Расчет норм времени
Расчет норм времени выполняется для тех операций, на которые определены режимы резания в п.3.11.
В крупносерийном и массовом производстве рассчитывается норма штучного времени
 ,
,
где tо – основное время;
tв – вспомогательное время;
tобс– время на обслуживание рабочего места;
tотд– время на отдых.
В мелко- и среднесерийном производстве рассчитывается норма штучно-калькуляционного времени
 ,
,
где tп.з. – подготовительно-заключительное время;
n – размер партии деталей (см. п. 3.5).
Основное время рассчитывается по формуле
 ,
,
где L – длина резания;
у – величина врезания и перебега;
i – количество рабочих ходов.
Вспомогательное время tвсостоит из затрат времени на отдельные приемы
 ,
,
где tуст – время на установку и снятие детали;
tз.о. – время на закрепление и открепление детали;
tуп – время на приемы управления станком;
tиз – время на измерение детали.
Оперативное время рассчитывается по формуле
 .
.
Время на обслуживание to6c и отдых toтдв серийном производстве по отдельности не определяются. В нормативах дается сумма этих двух составляющих в процентах от оперативного времени toп[6].
В массовом производстве время на отдых toтд задается в процентах от оперативного времени [6].
Время на обслуживание to6c в массовом и крупносерийном производстве слагается из времени на организационное обслуживание tорги времени на техническое обслуживание tтех
 .
.
Подготовительно-заключительное время состоит из следующих составляющих:
- время на наладку станка и установку приспособления;
- время перемещений и поворотов рабочих органов станков;
- время на получение инструментов и приспособлений до начала и сдачи после окончания обработки и др.
Примеры расчета норм времени приведены в учебном пособии [6].
Расчеты норм времени по всем операциям сводятся в табл.3.11 и записываются в операционные карты.
Таблица 3.11
Сводная таблица норм времени
| Номер операции | Наименование операции | Основное время tо | Вспомогате-льное время tвсп | Оперативное время tоп | Время обслуживания | Время на отдых tотд | Штучное время tшт | Подготовит.-закл. время tп.з. | Величина партии n | Штучно-калькуляцион. время tшт.-к | |||
| tуст | tупр | tизм | tтех | tорг | |||||||||
Максимальный размер dзаг max заготовки
Номинальный размер dзаг ном заготовки
Минимальный размер dзаг min заготовки
Максимальный размер d1 max под чистовое обтачивание после чернового
Минимальный размер d1 min под чистовое обтачивание после чернового
Максимальный размер d2 max под шлифование после чистового обтачивания
Минимальный размер d2 min под шлифование
Максимальный окончательный размер dД3 max заготовки
Минимальный окончательный размер dД3 min заготовки
Максимальный общий
припуск Z0 max
Общий припуск Z0
Минимальный общий
припуск Z0 min
Допуск 0,5×Тd3 после шлифования
Минимальный припуск Z3 min при шлифовании
Максимальный припуск Z3 max при шлифовании
Номинальный припуск Z3ном при шлифовании
Допуск 0,5×Тd3 при чистовом обтачивании
Минимальный припуск Z2min под чистовое обтачивание
Номинальный припуск Z2ном под чистовое обтачивание
Максимальный припуск Z2max под чистовое обтачивание
Допуск 0,5×Тd3 при черновом обтачивании
Минимальный припуск Z1min под черновое обтачивание
Номинальный припуск Z1ном под черновое обтачивание
Максимальный припуск Z2max под черновое обтачивание
Допуск 0,5×Тdзаг заготовки
Отрицательная часть допуска 0,5×eiзаг заготовки
Положительная часть допуска 0,5×eiзаг заготовки
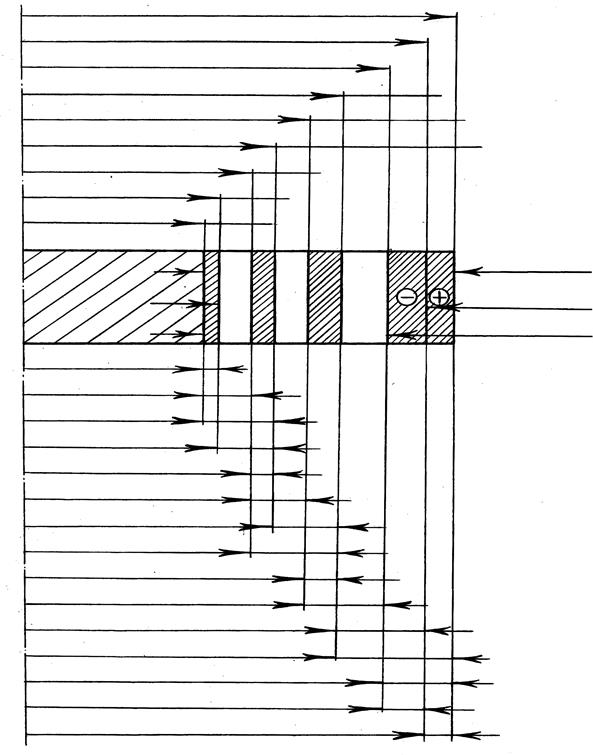
Рис. 3.3. Схема графического расположения межоперационных припусков и допусков на обработку поверхности
Дата добавления: 2020-10-14; просмотров: 693;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- F Нормативно-правовые документы
- F Нормативно-правовые документы
- I. Нормативы выбросов.
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. Затраты (времени, физических сил, финансовых средств и т.д.)
- II. Нормативы сбросов.
- III. СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
