Пайка волной припоя
Пайка волной припоя появилась 50 лет назад и в настоящее время достаточно хорошо освоена. Она применяется только для пайки компонентов в отверстиях плат (традиционная технология), хотя некоторые изготовители утверждают, что с ее помощью можно производить пайку поверхностно монтируемых компонентов с несложной конструкцией корпусов, устанавливаемых на одной из сторон коммутационной платы. Процесс пайки прост. Платы, установленные на транспортере, подвергаются предварительному нагреву, исключающему тепловой удар на этапе пайки. Затем плата проходит над волной припоя. Сама волна, ее форма и динамические характеристики являются наиболее важными параметрами оборудования для пайки. С помощью сопла можно менять форму волны; в прежних конструкциях установок для пайки применялись симметричные волны. В настоящее время каждый производитель использует свою собственную форму волны (в виде греческой буквы «омега», Z-образную, Т-образную и др.). Направление и скорость движения потока припоя, достигающего платы, также могут варьироваться, но они должны быть одинаковы по всей ширине волны. Угол наклона транспортера для плат тоже регулируется. Некоторые установки для пайки оборудуются дешунтирующим воздушным ножом, который обеспечивает уменьшение количества перемычек припоя. Нож располагается сразу же за участком прохождения волны припоя и включается в работу, когда припой находится еще в расплавленном состоянии на коммутационной плате. Узкий поток нагретого воздуха, движущийся с высокой скоростью, уносит с собой излишки припоя, тем самым разрушая перемычки и способствуя удалению остатков припоя.
Когда впервые появились коммутационные платы, с обратной стороны которых компоненты устанавливались на поверхность, их пайка производилась волной припоя. При этом возникло множество проблем с обеспечением качества пайки.
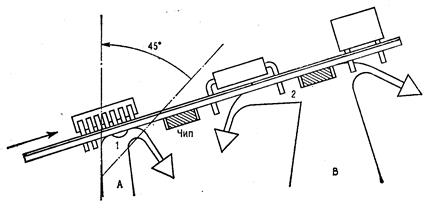
Рисунок 2.52 - Схематическое представление процесса пайки двойной волной припоя
Дата добавления: 2020-10-14; просмотров: 784;
Поиск по сайту
Узнать еще
- I. Критерии поражения волной давления
- Взрыв – это режим горения, при котором фронт пламени распространяется за счет самовоспламенения горючей смеси во фронте бегущей впереди ударной волной.
- Пайка двойной волной припоя
- Пайка и заливка металлов.
- Пайка мягкими и твёрдыми припоями
- Пайка расплавлением дозированного припоя в парогазовой фазе (ПГФ)
- Пайка филигранных изделий.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
