Погрешность и точность средств измерений. Класс точности средств измерений. Общие принципы выбора средств измерений.
Погрешность средств измерения определяется систематической и случайной составляющей. Она может быть определена в результате градуировки прибора.
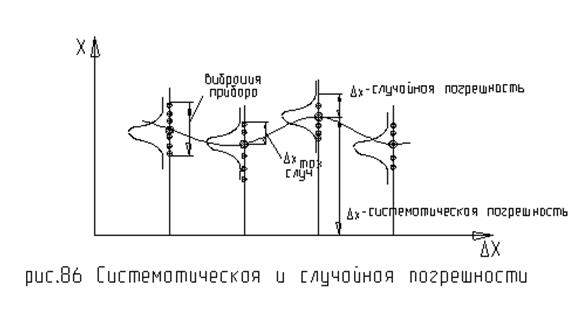
Внутри диапазона измерений назначается некий квантованный или пороговый сигналы х1, х2, х3, ... , хn. Проводится измерение х1, при подходе к величине снизу и сверху возникает некое отличие. Такое измерение при метрологической аттестации прибора выполняется достаточно большое количество раз, не менее 30.
В результате в этой точке у нас будет разброс, и аналогично в других точках. Таким образом, обрабатывая соответствующие поля и предполагая, что известен закон распределения можно в каждой точке получить соответствующее распределение. Строим соответствующую кривую математического ожидания для заданной величины и составляем границу предельных погрешностей. Причем, систематическую составляющую мы можем исключить из общей погрешности прибора, введением поправки. Мы знаем показания прибора, введем поправку и придем к статической характеристике прибора. Так работают образцовые приборы, которые используются в метрологической практике.
Класс точности средств измерения.
Характеризуется приведенной (относительной) погрешностью средств измерения.
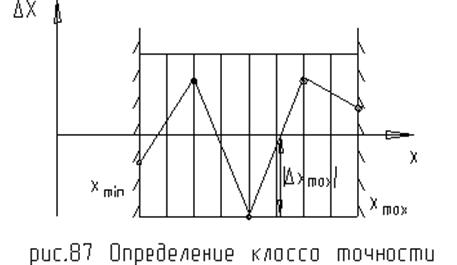
Пусть х - измеряемая величина, а  - абсолютная погрешность измеряемой величины. В результате градуировки в пределах измерения от хmin до xmax получим допустим какие-то показатели. Соединим полученные точки в пределах измерения. Выделим из них погрешность максимальную по модулю .
- абсолютная погрешность измеряемой величины. В результате градуировки в пределах измерения от хmin до xmax получим допустим какие-то показатели. Соединим полученные точки в пределах измерения. Выделим из них погрешность максимальную по модулю .
Класс точностичисленно равен этой относительной приведенной погрешности, которая трактуется следующим образом:
 . (27.4)
. (27.4)
Важнейшей характеристикой рабочих приборов (т.е. не служащих для передачи точности) является класс точности, т.к. в их паспорте не приводится статическая характеристика. Поэтому о величине погрешности измерений во всем диапазоне измерений приходится судить по величине |Δxmax|, этой характеристики в паспорте нет, следовательно, мы можем говорить, что погрешность измерения рабочим прибором не может превышать, т.е. выходить за это поле, которое определяется Δxmax. Отсюда качественное измерение рабочим прибором можно выполнять только в последних двух третях шкалы. При стремлении измеряемой величины к xmin относительная погрешность недопустимо возрастает и первая треть шкалы является нерабочей.
Выбор средств измерений.
Выбор средства измерения определяется измеряемой величиной, принятым методом измерения и требуемой точностью результата измерения.
Одну и ту же метрологическую задачу можно решить с помощью различных измерительных средств, которые имеют не только разную стоимость, но и различные точность и другие метрологические показатели, а следовательно, дают неодинаковые результаты измерения. Измерения с применением средств измерений недостаточной точности малоценны, даже вредны, так как могут быть причиной неправильных выводов. Применение излишне точных средств измерений экономически не выгодно. При выборе средств и метода измерений также учитывают диапазон измерений измеряемой величины, условия измерений, эксплуатационные качества средств измерений, их стоимость. Стремятся выполнить условие:
 (27.5)
(27.5)
где
 - суммарная погрешность измерения,
- суммарная погрешность измерения,
 - предельная погрешность метода измерения,
- предельная погрешность метода измерения,
∆си - предельная погрешность средства измерения,
∆0 - погрешность оператора,
∆усл - дополнительная погрешность условий измерения,
 - допускаемая погрешность измерения.
- допускаемая погрешность измерения.
Величина предельной погрешности средства измерения Аси будет определяться выбранным средством измерения, а допускаемая погрешность измерений 8 зависит от допуска измеряемого параметра. Допускаемые погрешности измерения приняты следующими:
- для грубых допусков  ;
;
- для остальных допусков  ,
,
где Т- допуск контролируемого параметра, задаваемый конструктором.
Допускаемая погрешность измерения включает случайные и неучтенные систематические погрешности измерения.
Предельная погрешность средства измерения должна быть меньше допускаемой погрешности измерений, т.е. ∆си< , однако экономически нецелесообразно выбирать ∆си менее 0,1 табличного допуска IT. Следовательно, точность средства измерения должна быть на порядок выше точности контролируемого параметра.
Лекция №21
Дата добавления: 2016-07-27; просмотров: 4800;
Поиск по сайту
Узнать еще
- Allegro С. Прокофьев. Классическая симфония, Гавот
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- B. Медленно действующие противоревматоидные средства
- I класс - ОКСИДОРЕДУКТАЗЫ.
- I. КЛАССИФИКАЦИЯ ПО ИСПОЛЬЗОВАНИЮ.
- I. Классификация углеводов.
- I. Общие принципы структурно-функциональной организации клетки и её компоненты. Плазмолемма, её структура и функции.
- I. РАЗДЕЛ ПО ПРОБЛЕМЕ НЕДОСТАТОЧНОСТИ МИТРАЛЬНОГО КЛАПАНА (СИНДРОМ МИТРАЛЬНОЙ РЕГУРГИТАЦИИ)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
