Пайка расплавлением дозированного припоя в парогазовой фазе (ПГФ)
Пайка расплавлением дозированного припоя применима только к микросборкам с поверх-ностным монтажом. Она значительно отличается от ранее описанных методов. Процесс начинается с нанесения способом трафаретной печати припойной пасты на контактные площадки коммутационной платы. Затем на поверхность платы устанавливаются компоненты. В ряде случаев припойную пасту просушивают после нанесения с целью удаления из ее состава летучих ингредиентов или предотвращения смещения компонентов непосредственно перед пайкой. После этого плата разогревается до температуры расплавления припойной пасты.
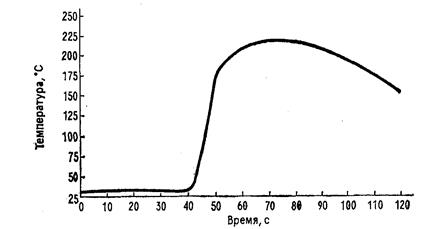
Рисунок 2.53 - Температурно-временнбй режим для пайки в ПГФ
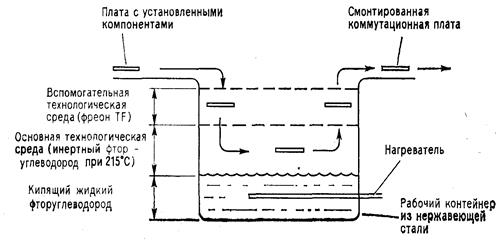
Рисунок 2.54 - Схематическое представление пайки в ПГФ с двумя технологическими средами
В результате образуется паяное соединение между контактной площадкой платы и выводом компонента. Такая техника пайки применима к коммутационным платам без монтируемых в отверстия компонентов, т. е. с набором только поверхностно монтируемых компонентов любых типов.
Метод пайки в парогазовой фазе является разновидностью пайки расплавлением дозированного припоя, в ходе которой пары специальной жидкости конденсируются на коммутационной плате, отдавая скрытую теплоту парообразования открытым участкам микросборки. При этом припойная паста расплавляется и образует галтель между выводом компонента и контактной площадкойплаты. Когда температура платы достигает температуры жидкости,процесс конденсации прекращается, тем самым заканчивается и нагрев пасты.
Повышение температуры платы, от ее начальной температуры (например, окружающей среды перед пайкой) до температуры расплавления припоя, осуществляется очень быстро и не поддается регулированию (рисунок 2.53). Поэтому необходим предварительный подогрев платы с компонентами для уменьшения термических напряжений в компонентах и местах их контактов с платой. Температура расплавления припоя также не регулируется и равна температуре кипения используемой при пайке жидкости. Такой жидкостью является инертный фторуглерод, например FC-70 производства фирмы ЗМ. Существуют два типа установок для пайки в парогазовой фазе: с применением одной либо двух рабочих жидкостей. В первых установках для пайки в ПГФ применялись две рабочих жидкости (рисунок 2.54), при этом использовались обычно несколько установок пайки в составе производственной линии. С целью предотвращения утечки паров дорогого фторуглерода и припоя поверх основной технологической среды из инертного фторуглерода создавалась дополнительная технологическая среда из более дешевого фреона. Основной недостаток этих установок состоял в том, что на границе двух технологических сред происходило образование различных кислот. Поэтому для защиты коммутационных плат требовались системы нейтрализации кислот. Защита коммутационных плат необходима в первую очередь от разрушающего действия кислот на материал коммутации (химическая, а затем электрохимическая коррозия). Кроме того, рабочая часть контейнера установки пайки в ПГФ должна изготовляться из коррозионностойкого материала, что отражается на стоимости такого оборудования.
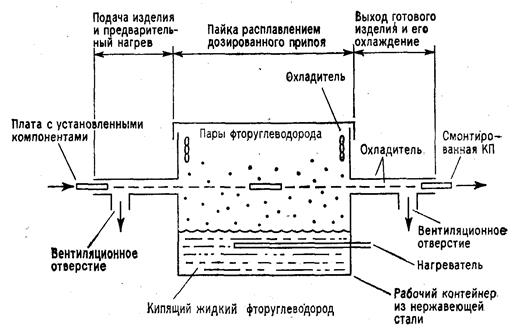
Рисунок 2.55 - Схематическое представление пайки в ПГФ с использованием
одной технологической среды
Установки для пайки с двумя рабочими жидкостями оказались непригодны для линий сборки электронной аппаратуры. Поэтому в 1981 г. фирмой НТС стали выпускаться установки для пайки в ПГФ, встраиваемые в технологические сборочно-монтажные линии. Такие установки имеют относительно небольшие входное и выходное отверстия, позволяющие реализовать систему с одной технологической средой (рисунок 2.55). Приведенная на рисунке 2.55 конструкция обеспечивает возможность включения установки в состав технологической линии. При использовании установки для пайки в ПГФ таких компонентов, как чип-конденсаторы и чип-резисторы, может возникнуть проблема, известная как «эффект опрокидывания компонента». Причина опрокидывания компонентов до конца не изучена, и универсальных средств для избежания этого в настоящее время не существует. Необходимо варьировать параметры процесса пайки до тех пор, пока не прекратится опрокидывание компонентов.
Дата добавления: 2020-10-14; просмотров: 765;
Поиск по сайту
Узнать еще
- Аналоговые регуляторы с отставанием и с опережением по фазе
- В фазе обмотки ротора от скольжения
- И парогазовой фазой в атмосфере Сары-Челекского заповедника
- Изменение величины силы в фазе подъёма
- История знаний о фотоне самая краткая и увлекательная. В школьных знаниях научная информация о фотоне представлена в фазе её начального формирования.
- Материальный баланс по жидкой фазе (для раствора).
- Материальный баланс по паровой фазе для кипятильника.
- Механическая работа мышц в фазе опускания туловища.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
