Результаты анализа основных точностных параметров
| Параметр | Степень точности по ГОСТ 1643-81 | |
| После фрезерования ЗРГ | После шевингования-прикатывания | |
| Frr | ||
| FVWr | 10* | 10-9* |
| fPtr | ||
| FP | 11-10* | 8-7 |
* - значения параметров в ГОСТе не приведены и рассчитаны методом интерполяции.
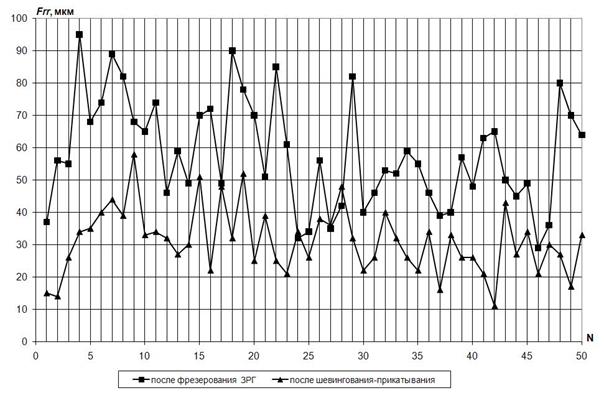
Рис. 3. Точечные диаграммы радиального биения Frr
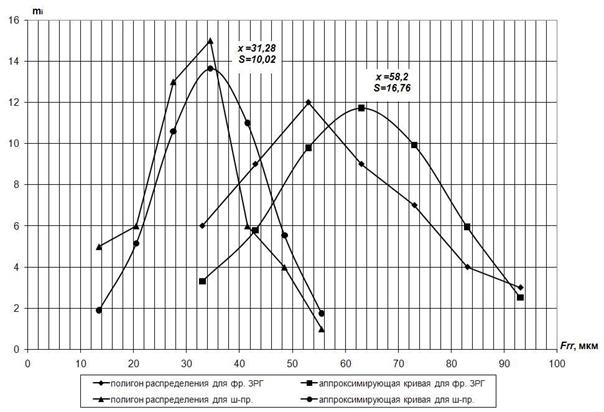
Рис. 4. Кривые распределения радиального биения Frr
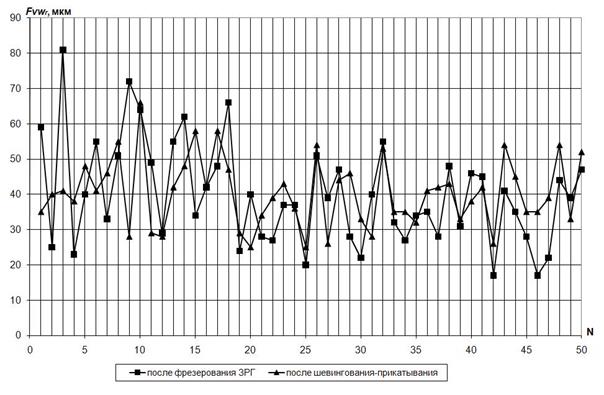
Рис. 5. Точечные диаграммы колебания длины общей нормали FVWr
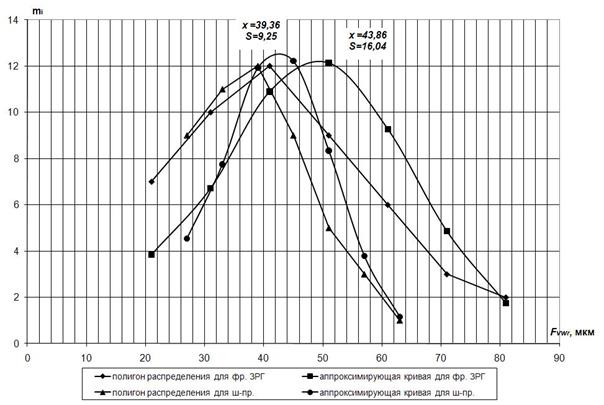
Рис. 6. Кривые распределения колебания длины общей нормали FVWr
