Влияние факторов на эстетические свойства фактуры при черновом брашировании
Эстетические свойства фактуры, полученной брашированием, изучали на трех типовых группах пород древесины – хвойной (сосна и ель), лиственной кольцесосудистой (дуб) и лиственной рассеяннососудистой (липа и береза).
Установлено, что глубина рельефа, влияющая на декоративность фактуры, зависит от равноплотности древесины. Чем больше разница плотностей ранней и поздней древесины годичного слоя (таблица 8), тем выразительнее, декоративнее фактура (рисунок 80). У пород с малой разницей плотностей ранняя и поздняя древесины разрушаются при брашировании в одинаковой степени, что снижает декоративность фактуры. Наиболее выраженный рельеф имеет древесина хвойных пород, слабее рельеф выражен у древесины кольцесосудистых и весьма слабо или совсем не выражен – у рассеяннососудистых.
Таблица 8. Плотность годичного слоя древесины некоторых пород
| Порода | Плотность древесины годичного слоя, г/см3 | Разность плотностей, г/см3 | |
| Ранней | Поздней | ||
| Сосна | 0,33 | 0,74 | 0,41 |
| Дуб | 0,50 | 0,70 | 0,20 |
| Береза | 0,56 | 0,60 | 0,04 |
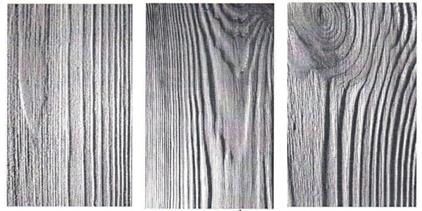
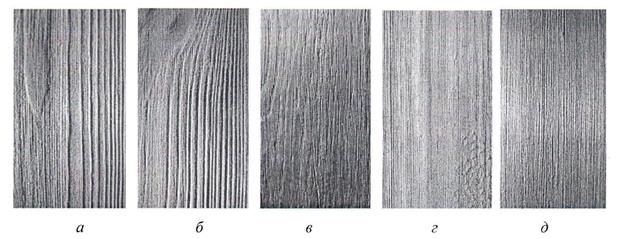 Рисунок 80 – Фактура распространенных пород древесины на тангенциальном срезе:
Рисунок 80 – Фактура распространенных пород древесины на тангенциальном срезе:
а – сосны, б – ели, в – дуба, г – березы, д – липы
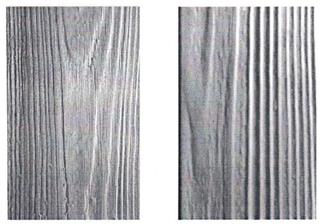
С увеличением ширины годичных слоев и угла наклона годичного слоя к обрабатываемой поверхности растет возможность формирования более глубокого рельефа (рисунок 81).
а б

в г
Рисунок 81 – Влияние ширины годичных слоев (а, б) и угла их наклона (в, г) на рельефность фактуры
С повышением влажности возрастают упругие свойства древесины, затрудняется ее обработка, на поверхности образуются мшистость и ворсистость, ухудшающие декоративность брашированной фактуры (рисунок 82).
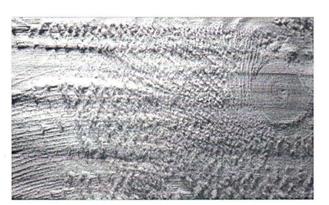
Рисунок 82 – Поверхность древесины свежесрубленной сосны (влажность 71%) после браширования
Влияние размеров ворса металлических щеток на рельефность фактуры показано на рисунках 83 и 84.
Глубин рельефа зависит от жесткости щетки, характеризуемой диаметром ворса, его длиной и плотностью набивки.
