Расчет технической нормы времени
Техническая норма времени на обработку заготовки является одной из основных параметров для расчета стоимости изготовляемой детали, числа производственного оборудования, заработной платы рабочих и планирования производства.
Техническую норму времени определяют на основе технических возможностей технологической оснастки, режущего инструмента, станочного оборудования и правильной организации рабочего места.
Норма времени является одним из основных факторов для оценки совершенства технологического процесса и выбора наиболее прогрессивного варианта обработки заготовки.
В крупносерийном и массовом производстве общая норма времени (мин) на механическую обработку одной заготовки
Тш=То+Тв+Тт.о+То.п,
где То - технологическое (основное) время, мин; Tв - вспомогательное время, мин; Тт.о - время на обслуживание рабочего места, мин; То.п - время на отдых и естественные надобности, мин (табл. 3.39).
Технологическое время для многих видов обработки
То=Lp.хi/(ncтsст),
где Lр.х - расчетная длина рабочего хода режущего инструмента, т.е. путь, проходимый режущим инструментом в направлении подачи, мм; i- число рабочих ходов режущего инструмента; nст - частота вращения шпинделя станка, принятая по паспорту станка, об/мин; sст - подача по паспортным данным станка, мм/об.
Вспомогательное время на обработку заготовки Тв зависит от степени механизации, массы заготовки и других элементов, выполняемых на данной операции. Вспомогательное время на контрольные измерения выбирают в зависимости от точности измерения и вида измерительного инструмента. Вспомогательное время определяют по нормативным таблицам. Оно зависит от выбранной технологической оснастки, методов обработки и станочного оборудования.
Вспомогательное время Тв состоит из времени на установку и снятия детали; времени, связанного с переходом (установки инструмента по лимбу, упору, разметке; предварительного промера; взятия пробной стружки и др.); времени, связанного с переходом на приемы, не вошедшие в комплексы (изменения частоты вращения шпинделя станка, изменения подачи, поворота резцовой головки и др.); вспомогательного времени на контрольные измерения, которые устанавливают по нормативным таблицам в зависимости от точности измерения, размеров измеряемых поверхностей с учетом коэффициента периодичности. Вспомогательное время на технологическую операцию
Тв = (Туcт, + SТпер + SТпер.к + SТизм) Кtв,
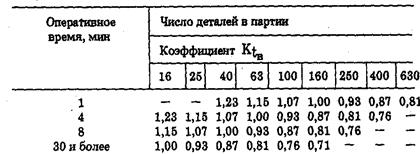
где Туст- вспомогательное время на установку и снятие детали, мин; Тпер, - вспомогательное время, связанное с переходом, мин; Тпер.к - вспомогательное время, связанное с переходом на приемы, не вошедшие в комплексы, мин; Тизм_ - вспомогательное время на контрольные измерения, мин; Кtв- поправочный коэффициент на вспомогательное время в зависимости от размера партии обрабатываемых изделий.
Время на техническое обслуживание рабочего места, затрачиваемое на установку, снятие и замену затупившихся режущих инструментов, на заправку шлифовальных кругов, смазывание и подналадку станка, уборку стружки в процессе работы и т. д.
Тт.о = (То + Tв) (ап.о/100) ,
где ап.о.- время на техническое обслуживание рабочего места в процентах к оперативному времени, которое выбирается по нормативным таблицам в зависимости от типа производства. Время на отдых и физические потребности
То.п = (То + Тв,) (ат.о/100) ,
где ат.о - время на отдых и физические потребности (в %) к оперативному времени, которое выбирают по нормативным таблицам.
В серийном и единичном производстве за техническую норму времени принимается штучно-калькуляционное время
Тш.к = Тш + (Тпз/nд) ,
где Тп.з - подготовительно-заключительное время, затрачиваемое на подготовку и наладку станка для обработки данной партии деталей, получение необходимой технологической оснастки, документации, а также на сдачу обработанных деталей, документации и оснастки; nд- число обрабатываемых деталей в партии.
Таблица 31. Среднее значение поправочных коэффициентов
Пример. Определить норму штучного времени на черновую зубофрезерную операцию. Исходные данные:
Деталь - косозубое цилиндрическое колесо. Материал детали - сталь 45 ГОСТ 1050-74 , sв=600 Н/м. Масса детали 6 кг. Оборудование - зуборезный станок 5Е32. Приспособление - оправка. Охлаждение - масло. Модуль зуба m == 4мм. Число зубьев зубчатого колеса z = 40. Ширина венца зубчатого колеса Вв = 40мм, bд == 30° .
Содержание операции:.
1. Установить, закрепить, раскрепить и снять четыре заготовки.
2. Фрезеровать зубья m =4мм, z = 40.
Решение.1. Выбираем червячную модульную фрезу с наружным диаметром Dд = 100мм, с модулем m = 4 мм по ГОСТ 9224-74. Червячная фреза двузаходная, класса точности С. Направление подъема витка фрезы и зуба нарезаемого колеса одноименное. Материал режущей части червячной фрезы из стали Р18 ГОСТ 19256-73. Стойкость фрезы Тст = 480 мин.
