Обкатка и испытания компрессора
После сборки и кап. ремонта все компрессора в условиях ремонтного предприятия подвергаются следующим испытаниям:
1 проверке качества ремонта и сборки путем обкатки без агента на стендах ремонтного цеха
2 проверки герметичности внешних соединений избыточным давлением и вакуумомом
3 контрольным испытанием при работе на холодильном агенте.
Обкатка без агента выполняется в 2-3 этапа:
1 без клапанов для проверки взаимодействия и приработки деталей механизма движения: для фреоновых компрессора производительностью до 29 кВт – в течении 3 часов, более 29 кВт – 6часов, для аммиачных – 5часов.
2 с клапанами без давления – для проверки клапанной группы и компрессии – продолжительность та же.
3 на сжатие воздуха до давления 2,45*105 Па для проверки механизма движения клапанной группы в рабочих условиях.
После 1,2 этапов обкатки, а также после 2ч обкатки на сжатие воздуха испытуемые узлы разбирают для проверки состояния деталей и определения качества приработки поверхностей трения, а смазку заменяют. Качество приработки определяют по светлым пятнам контакта, которые должны быть расположены равномерно и занимать 70-75% сопрягаемых поверхностей трения.
После обкатки дополнительно проверяют исправность клапанов согласно техническим требованиям. Нагнетательные клапаны имеющие пружины должны при давлении воздуха в нагнетательной полости 8 атм и вакууме во всасывающей полости 400 мм рт.ст. допускать повышение давления во всасывающей полости до 1 атм не быстрее чем за 5 мин.
Всасывающие клапаны – их плотность прилегания проверяют следующим образом. При открытом нагнетательном вентеле и закрытом всасывающем – включенный компрессора должен создать вакуум 50мм рт.ст. во всасывающей полости за 10 минут.
Затем производят контрольные испытания на объемную производительность компрессора во времени наполнения баллона, установленной емкости воздухом до давления 5 атм. Емкость болона определяется расчетным путем, исходя из теоретической производительности компрессора и времени заполнения, которое должно быть не более 30 секунд. Проверка герметичности внешних компрессора в сборе – выполняется избыточным давлением в зависимости от хладогента в один или два приема (см таб).
Следует обратить внимание, что все открытые компрессора испытываются на 10 атм, так как их сальники не рассчитаны на большее давление.
| Компрессора | Испытательные давления Па | |
| 1-е испытание воздухом | 2-е испытание фреоном | |
| 1 аммиачные 2 фреоновые сальниковые 3 фреоновые бессальниковые на R12 4 фреоновые бессальниковые на R22 | 9,81*105 (10 атм) 9,81*105 (10 атм) 15,7*105(16 атм) 15,7*105(16 атм) | - 9,81*105 (10 атм) 9,81*105 (10 атм) 15,7*105(16 атм) |
Первое испытание (воздухом) может выполняться без погружения или с погружением компрессора в ванну с водой. Второе испытание (фреоном) выполнятся только с погружением компрессора в ванну с водой, имеющей температуру 450.
При испытании без погружения в воду не плотности обнаруживают по появлению пены на поверхностях, предварительно смоченных мыльным раствором, а при погружении под воду – по появлению пузырей.
После испытания избыточным давлением плотность внешних соединений проверяют вакуумом при остаточном давлении 40 мм рт ст в течении 6 часов. Первые 2 часа допускается повышение давления на 2 мм рт.ст. за счет выравнивания температуры картера, остальное давление должно остаться неизменным.
Фреоновые компрессора после испытанием давлением подвергаются сушке под вакуумом в шкафу при температуре 95-1000, давлением 40 мм рт.ст. в течении 8 часов.
Контрольные испытания (обкатка) с холодильным агентом выполняются на специальном стенде, схема которого отличается от схемы простейшей холодильной установки тем, что вместо испарителя в ней используется 1-2 паровых ресивера низкого давления.
Зарядка системы стенда производится в таких пределах, чтобы можно было из ресивера высокого давления регулирующими вентилями 5 и 6 подавать в ресивер низкого давления в необходимом соотношении жидкий и газообразный агент и тем самым регулировать степень перегрева пара, поступающего в компрессора.
Давление всасывания регулируется путем изменения общего количества агента проходящего через оба регулирующих вентиля, а давление нагнетания – изменение количества воды поступающей на конденсатор.
Мерная диафрагма служит для проверки производительности компрессора по количеству циркулирующего агента.
Стенд для обкатки малых компрессора оборудуется только конденсаторы с ресиверной частью, одним ресивером низкого давления и регулирующим вентилем.
Обкатка на стендах происходит по схеме парового кольца. Это снижает мощность компрессора и расход воды на кондесаторы, сокращает расход агента. Испытание проводится в течении 12 часов, из них не менее 4ч на режиме максимальной разности давлений нагнетания и всасывания. (для R12-7,85*105Па, R717 и R22-11.8*105Па). Исправность действия определяют по признакам нормальной работы. 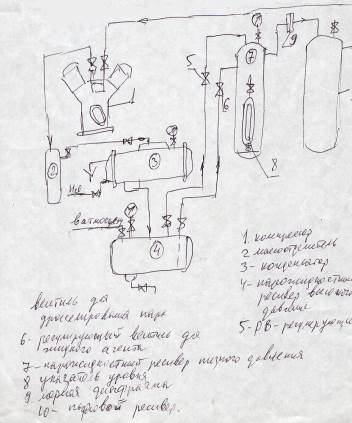
Дата добавления: 2016-07-22; просмотров: 3635;
Поиск по сайту
Узнать еще
- VI. ОБКАТКА НОВОГО МОТОЦИКЛА
- А) Совместная работа элементов турбокомпрессора высокого давления.
- АНАЛИЗ ОТКАЗОВ ДВИГАТЕЛЯ ПРИ СТЕНДОВЫХ ИСПЫТАНИЯХ
- Воздушный фильтр мотор-компрессора
- Вопрос 1.Назначение и устройство компрессора.
- Вопрос 2. Действие компрессора КТ6Эл.
- Вопрос 3.1. Принцип работы и термодинамические условия работы поршневого компрессора
- Вопрос 3.10. Основные узлы и детали компрессора

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
