and cutting equipment form the leading edge of technological development at the present time.
Перфорация
Материалы рулона, такие как бумага папиросного наконечника или упаковывающий фольгу для пищевой промышленности перфорированы, используя специальный, высокочастотный взволнованный, быстро модулируя CO2 лазеры с экстраординарной стабильностью власти. Перфорация бумаги папиросного наконечника используется во всем мире, чтобы уменьшить смолу и содержание никотина легких сигарет. Здесь, лазерная перфорация гарантирует прежде всего приверженность применимым пороговым ценностям в современных сигаретах. Перфорация фольги для пищевой промышленности используется главным образом, чтобы продлить свежесть и качество скоропортящихся товаров. Когда отверстия являются достаточно маленькими, испарение влажности предотвращено, и в то же самое время обмен воздухом обеспечен.
С системой PerfoLas диаметр отверстия может быть установлен в 40 - 400 µm - и скорость перфорации теперь столь же высоки как 500 000 отверстий в секунду. Дополнительные отдельно оплачиваемые предметы, такие как линзы двойного пятна, линзы для круглых и овальных отверстий, модуля нулевого метра и сокращения оборудования формируют передний край из технологического развития в настоящее время.
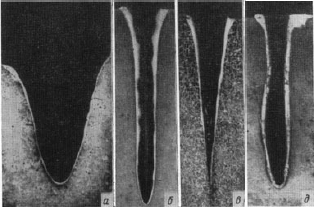
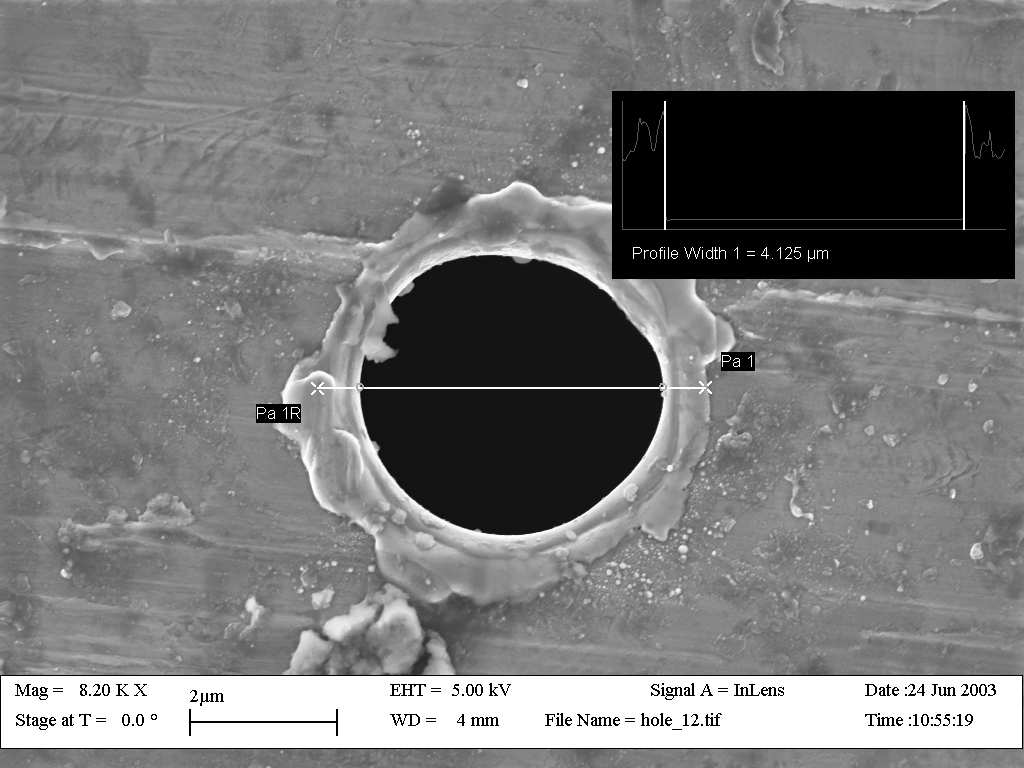
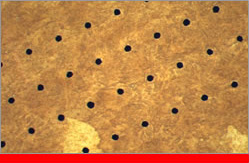
Рис. 9. Образец отверстия в нержавеющей стали на выходе луча в пакетном режиме работы промышленного лазера с активным элементом KULON LT-15CU.
