Точностных параметровзубообработки
| Исслед. парам. | Уравнение линии
регрессии  
| Коэфф.
корр. 
| Коэфф.
детер. 
| Отличие p-уровня от 0,05 | Связь |
| Frr зф. – Frr ш-пр. | 
| 0,1956 | 0,0255 | 0,1736>0,05 | Отсут. |
| FVWr зф.– Frr ш-пр. | 
| 0,0959 | 0,0092 | 0,5076>0,05 | Отсут. |
| FVWr зф.– FVWr ш-пр. | 
| 0,386 | 0,149 | 0,0045<0,05 | Слабо выраж. |
| Frr зф. – FVWrш-пр. | 
| 0,227 | 0,0515 | 0,1122>0,05 | Отсут. |
| FP зф. – FP ш-пр. | 
| 0,2036 | 0,0415 | 0,1562>0,05 | Отсут. |
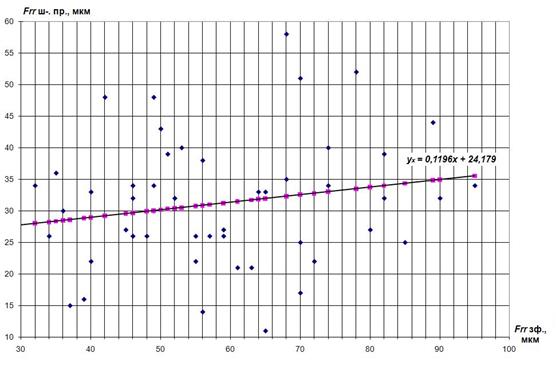
Рис. 1. График линейной корреляционной связи Frr ш.пр. с Frr зф.
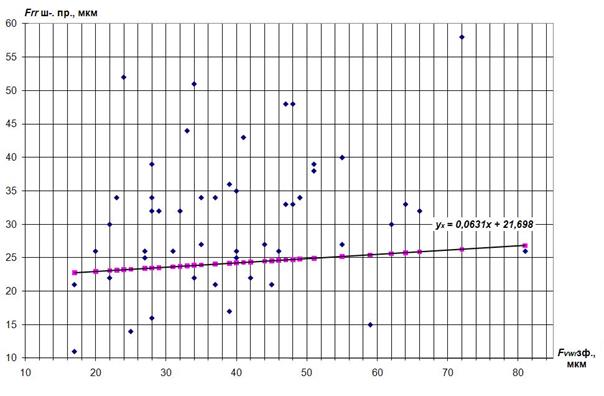
Рис. 2. График линейной корреляционной связи Frr ш.пр. с FVWr зф.
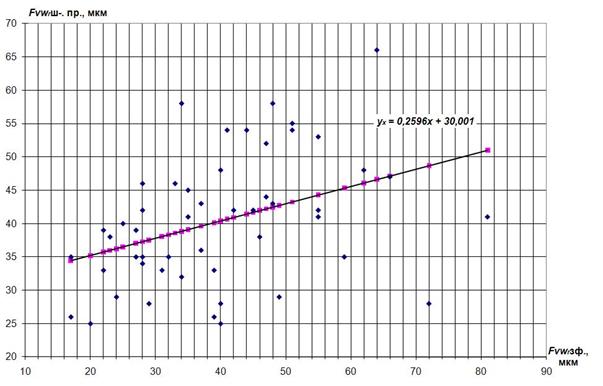
Рис. 3. График линейной корреляционной связи FVWr ш.пр. с FVWr зф.
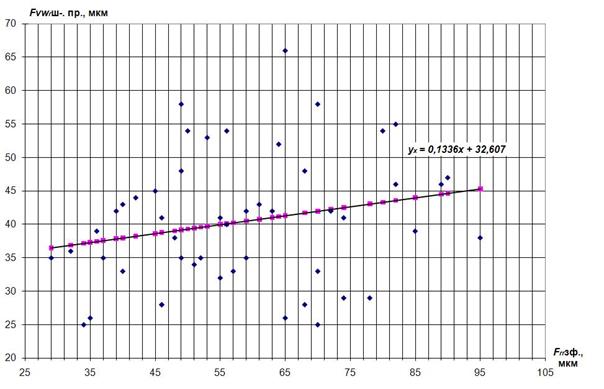
Рис. 4. График линейной корреляционной связи FVWr ш.пр. с Frr зф.
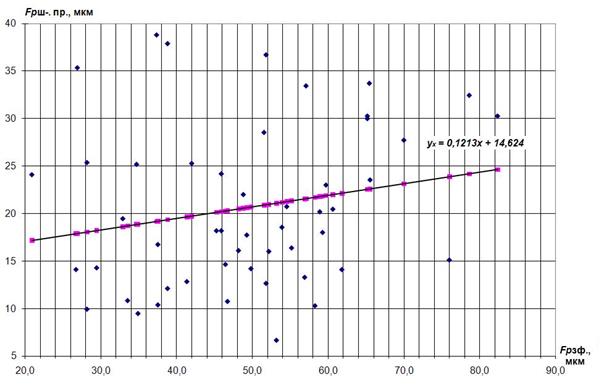
Рис. 5. График линейной корреляционной связи Fp ш.пр. с Fp зф.
Согласно [8], p-уровень равный 0,05, рассматривается как приемлемая граница уровня ошибки. В области, где наблюдается значение результата p>0,05, взаимосвязь между исследуемым параметрами отсутствует. Наличие взаимосвязипо параметру FVWr объясняется тем, что процессы зубообработки по методу свободного обката переносят часть погрешностей зуба в радиальном направлении на тангенциальное направление.
