Монтаж основных узлов компрессора к.в. в блок картер.
Для уплотнения соединений деталей компрессора применяют прокладки из паранита УВ – 10 или бензо масло стойкой резины. Прокладки необходимо изготавливать только из цельного куска материала, края их должны быть ровными и хорошо зачищенными. Не допускаются к повторному использованию прокладки, утратившие упругость, с деформированной поверхностью надломленные и имеющие подрезы.
Паранитовые прокладки для аммиачных компрессора, прогревают в машинном масле с температурой 60 – 70 0С в течении 30 мин., а для фреоновых компрессора – в глицерине при той же температуре в течении 4 – 5 часов, после чего поверхность прокладок натирают графитовой пудрой.
Прокладки из красной меди перед повторным использованием отжигают.
Основные узлы компрессора с вертикальным и угловым расположением цилиндров собирают в следующей последовательности: 1) установка гильз цилиндров – производится с применением запрессовочного приспособления. Предварительно на гильзы прямоточных компрессора (имеющих крышку безопасности) надевают две уплотнительные резиновые прокладки.
Гильзы непрямоточных компрессора уплотняют паранитовой прокладкой, устанавливаемой под клапанной доской, у компрессора ФВ – 20 прокладку ставят под клапанной группой. Ступенчатая форма наружной поверхности гильз значительно облегчает их установку и уменьшает усилие, необходимое для запрессовки.
После установки гильз в блок – картер газопроницаемость их резиновых прокладок проверяют пневматическим давлением: полость нагнетания на 15,7*105 Па, полость всасывания – на 3,92*105 Па. Падение давления в обоих полостях допускается не более 0,25*105 Па за 30 мин. На время испытания отверстия гильз заглушают специальными фланцами.
2) Установка узла коленчатого вала в картер – наиболее ответственная операция сборки. Узел заводится со стороны передней (глухой) крышки картера. Корпус переднего роликоподшипника и наружной кольцо заднего роликоподшипника имеют в картере скользящую посадку, однако положение их посадочных поверхностей не является строго зафиксированным, так как под ними находятся подвижные элементы подшипников качения. Это обстоятельство, а также относительно большая длина узла создают условия для возможного переноса посадочных поверхностей во время сборки.
Наиболее удобно заводить узел коленвала в вертикальном положении при соответствующем положении картера, используя для этой цели механический подъёмник. Узел необходимо опускать медленно, постоянно следя, чтобы не было защемления деталей вследствие их переноса. При этом для направления наружного кольца заднего подшипника целесообразно применять специальную оправку, надевающуюся на вал.
Узел должен становится на место под действием собственной массы; возникающие перекосы устраняют лёгкими ударами пластмассового молотка по деталям. В случае защемления детали узел разбирают и устраняют возникающие дефекты. Подшипник со стороны глухой крышки картера является фиксирующим, его корпус с крышкой укрепляют к картеру болтами.
У бессальниковых компрессора крышкой служит ложный подшипник, который также укрепляют болтами. Крепление должно быть выполнено в таком положении, чтобы шейки кривошипов не оказались смещёнными относительно осей цилиндров (смещение возможно вследствие наличия допусков размеров на детали, входящие в узел вала и на элементы конструкции блок – картера). Необходимое положение вала достигается подбором толщины прокладок, закладываемых между фланцем корпуса подшипника и привалочной плоскостью картера.
Подшипник со стороны глухой крышки картера является фиксирующим, его корпус с крышкой укрепляют в картере болтами (у бессальниковых компрессора крышкой служит ложный подшипник, который также укрепляют болтами). Крепление коленвала должно быть выполнено в таком положении, чтобы шейки кривошипов не оказались смещёнными относительно осей цилиндров (смещение возможно из – за наличия допусков размеров на детали, входящие в узел вала).
Необходимое положение вала достигается подборкой толщины прокладок, закладываемых между фланцем корпуса подшипника и приварочной плоскостью картера.
I) Проверку правильности расположения шеек выполняют различными способами. При малом объёме сборочных работ (в условиях единичного ремонта) в два крайних цилиндра устанавливают шатунно – поршневые группы, закрепляют полностью шатунные болты и проверяют осевое смещение шатунов вдоль шейки кривошипа и пальца поршня. Это смещение допускается в пределах 1 – 2 мм.
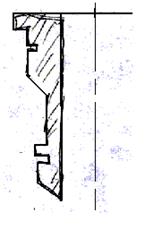
II) При больших объёмах работ используют специальные приспособления, позволяющие до установки узла определить необходимую толщину прокладок. Для этого применяют специальную оправку, которую вводят в гильзу, а в низу оправка имеет измерительный стержень. Диаметр стержня в измеряемой части равен ширине вкладыша нижней головки шатуна (половине длины шатунной шейки без учёта галтелей – при двух шатунах или равен ширине вкладыша).
Пользуясь измерителем – глубиномером с упорной колодкой сначала измеряют расстояние от вала до упорной плоскости корпуса подшипника, а затем – расстояние от привалочной плоскости картера до измерительного стержня (цилиндрического отверстия) оправки, вложенной в цилиндр (это делается до введения коленвала в картер). Разность между этими двумя замерами является толщиной прокладки.
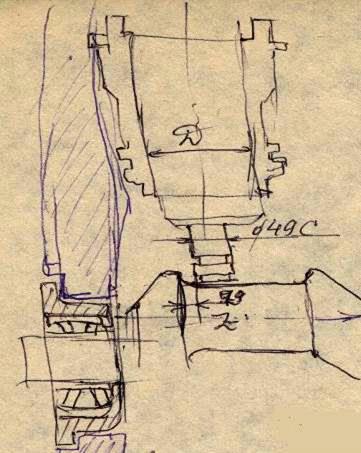
При смещении шатунной шейки влево, зазор Z, замеренный щупом, должен быть не боле 1 мм. Правильное расположение шатунных шеек колончатого вала регулируют прокладками, которые подбирают при помощи приспособления С глубиномером.
Приспособление с глубиномером устанавливают на переднюю торцевую плоскость блок картера и закрепляют его.
Стержень глубиномера выдвигают до соприкосновения с цилиндрическим отростком оправки, вставленную в цилиндровую гильзу, после чего приспособление с закрепленным глубомером устанавливают на переднюю шатунную шейку коленчатого вала до упора в плоскость и замеряют щупом зазор Z, величина которого и будет равна толщине прокладки, регулирующей положение шатунных шеек относительно осей цилиндров. При укладке вала проверяют не только положение шатунных шеек, но и перпендикулярность их оси к осям цилиндров.
Для этого используют приспособление другой конструкции.
Дата добавления: 2016-07-22; просмотров: 1927;
Поиск по сайту
Узнать еще
- B ... удерживайте упорное кольцо 30.6 снимите блок шестерен 30.7a Снимите упорное кольцо
- CIH — газораспределительный механизм с распределительным валом в головке блока цилиндров
- I. Энергетический блок.
- IA класс — блокаторы натриевых каналов, удлиняющие ЭРП
- IB класс — блокаторы натриевых каналов, укорачивающие ЭРП
- III КЛАСС - БЛОКАТОРЫ КАЛИЕВЫХ КАНАЛОВ, УДЛИНЯЮЩИЕ ЭРП
- IV КЛАСС - БЛОКАТОРЫ КАЛЬЦИЕВЫХ КАНАЛОВ
- IС класс — блокаторы натриевых каналов, имеющие различное влияние на ЭРП

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
