Основные этапы разработки конструкции.
Конструирование распадается на ряд выработанных практикой этапов. Различают этапы: эскизного, технического и рабочего конструирования.Наиболее ответственным является первый этап, на котором производится поиск оптимальных решений всех задач по созданию конструкции объекта. На втором этапе конструкция окончательно оформляется в виде сборочных чертежей объекта, а третий этап состоит в разработке технической документации для производства.
Государственным стандартом (ЕСКД) ГОСТ 2. 103 – 68 «ЕСКД. Стадии разработки». Определена следующая последовательность и содержание этапов разработки и производства на основании технического задания (ТЗ) заказчика:
I. Разработка технического предложения – совокупности конструкторской документации, которая должна содержать техническое и технико-экономическое обоснование целесообразности разработки конструкции изделия на основании анализа технического задания и различных вариантов возможных решений, сравнительной оценки решений, а также патентных материалов.
Техническое предложение после согласования и утверждения является основанием для разработки эскизного (технического) проекта. Объем и содержание конструкторской документации, а также последовательность выполняемых работ по данному этапу определен ГОСТ2.118 – 73. «ЕСКД. Техническое предложение».
II. Разработка эскизного проекта – совокупности конструкторской документации, которая должна содержать принципиальные конструкторские решения, дающие общие представления об устройстве, а также данные, определяющие назначение, основные параметры и габаритные размеры изделия.
Эскизный проект после согласования и утверждения служит основанием для разработки технического проекта или рабочей конструкторской документации.
Объем работ – по ГОСТ2. 119 – 73. «ЕСКД. Эскизный проект».
III. Разработка технического проекта– совокупности конструкторской документации, которая должна содержать окончательное техническое решение, дающее полное представление об устройстве разрабатываемого изделия и исходные данные для разработки рабочей конструкторской документации.
Технический проект после согласования и утверждения служит основанием для разработки рабочей конструкторской документации.
Объем работ – по ГОСТ2. 120 – 73. «ЕСКД. Технический проект».
IV. Разработка рабочей документации:
– опытного образца изделия – конструкторской документации, предназначенной для изготовления и испытания опытного образца на основании решений, принятых в техническом проекте.
Рабочая документация опытного образца изделия должна включать конструкторскую документацию, предусмотренную ГОСТ2. 102 – 68 «ЕСКД. Виды и комплектность конструкторских документов» и обеспечить возможность технической подготовки производства, изготовления и испытания опытного образца изделия на предприятии.
Корректировка конструкторской документации по результатам изготовления и заводских испытаний опытного образца.
Государственные, межведомственные, приемочные и другие подобные испытания опытного образца изделия.
Корректировка конструкторской документации по результатам государственных, межведомственных, приемочных и других подобных испытаний опытного образца.
– установочной серии. Изготовление и испытание установочной серии изделия.
Корректировка конструкторской документации по результатам изготовления, испытания и оснащения технологического процесса ведущих составных частей изделия установочной серии.
– изготовление и испытание головной (контрольной) серии изделия установившегося серийного или массового производства.
Корректировка конструкторской документации по результатам изготовления головной (контрольной) серии изделия и по зафиксированному и полностью оснащенному технологическому процессу производства.
1.ОСНОВЫ КОНСТРУИРОВАНИЯ ДЕТАЛЕЙ.
Деталь как объект конструирования представляет собой неделимое однородное тело, материал, форма и размер которого обусловлены ее функциональным назначением. Детали являются первичными элементами всякой реальной конструкции. Конструирование деталей представляет собой наиболее массовую операцию в общем процессе конструирования прибора.
По функциональному назначению детали подразделяются:
– на основные (или схемные), обеспечивающие работу системы, в которую они входят;
– дополнительные, обеспечивающие функционирование деталей 1-й группы (промежуточные детали конструктивных цепей и монтажно-крепежные).
– вспомогательные, предназначенные для управления системой и защиты от внешних воздействий (рукоятки, маховики, крышки, кожухи и т.п.)
По уровню типизации детали относят:
– к стандартным:
– типовым по форме и различающиеся только размерами (валики, втулки, зубчатые колеса и т. п.)
– специальным, разрабатываемым заново и применяемым только в данном приборе.
Встречается близкое к предыдущемуделение деталей по признаку заимствования на:
– покупные;
– заимствованные из других конструкций;
– собственные т.е. специальные.