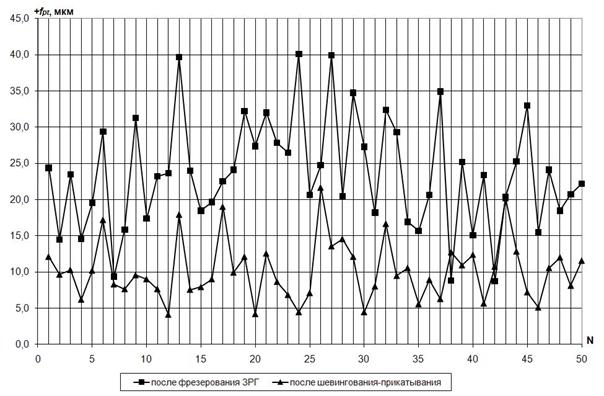
Рис. 7. Точечные диаграммы верхнего предельного отклонения шага +fPt
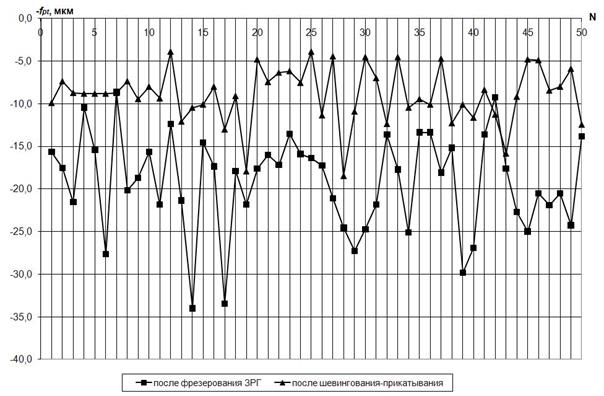
Рис. 8. Точечные диаграммы нижнего предельного отклонения шага -fPt
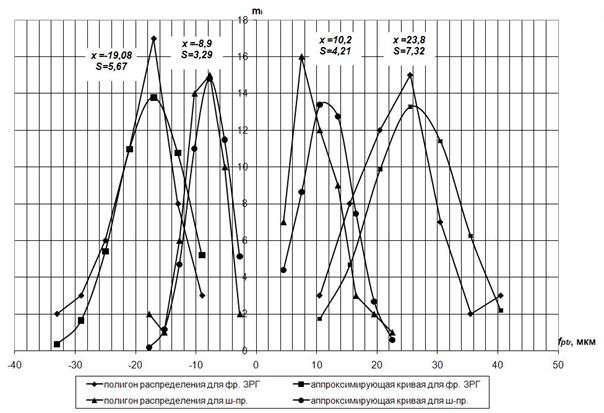
Рис. 9. Кривые распределения отклонения шага fPtr
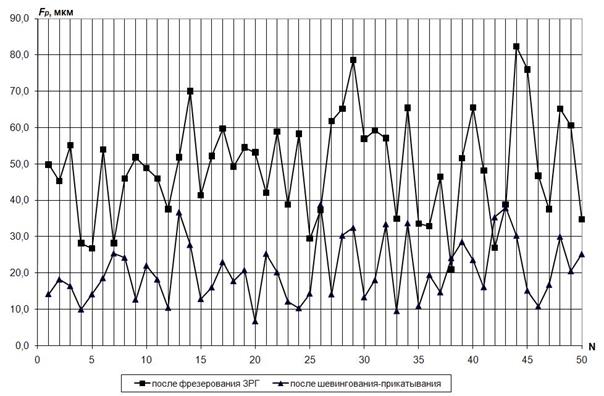
Рис. 10. Точечные диаграммы накопленной погрешности шага FP
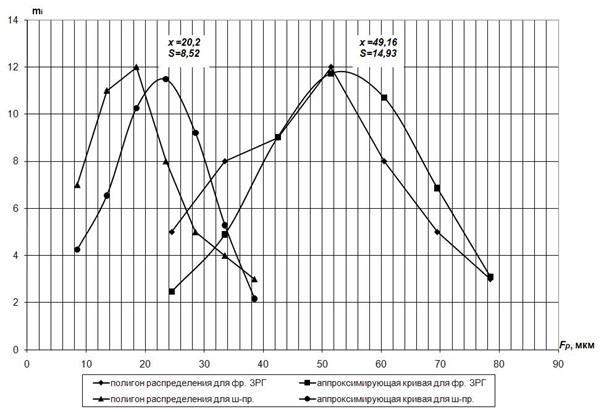
Рис. 11. Кривые распределения накопленной погрешности шага FP
Воспользуемся интегральной оценкой, приведенной в [6]:
Frr+FVWr<Fr+FVW,
где Fr - допуск на радиальное биение зубчатого венца; FVW - допуск на колебание длины общей нормали.