Щетки, имеющие диаметр ворса 0,5 мм, его дину 24 мм и плотность набивки 56,8 ворс/см2, а также диаметр ворса 0,35 мм, его длину 30 мм и плотность набивки 156 ворс/см2 (см. таблицу 7) при обработке сосны оказались чрезмерно жесткими, они не позволяют получать рельеф глубиной свыше 0,5 – 0,6 мм (графики 1, 2), т.к. разрушают не только раннюю, но и позднюю древесины.
Глубина рельефа при использовании более мягких щеток (диаметр ворса 0,35 мм и плотность набивки 57 ворс/см2; диаметр ворса 0,2 мм и плотность набивки 107,5 ворс/см2) достигает на сосне 1,2 мм (графики 3 и 4).
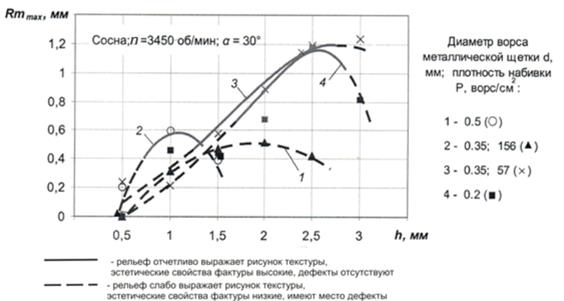
Рисунок 83 – Влияние выхода щетки h и ее жесткости (d, P) на глубину рельефа Rmmax
Из рисунка 59 также следует, что глубина рельефа зависит от выхода h (см. рисунок 55) ворса щетки над плоскостью стола станка. С увеличением h параметр Rmmax сначала увеличивается до максимального значения, затем уменьшается из-за вышлифовывания поздней древесины и появления подпалин (обугленных участков на обработанной поверхности).
Внешний вид образцов, с наибольшей глубиной рельефа, достигается при обработке щетками разной жесткости, приведен на рисунке 60. Образцы расположены слева направо по мере убывания жесткости щеток. Для первого (слева) образца выход ворса составил 1,0 мм, второго – 2,0 мм, третьего и четвертого – 2,5 мм.

а б в г
Рисунок 84 – Поверхность сосны, обработанная щетками различной жесткости:
а – d = 0,5 мм, P = 56,8 ворс/см2, б – d = 0,35 мм, P = 156 ворс/см2, в – d = 0,35 мм , P = 57 ворс/см2, г – d = 0,2 мм, P = 107,5 ворс/см2
Основными элементами режима резания при брашировании являются глубина резания, скорость резания W и подача (скорость подачи) V. Для достижения равномерного рельефа длина щетки должна превышать ширину обрабатываемой заготовки, поэтому далее ширину резания как фактор не рассматриваем.
Глубина резания при брашировании является переменной величиной из-за неравномерного сопротивления резанию ранней и поздней древесины годичного слоя и изгиба ворса щетки. На участках подъема графиков Rmmax = ƒ(h) (см. рисунок 59) вышлифовывание поздней древесины незначительно, здесь можно считать максимальную глубину резания примерно равной глубине рельефа Rmmax и прямопропорциональной выходу ворса h щетки над плоскостью стола.
По тем же причинам скорость резания тоже является величиной переменной. Ее влияние рассмотрено опосредованно через число оборотов в минуту щетки (рисунок 85). С увеличением скорости резания глубина рельефа сначала возрастает до максимального значения, затем убывает. При числе оборотов в минуту меньшем 2200-2300 глубина рельефа не превышает 0,3 мм, а фактура не отображает в достаточной степени текстуру древесины и оценивается экспертами как обладающая низкими эстетическими свойствами. Малая глубина рельефа обусловлена недостаточной для интенсивного разрушения ранней древесины кинетической энергией ворсинок. Наиболее глубокий рельеф, отражающий, по мнению экспертов, в полной мере текстуру древесины, образуется при 3400-3500 об/мин. При дальнейшем увеличении числа оборотов кинетическая энергия ворсинок становится достаточной для разрушения поздней древесины годичного слоя сосны и при 4300-4400 об/мин браширование переходит в шлифование, при котором разрушаются как ранняя, так и поздняя древесина.
