Сущность и назначение сверления
Получение разъёмных соединений
Сверлением называется процесс образования отверстий в сплошном материале режущим инструментом - сверлом. Сверление применяется: для получения не ответственных отверстий, невысокой степени точности и невысокого класса шероховатости, например под крепежные болты, заклепки, шпильки и т. д.; для получения отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливанием называется увеличение размера отверстия в сплошном материале, полученного литьем, ковкой, штамповкой или другими способами.
Сверлением и рассверливанием можно получить отверстие 10-го, в отдельных случаях 11-го квалитета и шероховатые поверхности. Квалитет это класс точности изготовления детали в машиностроении. Чем выше квалитет, тем меньше точность. Когда требуется более высокое качество поверхности отверстия, его (после сверления) дополнительно зенкеруют и развертывают.
По конструкции и назначению различают сверла: спиральные и специальные (перовые или плоские, для кольцевого сверления, ружейные, комбинированные с другими инструментами, центровочные и др.). Спиральное сверло (рисунок 17, а, б) - двухзубый (двухлезвийный) режущий инструмент, состоящий из двух основных частей: рабочей и хвостовика.
В зависимости от направления винтовых канавок спиральные сверла подразделяют на правые (канавка направлена по винтовой линии с подъемом слева направо, движение сверла во время работы, если смотреть со стороны хвостовика, происходит по ходу часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, движение происходит против хода часовой стрелки). Левые сверла применяют редко.
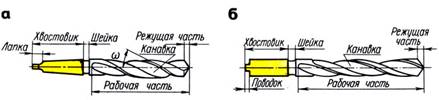
Рисунок 17 - Спиральные сверла а, б
Расположенные вдоль винтовых канавок сверла две узкие полоски на цилиндрической поверхности сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстие и способствуют тому, чтобы сверло не уводило в сторону. Сверла диаметром 0,25 - 0,5 мм выполняются без ленточек.
Зуб - это выступающая с нижнего конца часть сверла, имеющая режущие кромки.
Режущие кромки соединяются между собой на сердцевине (сердцевина - тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки и к концу канавок (к хвостовику).
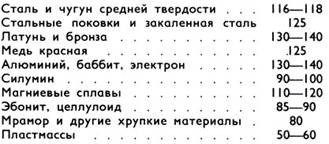
Угол между режущими кромками - угол при вершине сверла 2φ оказывает существенное влияние на процесс резания. При его увеличении повышается прочность сверла, но одновременно резко возрастает усилие подачи. С уменьшением угла при вершине резание облегчается, но ослабляется режущая часть сверла.
Величина этого угла выбирается в зависимости от твердости обрабатываемого материала (в градусах):
Хвостовики у спиральных сверл могут быть коническими и цилиндрическими. Эти хвостовики образуются конусом Морзе. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм. Хвостовик является продолжением рабочей части сверла.
Сверла с коническим хвостовиком устанавливают непосредственно в отверстие шпинделя станка (или через переходные втулки) и удерживаются благодаря трению между хвостовиком и стенками конического отверстия шпинделя. Сверла с цилиндрическим хвостовиком закрепляют в шпинделе станка при помощи специальных патронов. На конце конического хвостовика имеется лапка, не позволяющая сверлу провертываться в шпинделе и служащая упором при выбивании сверла из гнезда.
Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части, служит для выхода абразивного круга в процессе шлифования, на ней обозначена марка сверла.
Спиральные сверла изготовляются из углеродистой инструментальной стали У10 и У12А, легированной стали (хромистой марки 9Х и хромокремнистой 9ХС), быстрорежущей Р9, Р18.
При сверлении затупившееся сверло очень быстро нагревается. При небрежном обращении сверло из быстрорежущей стали (Р9, Р18 и др.) может нагреться настолько, что произойдет отпуск стали и сверло станет негодным для работы (пережог сверла). При сверлении даже не очень твердых материалов на работающее тупое сверло требуется повышенное осевое давление, чтобы оно врезалось в металл. При сверлении текстолита и гетинакса происходит повышение нагревания сверла и легко может образоваться пережог сверла.
Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов пользуются охлаждающими жидкостями.
Дата добавления: 2020-08-31; просмотров: 906;
Поиск по сайту
Узнать еще
- MATHCAD. Назначение. Основные возможности. Простейшие приемы работы.
- А) Назначение и устройство
- А.1. Назначение и типы сборных элементов и конструкций
- Автоматизированные рабочие места, назначение и их виды
- Автоматизированные рабочие места: назначение, состав, виды обеспечения
- Автоматическая частотная разгрузка в системах электроснабжения. Назначение, принцип действия.
- Агрегаты (назначение, конструкция, принцип работы)
- Агрегаты (назначение, конструкция, принцип работы).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