Толщина листа . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50 мкм
Диаметр диафрагмы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3,4 мм
Число импульсов в пачке . . . . . . . . . . . . . . . . . . . . . . . . . 100 имп.
Средняя мощность излучения(после диафрагмы) . . . . . 1,0 Вт
Фокусное расстояние объектива . . . . . . . . . . . . . . . . . . . 25 мм
Кратность увеличения резонатора . . . . . . . . . . . . . . . . . . 200
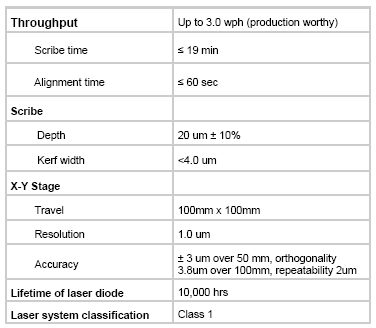
All specification based on 350 μm x 350 μm line spacing on diameter wafers
Для эффективного разделения достаточно, чтобы глубина лунок составляла примерно 25% толщины материала.
Поскольку лазерное скрайбирование в данном случае методически связано с возгонкой в непрозрачном материале отверстий, следует рассмотреть еще одно явление, имеющее непосредственное отношение к рассматриваемому вопросу. Речь идет об автоканализации лазерного излучения, позволяющей проделывать в некоторых материалах исключительно глубокие отверстия, что может представлять в некоторых случаях большой интерес.
Как показано в [14], подбирая угол вхождения лазерного излучения в толщу некоторых материалов, а также расстояние от поверхности материала до фокальной плоскости лазерного объектива, можно обеспечить условия, при которых лазерный луч после схождения в фокальной плоскости больше не расходится, а распространяется в возгоняемом канале на значительное расстояние, образуя глубокое и практически цилиндрическое отверстие. Длинный канал образуется в том случае, если угол схождения луча после прохождения фокусирующей линзы достаточно мал. Чем меньше этот угол, тем глубже образующееся в материале отверстие.
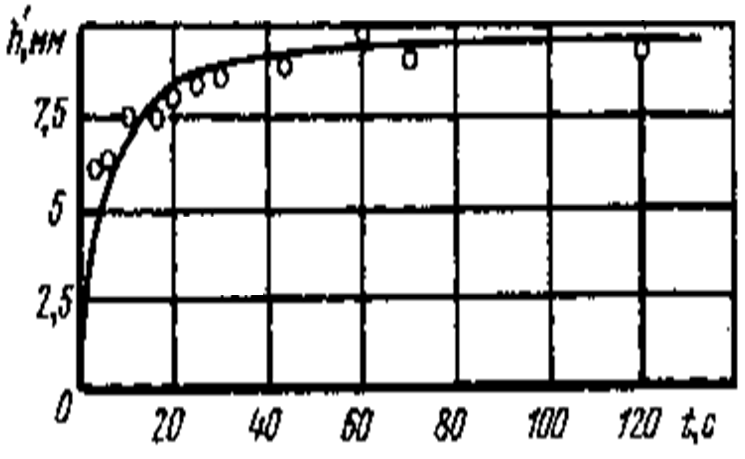

Рис. 14. Каналы в кварцевом стекле, образованные в режиме автоканализации сфокусирован ным излучением С02-лазера в непрерывном режиме (Р = 200 Вт).
Рис. 15. Теоретическая и экспериментальная зависимости глубины каналов в кварцевом стекле от времени воздействия лазерного излучения в режиме автоканализации.
По мере увеличения времени воздействия лазерного излучения глубина канала вначале быстро растет, а затем ее рост плавно снижается. Глубина канала асимптотически приближается к пределу, который зависит как от параметров лазерного излучения, так и от свойств материала.
