Теневой метод ультразвуковой дефектоскопии.
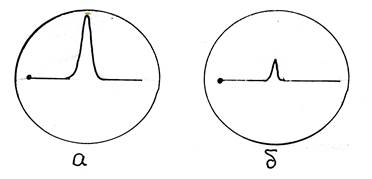 Сущность теневого метода (рис.19, а) дефектоскопии заключается в том, что искательные головки располагаются по обе стороны изделия, т.е. с одной стороны изделия – 8 с помощью излучателя 6 вводится пучек ультразвуковых колебаний, а с другой стороны, с помощью щупа - 7, установленного строго напротив излучателя – 6, регистрируется интенсивность волн, прошедших через толщу изделия – 8. Излучатель – 6 непрерывно получает высокочастотный электрический сигнал от блока генератора – 1, а интенсивность прошедшего сигнала снимается с преобразователя – 7 и поступает на усилитель – 2, а затем – на блок индикатора - 3. В качестве индикатора обычно используется осциллограф, на экране которого видна временная развертка прошедшего через изделие сигнала (рис. 20 а). Расстояние между началом шкалы и центром пика сигнала будет пропорционально времени прохождения волны от излучателя до приемника – 7.
Сущность теневого метода (рис.19, а) дефектоскопии заключается в том, что искательные головки располагаются по обе стороны изделия, т.е. с одной стороны изделия – 8 с помощью излучателя 6 вводится пучек ультразвуковых колебаний, а с другой стороны, с помощью щупа - 7, установленного строго напротив излучателя – 6, регистрируется интенсивность волн, прошедших через толщу изделия – 8. Излучатель – 6 непрерывно получает высокочастотный электрический сигнал от блока генератора – 1, а интенсивность прошедшего сигнала снимается с преобразователя – 7 и поступает на усилитель – 2, а затем – на блок индикатора - 3. В качестве индикатора обычно используется осциллограф, на экране которого видна временная развертка прошедшего через изделие сигнала (рис. 20 а). Расстояние между началом шкалы и центром пика сигнала будет пропорционально времени прохождения волны от излучателя до приемника – 7.
Рис. 20
Если на пути зондирующего пучка окажется какое-нибудь расслоение – 4, то интенсивность луча, пришедшего к приемнику, окажется заметно меньшей за счет того, что дефект отразил часть лучей в сторону излучателя. На осциллограмме это вызовет уменьшение высоты пика от оси ординат (рис.20, б). Чем протяженнее
дефект под излучателем, тем, соответственно, значительней будет ослабление результирующего сигнала. В том же случае, если дефект внутри изделия будет иметь очень большую протяженность, то на экране осциллографа сигнала не будет регистрироваться . .
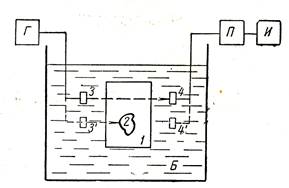 Теневой метод получил широкое распространение в области обнаружения дефектов изделий простой формы с доступом к их поверхности с двух сторон (листовые материалы, прокатные профили и т.п.). Часто изделия контролируют в жидкой среде, как показано на рисунке 21. Здесь представлен вариант контроля изделия – 1 с внутренним дефектом - 2 в баке с водой – Б. Ряд излучателей - 3 направляют ультразвуковые колебания через жидкую среду в изделие, а прошедшие волны колебаний через водную среду попадают в регистрирующие преобразователи – 4. Сигнал от преобразователей – 4 через приемно-усилительный тракт – П поступает на индикатор – И. По такой схеме работают автоматизированные установки контроля дефектности прокатанных листов, в которых
Теневой метод получил широкое распространение в области обнаружения дефектов изделий простой формы с доступом к их поверхности с двух сторон (листовые материалы, прокатные профили и т.п.). Часто изделия контролируют в жидкой среде, как показано на рисунке 21. Здесь представлен вариант контроля изделия – 1 с внутренним дефектом - 2 в баке с водой – Б. Ряд излучателей - 3 направляют ультразвуковые колебания через жидкую среду в изделие, а прошедшие волны колебаний через водную среду попадают в регистрирующие преобразователи – 4. Сигнал от преобразователей – 4 через приемно-усилительный тракт – П поступает на индикатор – И. По такой схеме работают автоматизированные установки контроля дефектности прокатанных листов, в которых
Рис.21 используется большое количеством излучателей и приемников (до 360 пар), а полученная информация от индикатора регистрируется на специальной электротермической бумаге. На рисунке 22 показан результат контроля толстого листа на установке «Дуэт». Здесь видно, что усадочная раковина слитка была закатана в листовую заготовку (темная область).
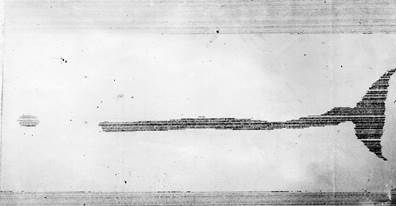
Рис. 22
В некоторых случаях для контроля листовых заготовок теневым методом, используют системы кольцевых искательных головок, схема одной пары которых представлена на рисунке 23. Каждый кольцевой преобразователь излучающей и принимающей систем состоят из: резиновой оболочки – 1; кольца из титаната бария – 2, жидкости, обеспечивающей акустический контакт – 3 и корпуса – 4 из плексиглаза.
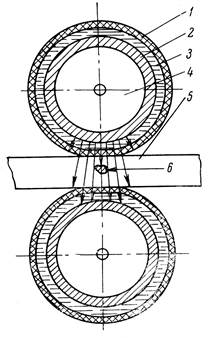 Изделие – 5 с дефектом - 6 протягивается между вращающимися преобразователями и в процессе этого движения ведется непрерывный контроль листа по всей его длине.
Изделие – 5 с дефектом - 6 протягивается между вращающимися преобразователями и в процессе этого движения ведется непрерывный контроль листа по всей его длине.
Две последние схемы ультразвуковой дефектоскопии легко автоматизируются и хорошо работают в потоке прокатного производства.
Рис.23
.
Дата добавления: 2016-07-27; просмотров: 3327;
Поиск по сайту
Узнать еще
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.
- I. История открытия и методы исследования вирусов
- I. Расчёт методом контурных токов.
- I. Судовождение, основанное только на лоцманском методе.
- II. Категории и методы политологии.
- II. Общие методические принципы в канистерапии
- II. Расчёт методом суперпозиции.
- II. Судовождение с использованием лоцманского метода и графического счисления пути судна.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
