Расчёт операций листовой штамповки
1. Диаметр вырубаемой заготовки Dзаг. (мм), необходимый для изготовления изделия методом вытяжки, определяют из условия равенства площадей поверхности заготовки и готовой детали по формуле:

(обозначения , принятые в формуле см. на рис. 3.1)
2. Определение величины перемычек а и в, ширины полосы В и шага подачи А для трёх видов раскроя: однорядного, двухрядного параллельного, двухрядного шахматного.
Раскроем материала при листовой штамповке называется способ расположения вырубаемых деталей на заготовке – листе, полосе, ленте.
При раскрое нужно стремиться к такому расположению вырубаемых заготовок на листовом материале, при котором отход его был бы наименьшим. Вырубку круглых деталей можно производить в один, два и несколько рядов при параллельном или шахматном расположении заготовок в них (рис. 3.1).
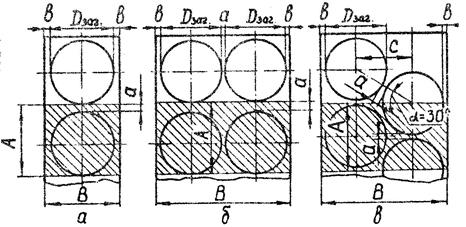
Рис. 3.1. Расположение круглых заготовок при вырубке на полосе:
а) однорядное; б) параллельное двухрядное; в) шахматное двухрядное.
Величину перемычек а и в определяют по табл. 3.1.
Таблица 3.1
Наименьшая величина перемычек
| Толщина материала S. мм | Величина перемычек, мм | |
| а | в | |
| 0,3 0,5 1,0 1,5 2,0 2,5 3,0 | 1,4 1,0 1,2 1,4 1,6 1,8 2,0 | 2,3 1,8 2,0 2,2 2,5 2,8 3,0 |
Основное назначение перемычек – компенсировать погрешности подачи материала и фиксации его в штампе с тем, чтобы обеспечить полную вырезку детали по всему контуру и предотвратить получение бракованных деталей. Кроме того, перемычки обеспечивают полосе прочность и жёсткость, необходимую для подачи материала в штампе.
Ширину полосы В (мм) определяют:
- при однорядном раскрое: В = Dзаг. + 2в;
- при двухрядном параллельном: В = 2Dзаг. + 2в + а;
- при двухрядном шахматном:
В = С + Dзаг. + 2в = [(Dзаг. + а) • cos30º + Dзаг. + 2в].
Шаг подачи определяют по формуле:
А = Dзаг. + а (мм)
3. Определить коэффициент использования материала (КИМ) для всех видов раскроя. Выбрать наиболее экономичный вид раскроя.
Оценку экономичности того или иного вида раскроя производят по коэффициенту использования заготовки КИМ
где F0 – площадь поверхности вырубаемой заготовки, мм2;
Пр – количество рядов раскроя.
4. Рассчитать силу вырубки Pвыр. При определении силы вырубки для двухрядного раскроя считать, что за один ход ползуна пресса вырубаются одновременно две заготовки.
Силу вырубки Pвыр. (Н) определяют по формуле

где 1,3 – коэффициент, учитывающий неравномерность толщины материала и затупление режущих кромок инструмента (пуансона и матрицы);
Dзаг. – диаметр вырубаемой заготовки, мм;
S – толщина заготовки, мм;
σср. – сопротивление срезу, МПа (см. табл. 3.2.)
Таблица 3.2
Механические свойства листовых материало
| № п/п | Марка материала | Сопротивление срезу σср, МПа | Предел прочности σв, МПа |
| Сталь 10 | |||
| Сталь 20 | |||
| Сталь 40 | |||
| Латунь Л62 | |||
| Медь М1 | |||
| Алюминиевый сплав АД | 75-110 |
5. Определить коэффициент вытяжки m при изготовлении из плоской круглой расчетной заготовки стакана заданных размеров по формуле

6. Рассчитать силу вытяжки Pвыт по формуле

где D1 – диаметр изделия считая по средней линии (D1 = Dизд. - S), мм;
S – толщина материала, мм;
σв – предел прочности материала, Н/мм2 (см. табл. 3.2);
K – коэффициент выбираемый из табл. 3.3.
По рассчитанным усилиям вырубки и вытяжки выбирают прессовое оборудование, необходимое для штамповки изделия.
Практическая часть
Дата добавления: 2016-07-27; просмотров: 4784;
Поиск по сайту
Узнать еще
- I. Расчёт методом контурных токов.
- II Расчет и анализ трехфазных цепей
- II. Расчёт методом суперпозиции.
- III. Основные законы, используемые при расчёте магнитных цепей.
- III. Расчёт электрического состояния цепи с последовательным соединением элементов L, R, C.
- IV. Расчёт простых цепей постоянного тока методом эквивалентных преобразований сопротивлений.
- IV. Расчёт цепи с параллельным соединением R, L, C элементов
- А) Назначение и порядок выполнения расчетов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