Такое явление наблюдается в материалах, которые в результате воздействия лазерного излучения образуют оплавленный канал с гладкими стенками, хорошо отражающими лазерное излучение (рис 14). При формировании показанных на рисунке каналов изменялась длительность воздействия лазерного излучения от минимальной (слева) до максимальной (справа). Полученные по данным рис. 14 экспериментальные точки зависимости глубины каналов от времени воздействия лазерного излучения нанесены на рис. 15. Описанные результаты экспериментов указывают на то, что в данном случае имеет место само канализация лазерного излучения в непрозрачном для него материале. Это явление можно объяснить следующим образом. При попадании на поверхность материала лазерного излучения достаточной плотности мощности в нем образуется лунка, диаметр которой примерно равен диаметру лазерного луча в фокальной плоскости объектива. Глубина образующейся лунки охватывает область фокуса, в которой диаметр лазерного луча является минимальным и, следовательно, плотность мощности максимальна.
Расходящийся далее лазерный луч, при определенных условиях, о которых пойдет речь далее, отражается от создаваемой им же оплавленной цилиндрической поверхности, которая автоматически полируется лазерным лучом благодаря равномерному оплавлению. Отраженный внутрь лунки луч увеличивает ее глубину до следующего отражения, после чего процесс повторяется, напоминая распространение оптического излучения в световоде, т.е. в виде цилиндра с отражающими стенками или в стекловолокне. Как известно, коэффициент отражения от поверхности, на которую направляется излучение, значительно возрастает при приближении угла падения луча к 90°. Поэтому автоканализация заметно проявляется при достаточно малых углах влета лазерного излучения в материал (рис. 16). Таким образом, причиной самоканализации (или автоканализации) является образование лазерным излучением световедущего канала (цилиндра) в непрозрачном материале, который автоматически канализирует лазерное излучение одновременно с его образованием.
Скрайбирование
Одним из наиболее известных процессов лазерной обработки стекла является, так называемое, скрайбирование. Название этого процесса происходит от английского глагола to scribe (размечать). Под этим термином понимается процесс механического нарушения прочности материала по описываемому контуру с помощью алмазного или твердосплавного инструмента. При этом образуется не всегда явная последовательность трещин, по которым в дальнейшем стекло разламывается при приложении механического усилия или самопроизвольно. Такой же характер имеет и лазерное скрайбирование, обеспечивающее возможность разделения стекла, а также других хрупких материалов — ситаллов, керамики (из Мачулка).
Механизм лазерного сверления сверхвысокоаспектных отверстий в полимерах
Стационарный профиль глубокого отверстия достигается после воздействия достаточно большого числа импульсов в результате процессов самоорганизации и является новым более устойчивым состоянием поверхности в поле интенсивного излучения. Эти представления совместно с обширными экспериментальными данными, полученными при использовании разнообразных полимеров, позволяют построить аналитическую теоретическую модель многоимпульсного сверления отверстий со сверхвысоким (300—600) отношением глубины к диаметру (так называемым аспектным отношением) излучением УФ эксимерного KrF-лазера. Модель дает возможность в простой форме выявить основные факторы, управляющие параметрами многоимпульсного наносекундного УФ лазерного сверления, в частности определить аналитические условия получения отверстий с практически параллельными боковыми стенками и очень высокими аспектными отношениями.
Дата добавления: 2016-08-06; просмотров: 2000;
Поиск по сайту
Узнать еще
- I.1.3 ТЕРМОДИНАМИЧЕСКИЙ ПРОЦЕСС. ИЗОПРОЦЕССЫ
- V. Новообразования (доброкачественные и злокачественные) и диспласти-ческие (опухолевые) процессы.
- XIX. ХОЛОДИЛЬНЫЕ ПРОЦЕССЫ
- Автогенетические процессы и половой отбор
- АДИАБАТИЧЕСКИЕ ПРОЦЕССЫ В АТМОСФЕРЕ
- Анализ затрат мощности на процесс бурения.
- Баромембранные процессы.
- Бизнес-процессы. Классификация.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