Воспользовавшись значением математического ожидания соответствующих параметров рассматриваемых колес, а также допусками из ГОСТ 1643-81 для колес 8-й степени точности получим неравенство:
31,28+39,36<45+28; 70,64<73.
Проведя интегральную оценку, можно считать, что рассматриваемые зубчатые колеса за счет имеющегося запаса по параметру Frr могут быть признаны по параметру FVWr соответствующими 8-й степени точности.
Проводя анализ полученных данных, можно прийти к выводу, что интегральная исправляющая способность процесса шевингования-прикатывания ЦККЗ находится в пределах двух степеней точности, что позволяет из заготовок 10-й степени точности получить зубчатые колеса 8-й степени точности. Эти данные в целом соответствуют данным, приведенным в [7] для прямозубых цилиндрических колес, полученных шевингованием-прикатыванием.
Существенной особенностью инструмента, является то, что он был изготовлен на станке с ЧПУ. Этим можно объяснить высокую исправляющую способность при шевинговании-прикатывании колес данным инструментом по параметрам Frr, fPtr и FP. Кроме того, отсутствие перемещения инструмента в осевом направлении, характерное для процесса шевингования, также положительно сказывается на точностных параметрах шевингования-прикатывания, в первую очередь, Frr. Улучшение точности зубчатых колес по данному параметру для шевингования находится на уровне 1-й степени точности [4, 6], а для рассматриваемого процесса шевингования-прикатывания ЦККЗ на уровне – 2-х степеней точности, которая достигается за счет отсутствия перемещения инструмента в осевом направлении в процессе обработки. Невысокая исправляющая способность рассматриваемого процессапо параметру FVWr объясняется тем, что зубья инструмента, используемого при обработке зубчатых колес, не были отшлифованы. Следовательно, их профилирующие поверхности несли следы предшествующей обработки торцовыми ЗРГ, такие, как огранка и др., что, в конечном счете, и повлияло на невысокую степень улучшения тангенциальной составляющей кинематической погрешности (FVWr). Кривые распределения для параметров fPtr – отклонению шага, FP – накопленной погрешности шага до и после шевингования-прикатывания ЦККЗ также показываю высокую (на 2 степени точности) исправляющую способность процесса шевингования-прикатывания ЦККЗ.
Таким образом, экспериментально доказана хорошая исправляющая способность шевингования-прикатывания для чистовой обработки круговых эвольвентных зубьев цилиндрических колес, что в сочетании с высокой производительностью процесса и стойкостью шевера-прикатника позволяет считать описанную технологию перспективной для машиностроения.
Список литературы
1. Маликов А.А., Сидоркин А.В, Ямников А.С. Инновационные технологии обработки зубьев цилиндрических колес: монография. Тула: Изд-во ТулГУ, 2011. 335 с.
2. Ресурсосберегающие технологии изготовления цилиндрических зубчатых колес / А.С. Ямников и др. // Технология машиностроения. 2008. № 7. С. 7–10.
3. Маликов А.А., Сидоркин А.В. Шевингование-прикатывание цилиндрических колес с круговыми зубьями // Известия ТулГУ. Технические науки. 2008. Вып. 2. С. 69-76.
4. Марков А.Л. Измерение зубчатых колес. 4-е изд., перераб. и доп. Л.: Машиностроение, 1977. 240 с.
5. Солонин И.С. Математическая статистика в технологии машиностроении. 2-е изд., перераб. и доп. М.: Машиностроение, 1972. 215 с.
6. Производство зубчатых колес: справочник / С. Н. Калаш-ников [и др.]; под общ. ред. Б. А. Тайца. 3-е изд., перераб. и доп. М.: Машиностроение, 1990. 464 с.
