Цикловые диаграммы швейных машин
Для выполнения стежков и строчек на швейных машинах необходимо строгое согласование работы рабочих органов во времени, так как при несвоевременном исполнении даже одного элемента процесса не может быть получен стежок.
Взаимодействие рабочих органов во времени определяется циклограммой работы машины.
Цикловая диаграмма (циклограмма) – графическое изображение, показывающее взаимодействие механизмов машины. Циклограмму строят в двух случаях:
1. при определении точного взаимодействия рабочих механизмов действующей машины, чтобы устранить неполадки в ее работе;
2. при проектировании нового оборудования.
Во втором случае циклограмма корректируется после выбора механизмов, компоновки схемы машины, уточнения законов движения механизмов и действия каждого механизма в определенный момент.
На циклограмме видно, в какой последовательности и в какой момент начинают и заканчивают работу те или иные рабочие органы. Большинство швейных машин выполняют соответствующую операцию за один оборот главного вала, а машины-полуавтоматы – за один оборот копирного диска, поэтому циклограмму строят для угла 360  . Она имеет вид концентрических окружностей (круговая циклограмма) или в развернутом виде в системе прямоугольных координат. Второй вид циклограммы нагляднее и проще в построении.
. Она имеет вид концентрических окружностей (круговая циклограмма) или в развернутом виде в системе прямоугольных координат. Второй вид циклограммы нагляднее и проще в построении.
Для получения циклограммы работы машины нужно снять показания в начале работы, по окончании работы, на холостом ходу каждого исполнительного органа в отдельности.
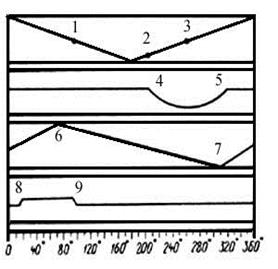
Взаимодействие рабочих органов швейной машины определяется циклограммой, в которой положения острия иглы, носика челнока, ушка нитепритягивателя и переднего конца рейки находятся в зависимости от угла поворота главного вала машины в период выполнения одного стежка (рис. 66, 67). При проектировании новых машин циклограммы составляют, исходя из кинематических схем их механизмов, с учетом взаимодействия рабочих органов с обрабатываемым материалом. Для действующих машин циклограммы снимают с отлаженных машин.
 Для этого прикрепляют к маховику или главному валу циферблат, разделенный на 360 , а к корпусу машины – неподвижную стрелку. Вращая вручную главный вал, отмечают, против какого деления диска-циферблата находится стрелка в начале работы исполнительного органа и в конце его работы. Для каждого механизма делают несколько наблюдений и заносят их в соответствующую таблицу, а потом определяют среднее значение. За исходную позицию обычно принимают верхнее положение иглы. В этот момент нулевое деление диска-циферблата должно находиться против неподвижной стрелки.
Для этого прикрепляют к маховику или главному валу циферблат, разделенный на 360 , а к корпусу машины – неподвижную стрелку. Вращая вручную главный вал, отмечают, против какого деления диска-циферблата находится стрелка в начале работы исполнительного органа и в конце его работы. Для каждого механизма делают несколько наблюдений и заносят их в соответствующую таблицу, а потом определяют среднее значение. За исходную позицию обычно принимают верхнее положение иглы. В этот момент нулевое деление диска-циферблата должно находиться против неподвижной стрелки.
 Основными точками на циклограмме механизма движения иглы (см. рис. 66) являются точки, соответствующие моментам подхода иглы к материалу (точка 1), образования петли-напуска у ушка иглы (точка 2), выхода иглы из материала (точка 3).
Основными точками на циклограмме механизма движения иглы (см. рис. 66) являются точки, соответствующие моментам подхода иглы к материалу (точка 1), образования петли-напуска у ушка иглы (точка 2), выхода иглы из материала (точка 3).
Основными точками на циклограмме механизма движения челнока являются точки, соответствующие моментам захвата носиком челнока петли (точка 4) и сброса ее с челнока (точка 5).
Основными точками на циклограмме механизма движения нитепритягивателя являются точки, соответствующие моментам крайнего верхнего (точка 6) и крайнего нижнего (точка 7) положения ушка нитепритягивателя, начала (точка 8) и конца (точка 9) сматывания ниток с бобины.
Коэффициент К рабочего хода исполнительных органов определяется по формуле:
К=α/360 ,
где α – угол поворот вала, при котором осуществляется рабочий ход инструмента.
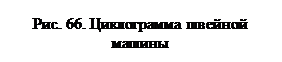
Например, из циклограммы работы стачивающей машины 22-А кл. следует (рис. 67), что прокол материала иглой начинается при угле поворота главного вала w=90-105  , в зависимости от толщины материала.
, в зависимости от толщины материала.
