Основні конструкції вертикальних осей.
Раніше вертикальні осьові системи виготовляли конічні. При цьому втулку і вісь виготовляли з одного матеріалу. Знизу була пружина або шарик (шарикопідшипник), щоб розвантажити вісь і зробити роботу легкою. Сучасні конструкції мають циліндричну форму.
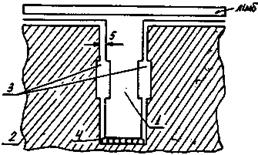
1 – вісь;
2 – втулка;
3 – виступи;
4 – шарикопідшипник;
5 – зазор.
Вісь виготовляють з високосортної сталі, а втулку – з бронзи. Вісь і втулка виготовляється з виступами і їх величина має не більше 1 мин. Туди (у виступ) потрапляє змазка.
Вимоги до вертикальних осьових систем:
1) Для забезпечення легкості і стабільності обертання осі мають бути довгими. Їх довжина має бути в 2-3 рази більше від товщини.
2) Вісь має вставлятись у втулку нещільно, а з певним зазором. Величина зазора  .
.
3) Доторкання осі і втулки робиться не по всій висоті, а тільки окремими кільцями.
4) Вісь і втулка мають бути добре відшліфованими і відполірованими.
5) Між втулкою і віссю вводиться тонкий шар змазки (приблизно  ).
).
Основні вимоги вертикальних осьових систем до нівеліра:
За конструкцією вісь може бути циліндричною або конічною, як в теодолітах. Проте, висота осі є значно меншою, тому і стабільність її обертання буде гіршою. Однак, похибки визначення перевищень не буде, тому що конструкція нівеліра має елеваційний гвинт, за допомогою якого при кожному наведенні на рейку положення візирної осі виставляється перпендикулярно осі циліндричного рівня.
Вплив невертикальності осьової системи на точність зняття відліку.
Похибка в відлік  визначають по формулі:
визначають по формулі:
 , де
, де
 - невертикальність осьової системи;
- невертикальність осьової системи;
 - вертикальний нахил зорової труби при візуванні на предмет.
- вертикальний нахил зорової труби при візуванні на предмет.
Наприклад, якщо невертикальність осьової системи  (1,5мин) при довжині осьової системи
(1,5мин) при довжині осьової системи  , тоді
, тоді  .
.
Якщо кут нахилу складає  , то похибка у відлік буде
, то похибка у відлік буде  . Начебто ця величина є незначною, але слід враховувати, що вона не визначається при роботі при двох кругах (КЛ і КП). Тим більше, що вона залежить від кута .
. Начебто ця величина є незначною, але слід враховувати, що вона не визначається при роботі при двох кругах (КЛ і КП). Тим більше, що вона залежить від кута .
Тому, перед початком роботи необхідно перевірити правильність роботи вертикальної осьової системи. Це робиться так:
1) Перевіряється циліндричний рівень;
2) Слід відгоризонтувати прилад у двох взаємоперпендикулярних напрямах. При цьому слід враховувати, що прилад знаходиться в горизонті.
3) Обертають алідаду через приблизно  і слідкують за положенням бульбашки рівня. Вона не повинна сходити з середини більше чим на 2 поділки.
і слідкують за положенням бульбашки рівня. Вона не повинна сходити з середини більше чим на 2 поділки.
Дата добавления: 2016-07-27; просмотров: 1949;
Поиск по сайту
Узнать еще
- Інтервальні оцінки: основні ідеї
- Інформація та документація. Керування документаційними процесами. Частина 1. Основні положення.
- Адміністративно-командна система та її основні риси.
- ВИДАННЯ. ОСНОВНІ ВИДИ. Терміни та визначення
- Виробничі підрозділи архіву та основні архівні технології
- Галузевий моніторинг довкілля та його основні показники
- Двоїстість у задачах лінійного програмування: правила побудови двоїстих задач та їх основні класи
- Державна уніфікована система документації. Основні положення

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