2. Нарезание зубьев зубчатого колеса производим за один рабочий ход. Глубина резания tp = 9 мм.
3. Подачу для двузаходнойчервячной фрезы выбираем по нормативным таблицам: sтабл = 1,2 - 1,4 мм/об. Корректируем величину подачи, учитываяпоправочный коэффициент на твердость материала стали 45 ГОСТ 1050-88 (Км=0,9) и угол наклона зубьев и витков(Кв = 0,8):
sрасч=sтаблКмКв=1,4*0,9*0,8=1,008 мм/об
Принимаем по паспорту станка,sст = 1 мм/об.
4. Выбираем скорость резания по табличным нормативам: Vтабл = 0,7 м/с. Корректируем скорость резания с учетом поправочных коэффициентов на сталь 45, НВ 170 ... 207, где Кмv == 0,8 и Кb == 0,9.
Определяем расчетную скорость резания по формуле
Vрасч=sтаблКмvКŋ=0,7*0,8*0,9=0,5 м/с
5. Определяем частоту вращения червячной фрезы
Nф.расч=  95,51об/мин.
95,51об/мин.
Устанавливаем частоту вращения фрезы по паспорту станка, где nст= 100 об/мин.
Таблица 32. Время на организационное обслуживание и физические потребности
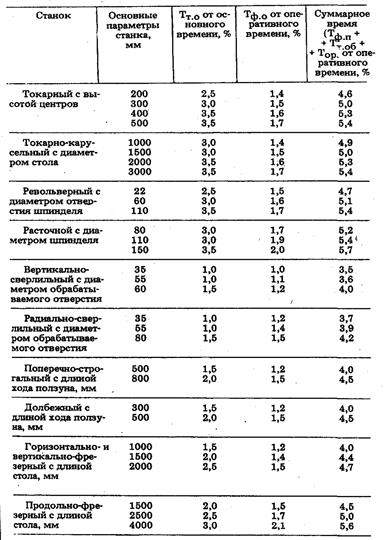
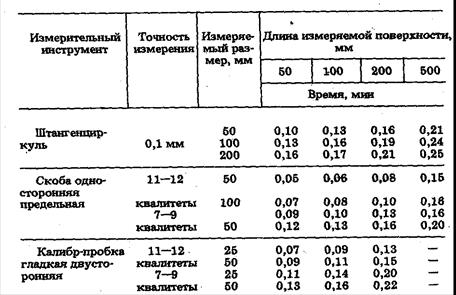
Таблица 33. Вспомогательное время на контрольные измерения
6. Действительную скорость резания определяем по формуле
vд=p×Dн×nст/(1000 × 60) =3,14 × 100 × 100/ (1000 × 60) = 0,62 м/с.
7. Длину рабочего хода инструмента в процессе обработки определяем по формуле
Lр.х= (Lpaсч+l1 +l2+l3)z3= (160+2+37,2+2)40 =8048 мм.
Lрасч =40 мм (принимаем по чертежу детали) l1 = 2 мм; l3= 2 мм. Величину врезания l2 определяем по формуле
L2=(1,1¸1,3) 
 37,2 мм,
37,2 мм,
где h - глубина впадины зубамм, h= t.( h == 2,25m =2,25 × 4=9 мм.)
В связи с одновременной обработкой четырех зубчатых колес необходимо увеличить Lрасч в 4 раза (Lрасч = 40 × 4 = 160 мм).
8. Основное (технологическое) время на обработку зубьев четырех зубчатых колес определяем по формуле:
То= 
На одно нарезаемое зубчатое колесо основное время составит То = 40,24/4 = 10,06 мин.
9. Вспомогательное время на операцию Тв определяют по нормативным таблицам. Вспомогательное время на установку детали на оправку с массой до 5 кг Туст = 0,7 мин. Добавочное вспомогательное время на каждую последующую установку детали Тдоб на оправку составит Тдоб = 0,26 мин.
Время на контрольные измерения в норму вспомогательного времени не включается, так как перекрывается основным временем.
10. Время на обслуживание рабочего места для зуборезных работ определяются (в %) от основного времени, где ат о = 3 %:
Тт.о.=Тоат.о./100=10,06×3/100=0,3 мин.
11. Время на отдых и естественные надобности рабочего определяют (в %) от оперативного времени, где аоп= 1,7 % :
Топ=  = 0,2 мин.
= 0,2 мин.
12. Штучное время на изготовление одной детали составит:
Тш=То+Тв+Тт.о+Топ=10,06+0,96+0,3+0,2=12,52 мин.
Подготовительно-заключительноевремя для массового производства не определяется.
Дата добавления: 2020-10-14; просмотров: 756;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. Затраты (времени, физических сил, финансовых средств и т.д.)
- III. СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА
- IV. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- А плотность распределения вероятности промежутков времени между заявками
- А) Расчет электрической цепи методом свертывания

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