Ушко иглы входит в материал при угле поворота главного вала w≈105 . Далее игла проводит нитку в отверстие прокола и занимает крайнее нижнее положение (w=180 ). Образование петли иглой происходит при подъеме ее на 2 мм (w=24-25 ). Игла выходит из материала при величине w=260 . Таким образом, рабочий ход иглы совершается при повороте главного вала машины в среднем на 160 . Следовательно, коэффициент рабочего хода иглы будет:
К=160 /360 =0,44
Для машины 22-А кл. этот коэффициент изменяется от 0,4 при выполнении строчек из бязи в одно сложение до 0,5 – из драпа в три сложения. Из циклограммы видно, что подача нитки игле начинается значительно раньше, чем ушко входит в материал. Это обеспечивает необходимый резерв свободной нитки к моменту проведения ее в отверстие прокола.
Рис. 67. Циклограмма работы машины 22-А кл. ОЗЛМ
Носик челнока своевременно захватывает петлю (w=210 ), расширяет, обводит вокруг половины шпульки и сбрасывает при w=320 . Коэффициент рабочего хода челнока:
К=(320 -210 )/360 =0,3.
Ушко нитепритягивателя начинает свое движение вверх при угле поворота главного вала w=305 , подтягивает резервную нитку, снимает петлю с челнока и выводит из челночного устройства (w=20 ), затягивает стежок и сматывает нитку с катушки при величине w=70 . Все эти элементы рабочего хода нитепритягивателя выполняются во время поворота главного вала на 120 . Коэффициент рабочего хода нитепритягивателя на этом очень важном моменте процесса образования стежка составляет:
К=120 /360 =0,3.
Подъем рейки выше игольной пластины и продвижение ею материала происходит при величине w=10-85 . Считают, что рейка перемещает материал в период поворота главного вала на 50-60 . Отсюда коэффициент рабочего хода рейки в среднем:
К=(50-60) /360 =0,15.
Таким образом, по циклограмме работы машины можно анализировать:
1. Взаимодействие рабочих органов швейной машины.
2. Нахождение угла поворота главного вала для отдельных инструментов.
3. Можно сопоставить эти углы с углами поворота других рабочих органов.
4. Определить коэффициент рабочего хода каждого инструмента: отношение угла поворота главного вала во время рабочего хода инструмента к полному обороту главного вала.
5. Можно оценить выполнение технологических требований к машине.
Задания и вопросы для самоконтроля:
1. Дайте определение циклограммы швейной машины.
2. В каких случаях строят циклограмму.
3. Какие виды цикловых диаграмм Вы знаете?
4. Что можно проанализировать по циклограмме швейной машины.
5. Опишите, как снимают циклограмму машины.
6. Дайте определение коэффициента рабочего хода исполнительных органов.
7. На основе теоретического материала выполните задания, предложенные в тетради для практических занятий по дисциплине «Оборудование швейного производства».
ЛИТЕРАТУРА
1. Вальщиков Н.М., Шарапин А.И. и др. Оборудование швейного производства. Изд. 2-е, испр. и доп. – М.: Легкая индустрия, 1977. 520 с., ил.
2. Исаев В.В. Оборудование швейных предприятий. Учебник для учащихся ПТУ. – М.: Легкая индустрия, 1978. 256 с.
3. Исаев В.В. Оборудование швейных предприятий. – М.: Легкая индустрия, 1978. 287 с.
4. Слободянюк Э.А., Малик С.Н. Лабораторный практикум по оборудованию швейного производства: Учеб. пособие для техникумов. – 3-е изд., перераб. – М.: Легпромбытиздат, 1986. 96 с., ил.
1.Франц В.Я., Исаев В.В. Швейные машины: Иллюстрированное пособие. 2-е изд. перераб. и доп.- М.: Легпромбытиздат, 1986. – 184 с., ил.
1.
1.
1.
1.
1.
1.
1.
1.
1. Татьяна Васильевна Захарова
1. Наталья Сергеевна Ошнурова
1.
1. Оборудование швейного производства
1.
1. Учебное пособие
1.
1.
1. Редактор Е.А.Ушакова
1. Корректор Л.И.Кузнецова
1.
1.
1. Печатается по постановлению
1. редакционно-издательского совета университета
1.
1. Лицензия ЛР № 040328 от 10.04.97
1.
1.
1. ____________________________________________________________________
1. Подписано в печать … Формат 60х84/16. Бумага писчая № 1.
1. Усл.печ.л. … Уч.-изд. л. … Тираж … экз. Заказ …
1. Издательство Уральского государственного профессионально-педагогического университета. Екатеринбург, ул. Машиностроителей, 11.
5. АООТ «Полиграфист». Екатеринбург, ул. Тургенева,20.
Дата добавления: 2020-10-25; просмотров: 1550;
Поиск по сайту
Узнать еще
- Tермодинамические диаграммы
- Абсорбционная холодильная машина
- АБСОРБЦИОННО-ДИФФУЗИОННЫЕ ХОЛОДИЛЬНЫЕ МАШИНЫ
- АБСОРБЦИОННЫЕ МАШИНЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
- Абсорбционные холодильные машины
- Аварийно-предупредительная сигнализация в машинном отделении. ( АПС)
- Авиационных лопаточных машин
- Автомаическое управление машинами циклического действия

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