7. Борискин О.И., Валиков Е.Н., Белякова В.А. Комбиниро-ванная обработка зубьев цилиндрических зубчатых колес шевингова-нием – прикатыванием: монография. Тула: Изд-во ТулГУ, 2007. 123 с.
ОПЫТНОЕ ОПРЕДЕЛЕНИЕ ДЕФОРМАТИВНЫХ СВОЙСТВ ПЛЯЖНЫХ ПЕСКОВ КУРШСКОЙ КОСЫ
В данной статье приводятся результаты экспериментального определения модуля сжимаемости, модуля осадки и модуля упругости образцов песка, отобранных на пляжах Куршской косы.
Испытания образцов пляжного песка выполнялись с использованием специального устройства [2] с помощью которого создавались условия, в которых находятся напорные откосы морских пляжей (периодическое затопление и осушение песка связанное с воздействием прибойных волн).
Испытания сжимаемости и осадки песка выполнялись штампом с квадратной площадью загрузки составляющей 4 см2 при следующих ступенях давления: 1,0; 3,5; 5,5; 7,5 и 10 кПа (для песка, затопленного водой) и 25,0; 50,0; 75,0; 100,0 и 125,0 кПа (для осушенного песка). Испытания заканчивались при достижении давления, при котором отмечалось резкое увеличение осадки штампа (более 10,0 кПа для затопленного и более 125,0 кПа для осушенного образца) и начиналась нелинейная зависимость между осадками и нагрузкой. Замер величин осадок штампа осуществлялся индикатором часового типа с ценой деления 0,01 мм.
Модуль сжимаемости (общей деформации)  (Па) вычислялся по ГОСТ на полевые испытания грунтов штампами по формуле [3]
(Па) вычислялся по ГОСТ на полевые испытания грунтов штампами по формуле [3]
 ,
,
где  - коэффициент формы площади подошвы и жесткости штампа (для абсолютно жесткого штампа с квадратной площадью загрузки при отношении толщины слоя наносов к стороне площади загрузки более 5, =0,88);
- коэффициент формы площади подошвы и жесткости штампа (для абсолютно жесткого штампа с квадратной площадью загрузки при отношении толщины слоя наносов к стороне площади загрузки более 5, =0,88);  - коэффициент Пуассона, равный для песков 0,3; р - полная нагрузка на штамп, Па; в - сторона квадратного штампа, м;
- коэффициент Пуассона, равный для песков 0,3; р - полная нагрузка на штамп, Па; в - сторона квадратного штампа, м;  - конечная осадка штампа (остаточная и упругая, но в пределах линейной зависимости между осадками
- конечная осадка штампа (остаточная и упругая, но в пределах линейной зависимости между осадками  и давлением р), м.
и давлением р), м.
Расчетное значение модуля сжимаемости пляжного песка принималось равным среднему значению, полученному по результатам испытаний шести образцов.
Результаты испытаний представлены на графике рис.1. Из последнего видно, что осадка штампа линейно зависит от нагрузки в диапазоне от 0 до 125 кПа, после чего увеличение нагрузки приводит к резкому росту осадки. Из представленного на рис.1 графика видно, что несущая способность пляжного песка при условии понижения уровня воды на расстояние, превышающее в 5 раз сторону квадратного штампа, составляет 125 кПа. Модуль сжимаемости для указанного на графике диапазона нагрузок в среднем равен 1,16 МПа.
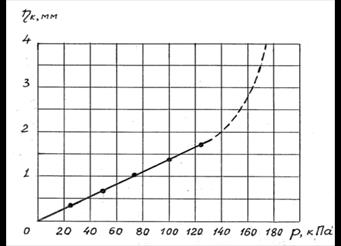
Рис. 1. Зависимость осадки от нагрузки р для осушенного песка
Затем определялся модуль сжимаемости пляжного песка при полном затоплении водой, уровень которой над поверхностью песка составлял в опытах 1,5 см.
Результаты испытаний затопленного песка представлены на рис. 2. Видно, что песок в затопленном состоянии имеет существенно меньшую несущую способность 10 кПа и меньший модуль сжимаемости 0,12 МПа, по сравнению с осушенным песком.
