Технологические основы конструирования деталей.
Конструирование деталей должно рассматриваться как этап сопряженный с этапом их изготовления: естественно, что оба этих этапа должны быть тесно связаны взаимными ограничениями.
Комплекс технологических ограничений достаточно широк, остановимся лишь на технологических ограничениях, определяющих так называемую точностнуютехнологичность деталей.
Как уже отмечалось, в точном приборостроении рабочие (сопрягаемые) поверхности деталей практически всегда обрабатывают на металлорежущих станках, т.к. требования к точности размеров этих поверхностей, как правило не ниже 7 – 8 квалитетов. Таким образом, функциональную точность деталей определяют технологические процессы, характерные для металлорежущих станков.
Известные технологические процессы, характерные для металлорежущих станков, подразделяются в зависимости от методов резания, используемого оборудования и режущего инструмента на три группы:
– обработка резцами;
– обработка абразивным инструментом на станках;
– обработка тонкими абразивами вручную.
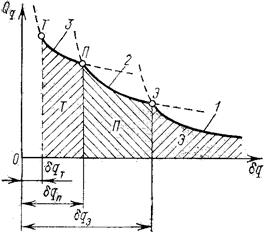
Рис. 1.2. Уровни точности технологических процессов.
Каждой группе перечисленных процессов свойственна своя предельно достижимая точность и соответствующая ей стоимость. Качественное соотношение зависимостей между точностью δq и стоимостью получения допуска Qq для этих групп процессов в условном масштабе приведено на рис. 1.2. в виде кривых 1, 2, 3, представляющих равнобочные гиперболы.
Естественно, реальным технологическим процессам, соответствуют участки кривых обведенные сплошными линиями; штриховые участки кривых следует рассматривать лишь как теоретически возможные, хотя на практике в зоне узловых точек Э и П они используются ввиду отсутствия резкого контраста результатов.
Таким образом, диапазон характеристик точности δq, соответствующий всем видам технологических процессов окончательной обработки рабочих поверхностей деталей,  естественным образом разбивается на три зоны:
естественным образом разбивается на три зоны:
– зону наиболее экономичных допусков, справа от точки Э;
– зону предельных для станочной обработки допусков между точками Э и П;
– зону допусков соответствующую ручным доводочным технологическим процессам, слева от точки П;
Допуски в узловых точках Э и П называют экономическим и производственным уровнями точности и обозначают δqэ и δqп соответственно.
Дадим следующие определения этим уровням точности:
– экономический уровень точности для станочной обработки деталей соответствует предельной точности, получаемой в серийном производстве с помощью типовых инструментов и приспособлений на обычном универсальном и автоматическом оборудовании.
– производственный уровень точности для механической станочной обработки деталей соответствует предельной точности, достигаемой на обычном оборудовании с помощью специальных инструментов, приспособлений и методов.
– зону расположенную левее точки П, можно характеризовать как зону технически достижимой в данное время точности; левая граница этой зоны не определена, т.к. сильно зависит от квалификации рабочего и точности используемых методов и средств контроля. Точность соответствующая этой границе, называется техническим уровнем точности для механической обработки, выполняемой вручную.
Заметим, что в случае механизации доводочных процессов данный технический уровень обращается в производственный.
Для приборостроительных заводов можно установить следующие средние соотношения между уровнями точности по стандартам:
– экономическому уровню точности Э соответствует 8-й квалитет точности;
– производственному уровню П соответствует 6-й квалитет для вала и 7-й квалитет для отверстия;
– техническому уровню соответствует 5-й квалитет для вала и 6-й квалитет для отверстия.
Средние значения уровней точности для наиболее распространенных типов поверхностей и деталей в зависимости от технологических процессов и требований к точности приведены в таблице 1. 3.
Таблица 1.3.
| Тип поверхностей, | Вид погрешности | Вид техпроцесса | Уровни точности | ||
| Э | П | Т | |||
| Цилиндрические наружные поверхности. (валики ролики и т.п) | Погрешность диаметра | Токарная чистовая | 11 кв. | 8 кв. | – |
| Шлифование | 8 кв. | 6 кв. | 5 кв. | ||
| Доводка | – | – | До 2 мкм. | ||
| Несоосность | Механическая обработка | 7-я ст. точн. | 6-я ст. точн. | 5-я ст. точн. | |
| Доводка | – | – | До 2 мкм. | ||
| Цилиндрические внутренние поверхности | Погрешность диаметра | Токарная чистовая | 11 кв. | 8 кв. | – |
| Развертывание | 8 кв. | 7 кв. | 6 кв. | ||
| Шлифование | 8 кв. | 7 кв. | 6 кв. | ||
| Доводка | – | – | До 2 мкм. | ||
| Несоосность | Механическая обработка | 7-я ст. точн. | 6-я ст. точн. | 5-я ст. точн. | |
| Доводка | – | – | До 2 мкм. | ||
| Плоскости | Погрешность формы | Фрезерование чистовое | 8-я ст. точн | 7-я ст. точн. | – |
| Шлифование | 6-я ст. точн. | 5-я ст. точн. | – | ||
| Шабрение | – | – | 5-я ст. точн. | ||
| Доводка | – | – | 4 –я ст. точн. | ||
| Линейные размеры | Погрешность размера | Обработка резанием | 11-кв. | 8-кв. | – |
| Шлифование | 8-кв. | 6 кв. | – | ||
| Доводка | – | – | 5 кв. | ||
| Сборка с регулировкой | 8кв. | 5кв. | 6кв. | ||
| Шлифование | 8-кв. | 6-кв. | – |
2. КОНСТРУИРОВАНИЕ СОЕДИНЕНИЙ ДЕТАЛЕЙ.
Соединение двух деталей через непосредственный механический контакт их рабочих поверхностей представляет собой элементарную сборочную единицу. Соединяемые детали образуют контактную пару.
Различают соединения:
– неподвижные, служащие для образования несущих систем узлов и устройств прибора
– подвижные, представляющие собой конструктивную реализацию кинематических пар подвижных систем прибора.
По функциональному назначению соединения подразделяются на:
– базирующие, наиболее многочисленные, служат для достижения определенного ориентирования соединяемых деталей.
– рабочие, непосредственно участвуют в выполнении функционального назначения устройства (например, в подвижных механических системах – для преобразования и передачи движения).
Чтобы сопряжение контактной пары не нарушалось, оно подвергается замыканию: силой,формой и креплением.
Дата добавления: 2019-02-08; просмотров: 862;
Поиск по сайту
Узнать еще
- D. ОСНОВЫ МЕДИЦИНСКОЙ МИКОЛОГИИ
- II. Методологические основы педагогики.
- II. Основые приемы освоения духовых
- III.Акустические основы настройки музыкальных инструментов
- Money Management - основы управления капиталом
- VI. ОСНОВЫ ЭКОЛОГИЧЕСКОЙ МИКРОБИОЛОГИИ
- А. Основы организации неживой природы
- А/ Основы рационального питания

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
