Ремонт втулки верхней головки шатуна.
допускается наличие между пальцем и втулкой шатуна зазоров в пределах 0,03 – 0,06 мм. Острые кромки небольших рисок и задиров зачищают шабером в пределах допустимых размеров.
Материал втулки – оловянистая бронза. Втулка изнашивается по внутреннему диаметру. При капитальном ремонте втулки выбраковывается и ставится новая. Но если нет, то существуют следующие способы ремонта: 1. Осадка втулки вместе с шатуном устанавливают на специальный стол, а сверху подводят …Втулка восстанавливается по внутреннему диаметру, но при этом рабочая поверхность уменьшается.
2. Переприсовкой – суть ее в следующем: втулку выпресовывают, оборачивают в несколько слоев металлической фольги и вновь запрессовывается.
3. Обжатие. Втулка выпресовывается, затем обжимается. После этого на наружную поверхность наносится гальваническим способом слой меди или другого металла. После этого втулка протачивается и запресовывется. А после запрессовки протачивается по внутреннему диаметру.
4. С вырезкой. Втулка выпрессовывается, затем у нее вырезается кусочек, потом ее сжимают и запаивают шов. После этого втулку наваривают по наружному диаметру и вновь запрессовывают.
Отремонтированную втулку запрессовывают с гарантированной прессовой посадкой по наружному диаметру и ходовой посадкой по внутреннему диаметру.
Шатуны работают в условиях знакопеременных нагрузок, подвергаются воздействию сил трения, а в ряде случаев аварийным перегрузкам.
Дефектация и ремонт. Основными дефектами шатунов являются трещины, изгиб и скручивание тела шатуна, износ отверстий в головках шатуна под втулку и вкладыши, повреждения плоскостей разъема шатуна и опорных поверхностей под головки и гайки шатунных болтов, дефекты резьбовых отверстий в теле шатуна, износ втулок верхних головок и баббитовой заливки нижних головок шатуна.
Трещины выявляют капиллярными методами дефектоскопии. Шатуны с трещинами бракуют.
Изгиб и скручивание тела шатуна проверяют с помощью специальных приспособлений. Приспособление (рис. 2.33, а) состоит из вертикальной контрольной плиты с закрепленной на ней оправкой. Нижнюю головку шатуна надевают на оправку. В верхнюю головку вводят срезной палец (или специальную цанговую оправку), в цилиндрическую поверхность которого устанавливают призматический калибр с тремя шрифтами. Калибр перемещают до упора шрифтов в плиту. Отсутствие изгиба и скручивания обеспечивает соприкосновение всех шрифтов с плитой. При наличии изгиба или скручивания появляются зазоры, величина которых определяется щупом. Вместо калибра со шрифтами может быть использован призматический калибр с индикаторами. Изгиб до 0,06 мм и скручивание до 0,1 мм на 100 мм длины устраняют правкой.
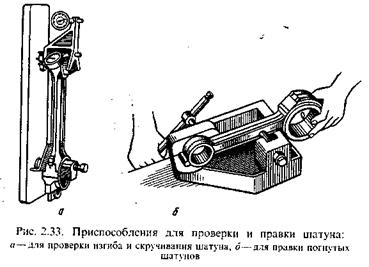
Правку шатуна производят на гидравлическом прессе или вручную с помощью приспособлений (рис. 2.33, б).
Перед правкой стержень стального шатуна разогревают до 450° С. Скручивание устраняют с помощью рычагов. При величинах изгиба и скручивания, превышающих указанные, шатуны бракуют.
Износ отверстий в головках шатуна под втулку и вкладыши приводит к увеличению диаметра отверстий и искажению их геометрической формы, на сопрягаемых с вкладышами (втулками) поверхностях головок появляются риски и задиры. Износ отверстий в головках шатуна выявляют измерением диаметра отверстий индикаторным нутромером. Шатуны с изношенными отверстиями головок бракуют или восстанавливают.
Отверстия верхних головок шатунов растачивают или развертывают, затем в них впрессовывают новые втулки с увеличенными наружными диаметрами. Для восстановления изношенного отверстия нижней головки шатуна вначале фрезеруют плоскость разъема на глубину до 0,3 мм. Далее на плите спомощью индикатора проверяют параллельность плоскости разъема тела шатуна к образующей отверстия, после чего растачивают отверстие до номинального размера.
Повреждения плоскостей разъема нижней головки шатуна и опорных поверхностей под головки и гайки шатунных болтов выражаются в появлении на плоскостях (опорных поверхностях) неровностей и забоин, которые устраняют припиливанием и шабрением. Пpилeгaниe головки и гайки шатунного болта к опорным поверхностям проверяют на краску или щупом. Щуп толщиной 0,05 мм не должен проходить между опорной поверхностью шатуна (крышки) и торцовой поверхностью головки болта или гайки. При проверке на краску равномерное прилегание должно быть достигнуто не менее чем на 50% площади сопрягаемых поверхностей.
Дефекты резьбы отверстий в теле шатуна выявляют с помощью метрических пробок. Шатуны с изношенной или сорванной резьбой бракуют.
Шатунные болты во время стоянки компрессора подвергаются постоянному воздействию усилия растяжения (усилию затяжки), а во время работы еще добавляются переменные нагрузки.
Дефектация и ремонт. Основные виды дефектов: усталостные трещины, удлинение болтов, механические повреждения поверхности стержня, резьб болта и гайки.
Усталостные трещины выявляют магнитно-порошковым или капиллярным методом дефектоскопии. При осмотрах используют лупу 5-кратного увеличения. Шатунные болты при наличии даже незначительных микротрещин бракуют.
Удлинение шатунных болтов определяют, измеряя их длину микрометром. При, наличии у шатунного болта центровых отверстий следует измерения проводить с применением шариков, устанавливая их в отверстия. Остаточное удлинение шатунных болтов не должно превышать 0,003 их первоначальной длины.
Механические повреждения поверхности стержня, резьб болта и гайки определяют наружным осмотром и резьбовыми калибрами. При наличии поперечных рисок и забоин глубиной более 0,1 мм, сорванной, смятой или вытянутой резьбы, дроблености и крупных заусенцах в витках резьбы болты заменяют новыми. Замене подлежат болты, на которые гайка наворачивается неравномерно и если гайка имеет качку. Шатунные болтызаменяют только комплектно (одновременно болт и гайку). Перед установкой новых шатунных болтов измеряют их длину, и результаты измерений заносят в формуляр компрессора.
Полную проверку шатунных болтов средних и крупных компрессоров следует проводить при каждом плановом ремонте.
Дата добавления: 2016-07-22; просмотров: 8540;
Поиск по сайту
Узнать еще
- I. Мышцы, относящиеся к верхней конечности
- II. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ а/м (ТО и Р)
- А. Особенности подъема, поддержания и укладки трубопровода при капитальном ремонте с заменой труб
- АГРЕГАТ ДЛЯ РЕМОНТА ВОДОВОДОВ 2АРВ
- АГРЕГАТ ДЛЯ РЕМОНТА СТАНКОВ–КАЧАЛОК
- Амортизация, ремонт, модернизация основных средств
- Анатомия верхней челюсти.
- Артерии верхней и нижней конечности

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