Наибольшее значение для конструирования имеют признаки типизации и заимствования.
1.1. Структурные элементы деталей.
В каждой детали можно выделить три структурных взаимосвязанных элемента:
– рабочий (РЭ), выполняющий основное функциональное назначение детали (например, гнездо в оправе под объектив, зубчатый венец зубчатого колеса и т.п.)
– базовый (БЭ) предназначенный для присоединения данной детали к базовой.
– свободный (СЭ), который соединяет в одно целое РЭ и БЭ.
Для иллюстрации на рис. 1.1 приведена конструкция узла монтажа зубчатого колеса.
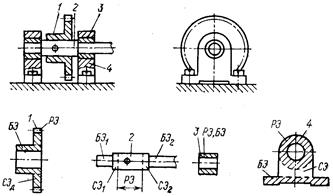
Рис. 1.1. Структурные элементы деталей узла монтажа зубчатого колеса.
На деталях 1, 2, 3 и 4 штриховыми линиями показаны условные границы РЭ и БЭ. Втулка 3 представляет идеальный случай когда РЭ и БЭ совпадают. При проектировании деталей фактически происходит последовательная разработка указанных структурных элементов, поскольку РЭ, БЭ и СЭ конструируются из разных условий и по различным исходным данным.
Объем и роль СЭ в различных деталях могут существенно различаться: если у одних деталей их РЭ и БЭ заметно разделяются и независимы и необходим дополнительный материал для их объединения в одну деталь (этот дополнительный материал и составляет СЭ) то у других он вообще отсутствует, а РЭ и БЭ даже немного перекрывают друг друга.
Для оценки соотношений размеров элементов следует исходить из того, что всегда необходимым являются лишь РЭ и БЭ и если для их объединения не требуется дополнительный материал, то это предельно благоприятный, редкий и нетипичный случай. Обычно СЭ имеет место, но его стремятся минимизировать.
1.2. Содержание и этапы процесса конструирования.
Конструирование детали – сложный комплексный процесс и в общей постановке задачи весьма неопределенный; успешное решение его на практике базируется главным образом на опыте конструктора и широком использовании рецептурного материала из справочной литературы.
Из определения детали, основные признаки, характеризующие ее:
– материал
– форма
– размеры
Следовательно конструирование детали состоит из выбора материала и формы и определения ее размеров. Очевидно, в решении этих трех задач и заключается в общем случае содержание процесса конструирования деталей. Поскольку каждая деталь может иметь три структурных элемента существенно различного назначения, естественно решать указанные задачи применительно к каждому из этих элементов. Тогда получим следующую матрицу, выражающую в обобщенной форме содержание процесса конструирования деталей (таблица1.1).
Таблица 1.1
| Операции конструирования | Элементы детали | ||
| РЭ | БЭ | СЭ | |
| Выбор материала | |||
| Выбор формы | |||
| Определение размеров |
Таким образом сложный процесс конструирования распадается на ряд более простых операций, число которых зависит от числа РЭ и БЭ; благодаря этому процесс конструирования значительно упрощается.
Процесс конструирования деталей не является независимым, он подчинен процессу компоновки конструкции и делится на этапы:
– эскизное
– техническое
– рабочее проектирование
На протяжении процесса компоновки, начиная от поиска оптимальной композиции конструкции до ее завершения, конструкции деталей остаются в эскизном изображении. После того как вариант компоновки выбран и происходит вычерчивание общего вида конструкции, производится отработка (уточнение) форм и размеров деталей с проверкой их на жесткость, прочность и т. д., этот этап является техническим конструированием.
При вычерчивании деталей на этапе технического конструирования окончательно устанавливаются контуры всех элементов, включая свободные, но остается незавершенной технологическая отработка форм (выточки, фаски и т. д.) которые окончательно оформляются с учетом технологических ограничений на этапе рабочего конструирования; здесь же координируются все элементы деталей с помощью простановки размеров и задаются допустимые отклонения на размеры м форму.
Выбор материала.
Знание материалов и умение находить среди известного в технике широкого набора материалов обязательны для инженера – конструктора. Знать материал – значит располагать конкретными сведениями о номенклатуре и физико-механических свойствах основных конструкционных материалов, применяемых в отрасли. Необходимо так же общее представление о физической природе основных конструкционных сплавов.
