Экономическая и достижимая точности обработки
Трудоемкость и себестоимость обработки деталей в значительной мере зависят от требуемой точности и с повышением точности увеличиваются.
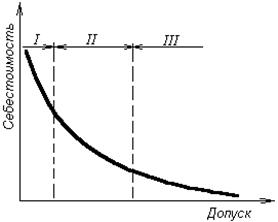
Рис. 4.4. График трудоемкости и себестоимости обработки деталей: 1 – зона высшей точности; П – средняя, экономическая точность; Ш – зона низкой точности
В массовом и крупносерийном производстве при изготовлении взаимозаменяемых деталей требуемая точность обработки обеспечивается главным образом соответствующей настройкой станков. В мелко серийном и единичном – применением дополнительных отделочных операций, выполняемых исполнителями высокой квалификации.
Под экономической точностью механической обработки понимают такую точность, которая при минимальных значениях себестоимости обработки достигается в нормальных производственных условиях, предусматривающих работу на исправных станках с применением необходимых приспособлений и инструментов при нормальной затрате времени и нормальной квалификации рабочих, соответствующей характеру работ.
Под достижимой точностью понимают такую точность, которую можно достичь при обработке в особых, наиболее благоприятных условиях, необычных для данного производства, высококвалифицированными рабочими, при значительном увеличении затраты времени, не считаясь с себестоимостью обработки.
Примеры экономической точности обработки:
| Вид обработки | Квалитет точности |
| Точение черновое чистовое тонкое | 12–13 8–9 |
| Фрезерование черновое чистовое | 8–9 |
| Сверление и зенкерование | |
| Шлифование грубое чистовое | 6–7 |
| Хонингование | |
| Шевингование |
Возможную точность, достигаемую различными способами обработки можно получить и представить схематично в такой последовательности:
¾ чистовое обтачивание деталей малых размеров с последующей зачисткой абразивной шкуркой – до 0,02 мм (20 мкм);
¾ точное шлифование – до 0,005 мм (5 мкм);
¾ шлифование в прецизионных работах – до 0,0025 мм (2,5 мкм);
¾ притирка – до 0,0005 мм (0,5 мкм);
¾ доводка плоскопараллельных измерительных плиток – до 0,00005 мм (0,5 мкм).
При необходимости достижения высокой точности методы шлифования предпочтительнее, т.к. они позволяют снимать с поверхности очень тонкие стружки и таким образом довести деталь до необходимого размера.
В общем случае все погрешности можно разделить на систематические (износ инструмента, неточность станка, приспособления и др.) и случайные (непостоянство зажима, колебания твердости и др.).
Для анализа и управления точностью обработки, особенно в крупносерийном и массовом производстве, применяют специальные статистические методы. Наиболее распространенными из них являются построение кривых (полигонов) распределения и точечных диаграмм.
Дата добавления: 2016-07-05; просмотров: 7404;
Поиск по сайту
Узнать еще
- I. РАЗДЕЛ ПО ПРОБЛЕМЕ НЕДОСТАТОЧНОСТИ МИТРАЛЬНОГО КЛАПАНА (СИНДРОМ МИТРАЛЬНОЙ РЕГУРГИТАЦИИ)
- А и Б – базы механической обработки
- Автоматизация и механизация токарной обработки
- Автоматизация обработки снимков на фотограмметрическом оборудовании
- Автоматизация обработки табличных данных (обработка списков)
- Агротехническая оценка качества обработки почвы
- Агротехнические методы (приемы) обработки почвы.
- Азотирование, нитроцементация и другие виды химико-термической обработки.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
