Влияние жесткости технологической системы на точность обработки
Способность упругой системы оказывать сопротивление действию сил, стремящихся ее деформировать, называют жесткостью системы. Большая жесткость системы – одно из основных условий достижения высокой точности при обработке. При отсутствии достаточной жесткости под действием сипы резания и других сил система деформируется, что приводит к искажению формы детали и возникновению гостей размеров. С жесткостью технологической системы связано явление вибрации. Системы, обладающие большой жесткостью, могут работать с высокими режимами резания без появления вибраций. В этом случае повышается производительность обработки.
Жёсткость технологической системы выражается отношением составляющей силы резания, действующей по направлению нормали к обработанной поверхности, к взаимному смещению режущего инструмента и обрабатываемой детали, отсчитываемому в том же направлении:
 Н/мм;
Н/мм;
где jc – жесткость системы, H/мм;
Py – радиальная составляющая силы резания, H;
y – деформация упругой системы, мм.
Аналогично выражается жесткость отдельных элементов технологической упругой системы: суппорта jcуп., передней бабки jп.б., задней бабки jз.б., приспособления jпр. и обрабатываемой детали jдет.
Величина, обратная жесткости, называется податливостью упругой системы:
 мм.Н.
мм.Н.
Податливость технологической системы равна сумме податливостей составляющих ее частей. Если выразить податливость через жесткость, то получим:
где jст., jпр., jин и jдет. – жесткости соответственно станка инструмента, приспособления и детали.
Стандартом установлены нормы жесткости станков и их элементов.
Ниже показаны схемы, деформации элементов технологической системы токарного станка и искаженная форма детали:
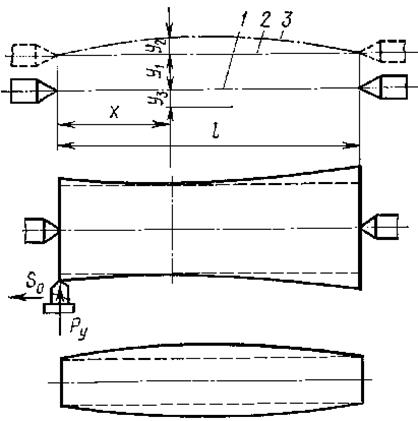
Рис. 4.2. Деформация детали, возникающая при ее закреплении на станке
На точность обработки детали в значительной мере влияют силы, действующие при ее закреплении. Эти силы деформируют деталь. В результате деталь обрабатывается в деформированном состоянии. После раскрепления под действием сил упругости деталь принимает прежнюю форму, отчего она оказывается искаженной. Погрешности закрепления особенно сильно проявляются на нежестких деталях.
| ||
| а) деформация при закреплении; | б) обработка; | в) погрешность после раскрепления |
| Рис. 4.3. Деформация кольца (втулки) при закреплении в трехкулачковом патроне |
Дата добавления: 2016-07-05; просмотров: 7071;
Поиск по сайту
Узнать еще
- Cимпатическая нервная система. Центральный и периферический отдел симпатической нервной системы.
- I.2. Антигены системы АВ0. Генетика. Структура
- I.2.1 ПЕРВЫЙ ЗАКОН НЬЮТОНА. ИНЕРЦИАЛЬНЫЕ СИСТЕМЫ ОТСЧЁТА.
- I.2.1 ПОЛНАЯ И ВНУТРЕННЯЯ ЭНЕРГИЯ СИСТЕМЫ. ТЕПЛОТА И РАБОТА
- I.3. Антитела системы АВ0
- I.5.4 НЕИНЕРЦИАЛЬНЫЕ СИСТЕМЫ ОТСЧЁТА. СИЛЫ ИНЕРЦИИ
- II. ЭЛЕКТРИЧЕСКИЙ ДИПОЛЬ. ДИПОЛЬНЫЙ МОМЕНТ СИСТЕМЫ ЭЛЕКТРИЧЕСКИХ ЗАРЯДОВ
- III. Избирательные системы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