Материалы, как известно, подразделяются на металлы и неметаллы. Первые на черные и цветные металлы, а вторые на пластмассы, специальные и вспомогательные материалы (к специальным, в частности, относится оптическое и неоптическое стекло).
В справочной литературе приводятся подробные перечни сортов и марок всех видов материалов и их свойств, необходимых для выбора при конструировании деталей.
Выбор материалов – весьма важный этап конструирования деталей, т. к. здесь закладываются многие показатели качества конструкции в целом, такие как масса, прочность, жесткость, экономичность и др.
В общем случае задача по выбору материалов характеризуется вариантностью вследствие большого числа влияющих факторов, поэтому конструктор может руководствоваться лишь общими принципами, знанием свойств материалов и требований к материалам структурных элементов детали, предъявляемых исходя из назначения детали, условий работы и типа производства. Вместе с тем процесс выбора материалов деталей не должен быть длительным по причине массовости этих операций, поэтому эмпирический метод аналогии, основанный на опыте и знаниях конструктора, является главным. В тех, сравнительно редких случаях, когда этим методом поиск оптимального решения затруднителен, можно рекомендовать использовать так называемую матрицу оптимизации выбора, с помощью которой существенно повышается объективность выбора материала, хотя это связано с некоторыми затратами времени. Однако практика применения матрицы в ответственных случаях показывает, что она себя оправдывает.
Пример. Пусть требуется выбрать материал для оправы шарнира при закреплении его методом завальцовки. Тонкий загибаемый буртик оправы должен обеспечивать прочность закрепления и компенсацию температурной деформации шарнира. К материалу оправы предъявляются требования высокой пластичности и технологичности для обработки резанием, кроме того материал не должен быть дефицитен из-за широкого применения способа завальцовки. Составим матрицу (таблица 1.2):
Таблица 1.2
| Показатели качества | Весовые коэф. | Варианты | ||
| Сталь | Латунь | Алюм. сплав | ||
| 1. Прочность | 0,2 | 2,0 | 1,0 | 0,2 |
| 2. Упругость | 0,1 | 1,0 | 0,5 | 0,1 |
| 3. Пластичность | 0,5 | 1,0 | 4,0 | 5,0 |
| 4. Технологичность | 0,1 | 0,3 | 1,0 | 0,8 |
| 5. Стоимость | 0,1 | 0,8 | 0,3 | 0,6 |
| Итого: | 1,0 | 5,1 | 6,8 | 6,7 |
В первом столбце матрицы записываем перечисленные требования и ограничения для материала оправы; их роль и значения для оправы оцениваем с помощью весовых коэффициентов, которые записываем во втором столбце; сумма весовых коэффициентов должна быть равна единице, а конкретные их значения определяются методом экспертных оценок (при наличии опыта и знания материалов, могут назначаться самим конструктором). Далее идут столбцы конкурирующих материалов; в данном случае нуждаются в сравнении три варианта:
– углеродистая сталь с содержанием углерода не выше 0,3%
– свинцовая латунь (типа ЛС59–1)
– алюминиевый сплав из группы дюралей
Материалам присваивают баллы от 0 до 10 для каждого из показателей качества, которые записывают в верхнем левом углу клеток, лежащих на пересечении столбца материала и строки показателя; значение баллов выбираются так же методом экспертных оценок. Далее баллы перемножаются на весовые коэффициенты и их произведения записываются в правом нижнем углу тех же клеток; полученные результаты суммируются по столбцам. Эти суммы представляют собой для каждого материала интегральный показатель качества, соответствующий поставленным требованиям и ограничениям. Предпочтение при выборе отдается тому материалу у которого наибольший интегральный показатель.
В данном примере таким материалом оказалась латунь, однако почти такое же значение показателя имеет и алюминиевый сплав. Следовательно, оба эти материала практически в равной степени пригодны для оправ при закреплении завальцовкой и, чтобы выявить различие между ними, требуется их экспериментальная проверка.
Выбор формы.
Форма детали определяется формами ограничивающих деталь поверхностей, их сочетанием и соотношением. Выбор форм детали сводится к выбору форм поверхностей из набора поверхностей, используемых при конструировании деталей.
Набор содержит:
– группу типовых поверхностей (плоскость, цилиндр и сфера)
– группу специальных (параболоид, эллипсоид, тор, эвольвентный профиль )
Доминирующее применение в формообразовании деталей для обычных производственных условий имеют типовые поверхности в следствии большей их технологичности по сравнению со специальными.
