Определение режимов резания статистическим методом
При определении режимов резания статистическим (табличным) методом пользуют нормативные таблицы в зависимости от выбранного типа производства и установленного вида обработки заготовки. Табличный метод определения режимов резания сравнительно прост. Определение режимов резания табличным методом широко применяют в производственных условиях, так как этот метод дает возможность ускорить разработку технологических процессов и сократить сроки подготовки к запуску изготовления данного изделия.
Таблица 30. Подача, допускаемая прочностью пластинки из твердого сплава, при обработке заготовок из конструкционной стали
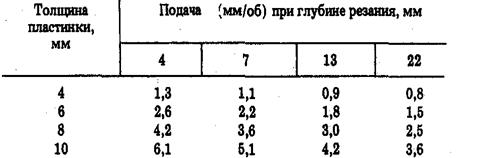
Примечания: 1. Поправочный коэффициент 1,2 при sв = 480 ... 640 Н/м; 1,0 при sв = 660 ... 870 Н/м и 0,86 при sв = 870.. .1170 Н/м.
2. Поправочный коэффициент 1,4 при j = 30 ; 1,0 при j = 45° ; 0,6 при j = 60° и 0,4 при
j = 90° , где j - главный угол резца в плане.
3. Поправочный коэффициент 1,6 при обработке чугуна.
Определение режимов резания статистическим методом ведут следующим образом:
1. Устанавливают глубину резания на обрабатываемую поверхность. При черновой обработке следует назначать наибольшую глубину резания, равную всему межоперационному припуску на обработку, если это позволяет жесткости крепления заготовки режущего инструмента, а также жесткость и мощность выбранного станка. При чистовой обработке глубину резания следует назначать исходя из степени точности и качества обрабатываемой поверхности в пределах 0,5 ... 2,0 мм на диаметр при шероховатости поверхности Ra = 4мкм и Rа =2,5 ...1,25 мкм в пределах 0,1.. 0,4 мм.
Глубина резания при сверлении составляет t = 0,5 D, при рассверливании, зенкеровании, развертывании и растачивании t = 0,5 (D- d), где d и D -диаметры до обработки и после ее.
2. Устанавливают подачи станка исходя из прочности державки и пластинки из твердого сплава, жесткости станка и характера установки заготовки. При чистовой обработке поверхности детали величина подачи зависит от технологических факторов (точности и качества обработки поверхности). Для резцов с пластинками из твердого сплава выбранную подачу необходимо согласовать по прочности пластинки по табличным нормативам (табл. 3.37).
При фрезеровании различают подачу на один зуб фрезы Sz подачу на один оборот фрезы so, мм/об: s0=sz×z и подачу за одну минуту (минутная подача), которую определяют по формуле
sм=sz×z×n
где z - число зубьев фрезы.
Минутная подача корректируется по паспортным данным станка и далее определяется действительная подача на зуб. При шлифовании различают две подачи - поперечную (глубина резания) и продольную. Продольная подача задается в долях ширины круга sд на один оборот заготовки:
sш = sдВкр .
где Вкр - ширина шлифовального круга, мм.
Доля ширины шлифовального круга для черновой обработки sд = 0,3¸0,5 при диаметре заготовки до 20 мм; при Dзаг. ³ 20 мм sд = 0,7¸0,85; для чистовой обработки s д= 0,2 ¸ 0,4.
Продольная подача на шлифование назначается после выбора скорости вращения заготовки. Выбранные подачи по таблицам необходимо согласовывать с паспортными данными станочного оборудования.
3. Определяют скорость резания. Скорость резания устанавливается по табличным нормативам для определенных условий работы, и если конкретные условия отличаются от данных таблицы, тогда скорость резания, взятая из таблицы, умножается на поправочные коэффициенты. После установления скорости резания по табличным нормативам определяют частоту вращения шпинделя станка и уточняют ее по паспорту станка. Обычно принимают ближайшее меньшее значение станка, однако допускается принимать ближайшее большее число частоты вращения шпинделя станка, если оно превышает не более чем на 10 % по паспорту станка.
После установления частоты вращения шпинделя по паспорту станка определяют действительную скорость резания по формуле (3.61).
4. Проверяют режимы резания по мощности станка. Потребная мощность для резания, взятая из нормативных таблиц, не должна превышать фактической мощности электродвигателя станка. Однако, учитывая кратковременность нагрузки, допускается перегрузка на 30 %. При недостаточной мощности привода станка рекомендуется уменьшать скорость резания, а не подачу или глубину резания, так как одинаковое изменение указанных параметров, обеспечит большее повышение стойкости режущего инструмента.
5. Определяют технические нормы времени на технологический переход или операцию на основе расчета режимов резания и возможностей режущего инструмента, технологической оснастки и станочного оборудования.
Дата добавления: 2020-10-14; просмотров: 679;
Поиск по сайту
Узнать еще
- I. Определение и структура методов обучения.
- I. Определение условий выполнения рукописи.
- I. Определение, виды радиоактивности, радиоактивные семейства
- Mатематическое определение ОС.
- А) Деградация почв и определение ее скорости
- А) Расчет электрической цепи методом свертывания
- Автоматическая ликвидация асинхронных режимов
- Аксиоматическое определение множества действительных чисел

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