Таким образом, экспериментально доказана исправляющая способность шевингования-прикатывания для чистовой обработки круговых эвольвентных зубьев цилиндрических колес.
Список литературы
1. Маликов А.А., Сидоркин А.В, Ямников А.С. Инновационные технологии обработки зубьев цилиндрических колес: монография. Тула: Изд-во ТулГУ, 2011. 335 с.
2. Ресурсосберегающие технологии изготовления цилиндрических зубчатых колес / А.С. Ямников и др. // Технология машиностроения. 2008. № 7. С. 7–10.
3. Маликов А.А., Сидоркин А.В. Шевингование-прикатывание цилиндрических колес с круговыми зубьями // Известия ТулГУ. Технические науки. 2008. Вып. 2. С. 69-76.
4. Марков А.Л. Измерение зубчатых колес. 4-е изд., перераб. и доп. Л.: Машиностроение, 1977. 240 с.
5. Солонин И.С. Математическая статистика в технологии машиностроении. 2-е изд., перераб. и доп. М.: Машиностроение, 1972. 215 с.
6. Лукомский Я.И. Теория корреляции и ее применение к анализу производства. М.: Госстатиздат, 1961. 301 с.
ПРОВЕДЕНИЕ ЭКСПЕРИМЕНТОВ ПО МЕТОДУ Г. ТАГУТИ ДЛЯ ОПРЕДЕЛЕНИЯ УСЛОВИЙ ПРОТЯГИВАНИЯ ШЕСТИГРАННОЙ ЛАТУННОЙ ГАЙКИ
При производстве на предприятии ООО «Аркон» латунных (ЛЦ40Сд) гаек (рис. 1), заготовки которых получают литьем под давлением в многоместные прессформы, возникла необходимость уточнения геометрических параметров заготовки, а именно размеров шестигранника и его расположения (соосности) относительно внутреннего отверстия, в котором нарезается резьба М27×1,5, базируясь по наружной поверхности.
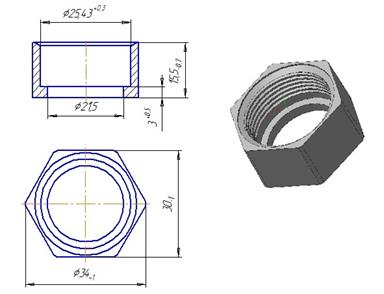
Рис. 1. Гайка соединительная
Принципиально новым методом, позволяющим добиться цели, является сочетание процессов протягивания и штамповки [1]. После изготовления инструмента (рис. 2), сочетающего вытяжку заготовки, закрепленной на пуансоне, с последующим протягиванием поверхности шестигранника, стал вопрос о его отладке и проверке выбранных решений. При исследовании этого инструмента было выявлено большое количество параметров, влияющих на качество обработки. Для определения рациональных значений этих параметров было принято решение применить метод робастного проектирования Г. Тагути, позволяющий минимизировать число опытов, определить тенденцию изменения процесса и выполнить дисперсионный анализ [2].
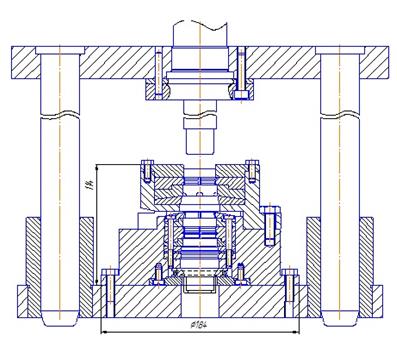
Рис. 2. Комбинированный инструмент
На первом этапе были проведены поисковые эксперименты по обработке гаек на гидравлическом прессе с целью выявления так называемых управляемых параметров, их значений и источников помех процесса [3]. Итогом этого этапа является таблица с указанием управляемых и дестабилизирующих параметров, их кодовых номеров и уровней (таблица 1).
Второй этап представляет собой планирование эксперимента, связанное с решением вопросов:
- как варьировать значениями управляемых параметров,
- как измерить влияние помех.
Как и при планировании экспериментов, составляется матрица (таблица 2), в которой определено число опытов и сочетание значений параметров в каждом опыте. Но в отличие от планирования эксперимента, для поиска рациональных значений параметров процесса полученные результаты используют для расчета критерия Тагути в каждом опыте, или так называемого отношения «сигнал/шум». Сигналом при этом является номинальное значение выходной характеристики (в данном случае это шероховатость поверхности шестигранника, а также соосность его с внутренним отверстием под резьбу), а шумом – разброс ее значений в каждом опыте, то есть ее изменчивость.
Управляемые матрицы, которые обладают свойством сбалансированности легко построить по специальным таблицам, называемым ортогональными матрицами ОМ16 . Она позволит изучить рассматриваемые восемь управляемых параметров на двух уровнях, каждый в серии всего лишь из 16 опытов. Но даже сравнительно небольшое их количество позволяет с уверенностью утверждать, что результаты, получаемые с помощью данной программы робастного проектирования, значительно лучше, чем полученные ранее. В этом и заключается одно из важных преимуществ метода Г. Тагути: нет необходимости получать наилучший результат, важно получить результат достаточно близкий к нему, выявить тенденцию.
Таблица 1
Дата добавления: 2020-10-14; просмотров: 545;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