При выборе форм поверхностей руководствуются рядом критериев, из которых главными являются следующие:
– функция детали
– конструктивная целесообразность
– технологичность
– эстетичность
Функция детали оказывает, как правило сильное влияние на выбор формы сопрягаемых поверхностей РЭ и БЭ; в ряде случаев они однозначны (эвольвентный профиль зубьев зубчатого колеса и лишь слабо коррелирует с формами поверхностей СЭ, представляя конструктору широкий выбор.
Конструктивная целесообразность отражает в основном соблюдение принципа минимизации объема СЭ и является одним из руководящих принципов типизации форм и размеров БЭ и СЭ.
Критерий технологичности позволяет установить последовательность уровней технологичности для различных форм поверхностей. Факторы определяющие эти уровни с точки зрения производительности технологических процессов, известны. Отметим лишь те из них, которые оказывают существенное влияние на точность процесса формообразования поверхностей, получаемых резанием на металлорежущих станках:
– обработка на основе рабочих ходов станка обеспечивает более высокую точность, чем обработка фасонным инструментом;
– чем больше параметров должно выдерживаться при обработке тем ниже точность;
– результирующая точность непрерывного процесса (например, шлифование цилиндрической поверхности) выше, чем дискретного (например, шлифование широкой плоской поверхности).
– с увеличением протяженности поверхности снижается точность ее обработки.
Перечисленные факторы должны учитываться при выборе формы деталей и назначений на них параметров точности, при этом весьма важно знать так же существование определенного соответствия между параметрами точности форм и размеров элементов детали.
На выбор форм поверхностей влияют так же следующие факторы:
– приборостроительные заводы оснащены в основном (до 90%) универсальным металлообрабатывающим оборудованием, допускающим обработку лишь типовых поверхностей (за счет рабочих ходов станка); таким образом, возникает естественное ограничение для применения поверхностей специальных форм (на универсальном оборудовании получение их возможно лишь с помощью фасонного режущего инструмента).
– значительная доля (до 80%) номенклатуры изделий приборостроительных заводов составляет мелкосерийное производство, что ограничивает возможности применения специализированного оборудования для получения сложных форм поверхностей деталей.
– все сопрягаемые поверхности деталей при требованиях к точности сопряжения не ниже 7-8 квалитетов точности обрабатываются окончательно резанием на металлорежущем оборудовании.
1.5. Определение размеров.
Геометрические размеры –основные конструктивные параметры деталей, подразделяются в зависимости от принадлежности их к структурным элементам на размеры: рабочих, базовых и свободных элементов. Кроме того, существуют размеры координирующие положение рабочих элементов относительно базовых.
Размеры РЭ определяют в основном из условий функциональной точности прибора, параметрической надежности и контактной жесткости соединения данной детали с другой деталью; эти размеры особо ответственны для элементов кинематических пар механических подвижных систем.
Размеры БЭ находят из условий точности ориентирования РЭ, а так же технологичности сборки.
Размеры СЭ – из условий общей прочности и жесткости детали, а так же технологичности изготовления детали.
Размеры, ориентирующие рабочие элементы относительно базовых, выбирают из конструктивных условий компоновки конструкции и в ответственных случаях проверяют расчетом на прочность и жесткость детали.
Определение размеров деталей основано на сочетании методов выбора и расчета, причем доминирующую роль играет выбор. В настоящее время не существует расчетных методов, которые без предварительного выбора начальных значений определяемых размеров позволяли бы «автоматически» получать искомые размеры деталей.
Отметим общие исходные условия, которыми руководствуются при назначении размеров элементов деталей:
– ограничения габаритных размеров, определяемые техническими заданиями;
– тенденция к компактности и миниатюризации конструкции;
– конструктивная и функциональная целесообразность, выражающаяся в соблюдении принципа «ничего лишнего»
– экономичность, показателями которой для конструирования деталей являются: ограниченное использование дефицитных материалов и технологичность изготовления в обычных производственных условиях (на универсальном оборудовании, типовым инструментом).
Дата добавления: 2019-02-08; просмотров: 2459;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- I Этапы развития САSЕ-систем
- II. Основные положения
- II. Основные характеристики микроскопа.
- II. Порядок разработки, утверждения, внесения изменений в Инструкцию по делопроизводству
- II. Этапы формирования коллектива.
- II. Языкознание и его основные разделы.
- III. Основные направления развития воспитания

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