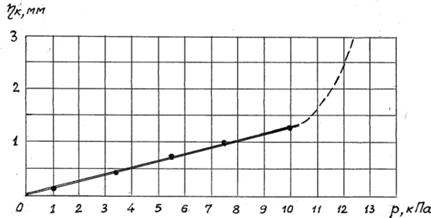
Рис. 2. Зависимость осадки от нагрузки р для затопленного песка
Как следует из сравнения графиков рис.1 и 2 модуль сжимаемости песка при его затоплении снижается в 9,7 раза, а несущая способность – в 12,5 раза. Следует отметить, что даже при полном затоплении пляжного песка он сохраняет определенную несущую способность, которую следует использовать при проектировании и размещении на напорном откосе различных устройств по защите пляжей от размыва прибойными волнами.
Результаты определения модуля сжимаемости Ер легли в основу расчета модуля осадки ер, который определялся из выражения [3]
где р - нагрузка, при которой получено значение Ер.
Зависимость модуля осадки  пляжного песка от действующей нагрузки показаны на графиках рис. 3. Модуль осадки затопленного и осушенного песка также как и величины осадки (рис. 1, 2) линейно зависит от нагрузки р и дя его определения при различных уровнях нагрузки можно использовать данные табл. 1 и графики рис. 3.
пляжного песка от действующей нагрузки показаны на графиках рис. 3. Модуль осадки затопленного и осушенного песка также как и величины осадки (рис. 1, 2) линейно зависит от нагрузки р и дя его определения при различных уровнях нагрузки можно использовать данные табл. 1 и графики рис. 3.
Модуль упругости пляжного песка определялся при испытании образцов жестким круглым в плане штампом диаметром 2,5 см, осадка которого при разных ступенях нагрузки измерялась индикатором часового типа с ценой деления 0,01 мм. Перед установкой штампа поверхность образца песка тщательно выравнивалась, а при испытании обеспечивалось полное прилегание штампа к поверхности песка за счет точечного приложения нагрузки в центре опорной поверхности штампа.
Таблица 1
Результаты расчета модуля осадки ер песка
| Нагрузка, кПа | Модуль сжимаемости, кПа | Модуль осадки |
| Песок осушенный | ||
| 1103,03 (1601,60-953,33) | 22,66 (26,22-15,61) | |
| 1182,86 (1634,28 -976,5) | 42,27 (51,20-30,59) | |
| 1169,62 (1645,48-960,96) | 64,12 (78,05-45,58) | |
| 1166,45 (1634,27-988,64) | 85,73 (101,15-61,19) | |
| 1181,12(1627,64-1016,24) | 105,83 (123,00-76,80) | |
| Песок затопленный | ||
| 1,0 | 125,12 (177,95-88,98) | 7,99 (11,23-5,61) |
| 3,5 | 122,66 (224,22-81,24) | 28,53 (43,08-15,61) |
| 5,5 | 117,14 (176,18-80,81) | 46,95 (68,06-31,22) |
| 7,5 | 117,42 (174,09-80,62) | 63,87 (93,03-43,08) |
| 10,0 | 122,54 (188,42-88,49) | 81,61 (113,01-53,07) |
Примечание: в скобках - диапазон изменения величин, определенный по минимальной и максимальной осадке в пробах
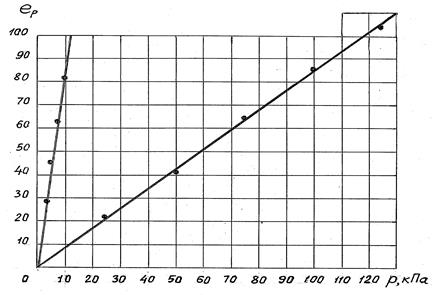
Рис. 3. Зависимость модуля осадки е от нагрузки р.
Дата добавления: 2020-10-14; просмотров: 536;
Поиск по сайту
Узнать еще
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- III. Характеристики основных классов загрязняющих веществ в водной среде.
- PEST-анализ состоит в выявлении и оценке влияния факторов макросреды на результаты текущей и будущей деятельности предприятия.
- АВС – метод анализа запасов
- Автоматизация процесса регрессионного анализа с помощью функций MS EXCEL
- Автоматизированная система контроля геометрических параметров рам тележек ЛИС-РТ-3

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
