Эхо-метод ультразвуковой дефектоскопии.
 Эхо - метод дефектоскопии получил самое широкое применение в промышленной диагностике разнообразных дефектов из-за того обстоятельства, что для обнаружения дефекта в изделии достаточен односторонний доступ к контролируемой поверхности.
Эхо - метод дефектоскопии получил самое широкое применение в промышленной диагностике разнообразных дефектов из-за того обстоятельства, что для обнаружения дефекта в изделии достаточен односторонний доступ к контролируемой поверхности.
Рис.24
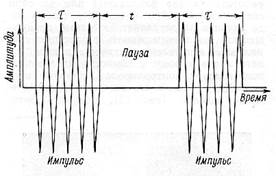
Метод (рис. 19 б) основан на том, что в контролируемый объект вводится пачка колебаний продолжительностью τ = 0.5 … 8.0 мкс, затем следует перерыв t = 1 – 5 мкс (рис.24), после чего процесс генерации ультразвука и паузы, повторяется. Во время паузы пъезокристалл регистрирует волны, которые вернулись от «дна» и возможного дефекта.
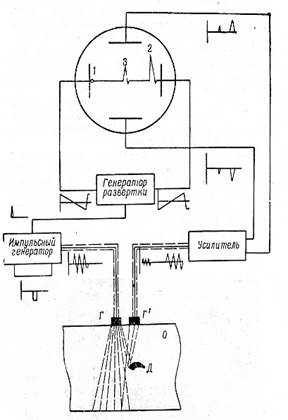
Рис. 25
Однако возвращение сигналов возможно лишь в том.
случае, если импульс ультразвука успеет во время паузы достигнуть дефекта, отразится от него и возвратится обратно к искательной головке
Принципиальная схема импульсного ультразвукового дефектоскопа представлена на рисунке 25. Здесь показано, как ультразвуковые колебания вводятся в металл через тонкую пленку контактной смеси (трансформаторное масло). Дойдя до противоположной поверхности изделия («дна»), импульсы ультразвука отражаются вверх («донный сигнал»). Часть отраженных звуковых волн попадает на пьезоэлектрический искатель и преобразуется в нем в электрическое напряжение, которое передается на вход усилителя. Здесь сигнал усиливается (коэффициент усиления до 106), детектируется и подается на осциллограф.
Выход усилителя соединен с вертикально отклоняющими пластинами осциллоскопического индикатора. Индикатор дефектоскопа представляет собой электронный малогабаритный осциллограф со ждущей разверткой, начинающей работать одновременно с генерацией импульса..
Когда отраженный от дна изделия или от поверхности дефекта импульс достигнет вертикально отклоняющих пластин, на линии развертки появится выброс-сигнал.
Так как часть пути в контролируемом металле импульс проходит в виде ультразвуковых волн со сравнительно небольшой скоростью (V≤ 6000 м/с), то отраженный сигнал попадает на вертикально отклоняющие пластины осциллографа с некоторым запозданием по отношению к началу развертки.
Электронный луч, прочерчивающий линию развертки, движется слева направо, и поэтому пик от отраженного сигнала появится правее начала развертки.
Так как время прохождения ультразвуковых волн до дефекта меньше, чем время прохождения их до дна, то пик от «дефектного» сигнала - 3 возникнет раньше или, что то же, левее пика от донного сигнала – 2 (рис.25). Расстояние между началом развертки и донным сигналом соответствует временному масштабу толщины изделия, а расстояние между началом развертки – 1 и пиком от дефектного сигнала – глубине залегания дефекта.
Если при работе на две головки (излучатель и преобразователь на рис. 25) поверхность дефекта расположена близко к поверхности, с которой вводятся ультразвуковые волны, то такой дефект, как видно из схемы рис.25, не может быть обнаружен. Этим объясняется наличие у поверхности изделия, с которой ведется исследование, мертвой зоны (4-5 мм), т.е. зоны, в которой не могут быть обнаружены дефекты.
При работе с одной искательной головкой, являющейся одновременно и излучателем и приемником ультразвуковых волн, мертвая зона не исчезает, но ее величина определяется длительностью импульса и временем затухания колебаний пластины пьезокристалла после прекращения подачи электрического импульса. Наименьшая же глубина мертвой зоны (менее 1 мм) получается при использовании раздельно-совмещенной головки щупа дефектоскопа.
Для использования методики контроля эхо- методом требуются изделия простой формы с плоскопараллельными или круглыми поверхностями. При этом необходимо, чтобы контролируемая поверхность была чистой и достаточно ровной.
Выбор рабочей частоты ультразвука зависит в основном от следующих факторов:
- чистоты обработки поверхности;
- величины зерна материала изделия;
- наличием в металле мелкой пористости или структурных составляющих с
сильно различающимися упругими свойствами .
Чем выше частота импульсов, тем более мелкие дефекты и неоднородности могут быть обнаружены, однако при этом усиливается поглощение звуковых волн, поэтому оптимальный диапазон применяемых частот находится в интервале от 0.8 до 5 МГц.
Для проведения контроля, оператор дефектоскопа прижимает щуп к поверхности изделия и, постепенно перемещая его, наблюдает за картиной на экране. Появление пиков на линии развертки левее донного сигнала указывает на наличие дефекта. Если контролируемое изделие имеет сложную форму, то часто прибегают к использованию иммерсионного способа озвучивания изделий. При этом, как и в теневом методе, изделие погружают в бак с водой или маслом, туда же помещают и искательные головки, расположенные на расстоянии нескольких сантиметров от изделия. Таким способом удается контролировать изделия с грубой неровной поверхностью.
Чувствительность эхо-метода ультразвуковой дефектоскопии оценивается величиной минимального дефекта, который может быть выявлен в металлическом изделии, он составляет величину в 1-2 мм2.
Дата добавления: 2016-07-27; просмотров: 4928;
Поиск по сайту
Узнать еще
- Аппаратура радиационной дефектоскопии.
- Визуально-телевизионный метод дефектоскопии.
- Изготовление нетканых материалов посредством скрепления волокнистых холстов ультразвуковой сваркой.
- Люминесцентный метод капиллярной дефектоскопии.
- Магнитный порошковый метод дефектоскопии.
- Основы ультразвуковой технологии
- Теневой метод ультразвуковой дефектоскопии.
- Тепловые методы дефектоскопии.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
