Ремонт винтовых (центробежных) компрессоров.
Винтовые компрессора – по сравнению с поршневыми компрессора, винтовые характеризуются малой, хорошей уравновешиваемостью, надёжностью, долговечностью, равномерностью подачи пара, и малой чувствительностью к влажному ходу. К недостаткам относят недостаточную ремонтопригодность (из – за сложности изготовления роторов).
Техническое обслуживание винтовых компрессора несложно и сводится к контролю герметичности фланцевых соединений, арматуры, торцевого уплотнения, контролю температуры и уровню масла, состояния фильтров, работы маслонасосов, давления масла и давления нагнетания компрессора. В процессе эксплуатации масло меняют при каждом профилактическом осмотре.
Наиболее сильно изнашиваются в процессе эксплуатации подшипники скольжения, сопрягаемые с ними шейки роторов, подшипники качения, детали торцевых уплотнений и регуляторов производительности.
Периодичность ремонта винтового компрессора (на примере К 21 (ВХ – 280) следующее: осмотры через 2750ч., текущие ремонты – через 5500ч. (5000), средние – через 16600ч., капитальные – через 50000ч. (30000).
Объём работ при этом следующий:
1. при профилактическом осмотре проверяют главным образом системы защиты от снижения давления масла перед компрессора и давления всасывания, повышения давления нагнетания, температурой хладагента и масла. Проводят демонтаж фильтров грубой и тонкой очистки масла с последующей очисткой и регенерацией метало – керамических элементов, осуществляют очистку газовых фильтров, промывку и продувку трубопроводов.
Очистка газовых фильтров заключается в промывке их керосином и продувке азотом или сухим воздухом в направлении, обратном рабочему.
Торцевые уплотнения разбирают и притирают или заменяют графитовые кольца и резиновые уплотнения. Проверяют также состояние деталей маслонасоса, смазку подшипников эл. двигателей, состояние пальцев муфт сцепления и крепёжных деталей, проверяют герметичность соединений, чистят маслоохладитель.
2. при текущем ремонте дополнительно к объёму профилактического осмотра, проверяют соосность компрессора и эл. двигателя, демонтируют и полностью разбирают сальник компрессора и маслонасоса, ремонтируют обратные клапаны и запорную арматуру на линиях холодильного агента, воды и масла.
3. При среднем ремонте дополнительно заменяют упорные и радиальные подшипники, резиновые втулки и муфты сцепления компрессора с эл. двигателем, полностью разбирают маслонасос и заменяют основные неисправные детали.
4. При капитальном ремонте дополнительно к среднему – полностью разбирают компрессора, проверяют опорные шейки роторов и осматривают рабочие полости, заменяют подшипники эл. двигателя компрессора и маслонасоса.
Порядок выполнения ремонта винтового холодильного компрессора следующий: отсасывают хладагент, выпускают масло, отсоединяют трубопроводы и муфту сцепления с ведущим ротором, разбирают торцевое уплотнение, демонтируют устройство для регулирования производительности, снимают подшипники и разгрузочные поршни, роторы вынимают из блока цилиндров с помощью приспособлений.
Все эти операции связаны с работой высокой точности, поэтому на время капитального ремонта его снимают с фундамента и переносят из машинного зала в другое подходящее помещение.
При разборке проверяют износ деталей и узлов. Допустимые зазоры в холодильниках скольжения 0,18 мм, под уплотнительными поясами подшипников между торцом, обращённым внутрь компрессора и уплотнительной канавкой – 0,2 мм.
На рабочей поверхности шеек валов роторов допускаются мелкие кольцевые риски на 1/3 длины подшипника, в среднем сечении – не более 3 кольцевых риск глубиной и шириной не более 0,3 мм. Плотность прилегания вкладышей к постели, проверяют по краске. Подшипники ремонтируют путём перезаливки и пришабривания. При установке новых вкладышей проверяют совпадение масляных каналов.
При дефектации роторов проверяют на цилиндричность шеек (не более 0,01мм на длину шейки), биение ротора индикатором при установке ротора в центрах (не более 0,05 мм) динамическую неуравновешенность – при динамической балансировке в балансировочном станке.
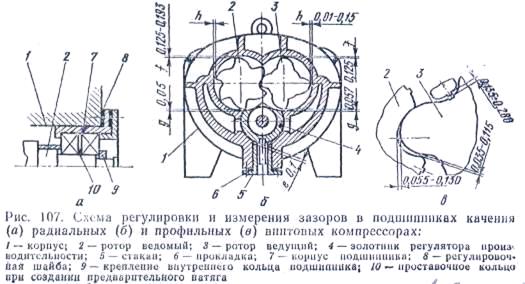
При сборке винтового компрессора после ремонта выдерживают зазоры в соответствии с инструкцией завода изготовителя. Осевые зазоры между торцами роторов и корпусом или крышкой регулируются изменением толщины прокладки и составляют 0,05 – 0,08 мм на стороне нагнетания и 0,4 – 0,75 мм на стороне всасывания. С зазором между торцевой поверхностью наружных колец подшипников качения регулируют в пределах до 0,03 мм шлифовкой поверхности регулировочных шайб под фланцами крышек подшипников, а предварительный осевой натяг создают проставочным кольцом.
Торцевое уплотнение подлежит разборке и ремонту, если при работе в течение суток утечка масла превышает 6 капель в 1 мин. При профилактическом осмотре уплотнение разбирают без разъединения муфты сцепления компрессора и электродвигателя. Если на поверхности уплотнительных колец появляются риски, то кольца притирают на плите с проверкой, но краске. Минимально допустимая толщина графитового кольца в уплотнении составляет 8 мм. При ремонте проверяют упругость пружины на соответствие характеристике. После смазки трущихся деталей маслом торцевое уплотнение собирают и проверяют в работе.
При сборке винтового компрессора после ремонта выдерживают зазоры в соответствии с инструкцией завода-изготовителя. Осевые зазоры между торцами роторов и корпусом или крышкой регулируются изменением толщины прокладки и составляют 0,05 - 0,08 мм на стороне нагнетания и 0,4 - 0,75 мм на стороне всасывания. Зазоры между торцевой поверхностью наружных колец подшипников качения (рис. 107) регулируют в пределах до 0,03 мм шлифовкой поверхности регулировочных шайб 8 под фланцами крышек, а предварительный осевой натяг создают проставочным кольцом 10.
Зазор между золотником регулятора и стаканом устанавливают 0,1 мм шлифовкой кольца 6(рис. 107,6). При укладке роторов проверяют параллельность осей (не более 0,03 мм на 0,5 м) и радиальные зазоры (рис. 107, б). Профильные зазоры замеряют в 12 положениях зубьев роторов и записывают в ремонтный журнал (рис. 107, в).
При монтаже регулятора производительности золотник устанавливают в положение минимальной производительности. Электропривод золотника устанавливают после настройки максимального крутящего момента.
Дата добавления: 2016-07-22; просмотров: 3871;
Поиск по сайту
Узнать еще
- II. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ а/м (ТО и Р)
- А. Особенности подъема, поддержания и укладки трубопровода при капитальном ремонте с заменой труб
- АГРЕГАТ ДЛЯ РЕМОНТА ВОДОВОДОВ 2АРВ
- АГРЕГАТ ДЛЯ РЕМОНТА СТАНКОВ–КАЧАЛОК
- Амортизация, ремонт, модернизация основных средств
- Б Особенности подъема, поддержания и укладки трубопровода при ремонте с заменой изоляционного покрытия
- Б. Разработка траншеи и ремонтного котлована
- Вагоноремонтные заводы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