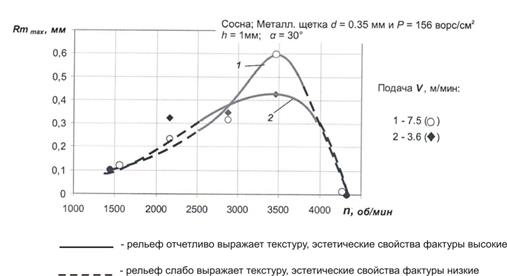
Рисунок 85 – Зависимость глубины рельефа Rmmax от числа оборотов щетки n при различной величине подачи V
Представленные выше результаты получены при брашировании по встречной схеме, когда скорости резания и подачи направлены навстречу друг другу (см. рисунок 55).
Применение попутного браширования при равных условиях со встречным не дало положительных результатов – глубина рельефа существенно уменьшилась, ухудшилась выраженность рисунка фактуры, возросла мшистость и ворсистость, образовывались подпалины и вышлифовывания. Поэтому схему попутного браширования применять не рекомендуется.
Глубина рельефа зависит от подачи V. С увеличением подачи глубина рельефа сначала возрастает до максимальной величины, затем убывает (рисунок 86). Существует диапазон рациональных значений подачи, обеспечивающих наиболее высокие эстетические свойства фактуры. Такой диапазон для рассмотренного случая составляет примерно от 3 до 5 м/мин. При меньших значениях подачи вышлифовывается поздняя древесина, а при больших – рельеф получается недостаточно глубоким, а рисунок текстуры слабо выраженным.
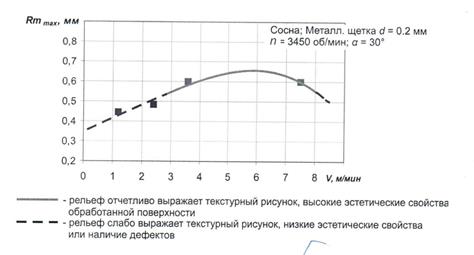
Рисунок 86 – Зависимость глубины рельефа Rmmax от подачи V
Подача заготовки осуществляется прорезиненными валками автоподатчика за счет сил трения. При малой величине L (рисунок 87) перекрытия заготовки валками сила прижима недостаточна для надежной подачи заготовки, наблюдаются ее смещение в поперечном направлении, вышлифовывание поверхности и подпалины. При больших значениях L заготовка упирается в валок автоподатчика, для ее проталкивания необходимо прикладывать дополнительное усилие.
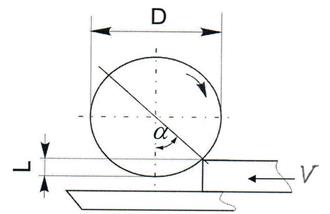
Рисунок 87 – Схема взаимодействия заготовки с валком
Существует диапазон рациональных значений величины покрытия L, в котором обеспечивается надежная подача заготовки стабильная глубина рельефа (рисунок 88). Для случая, приведенного на рисунке, рекомендуемый диапазон значений L составляет от 3 до 13 мм.
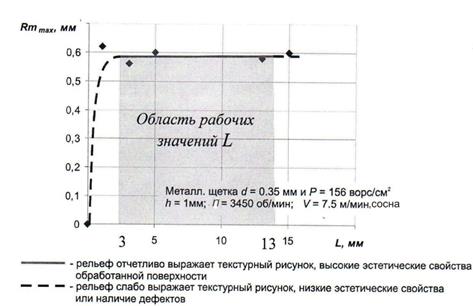
Рисунок 88 – Влияние перекрытия заготовки L на глубину рельефа Rmmax и качество поверхности
Вместо L обобщающим фактором, пригодным для разных условий браширования, может служить угол захвата α (см. рисунок 63). Учитывая, что
можно рекомендовать рабочий диапазон значений углов 16° ≤ α ≤ 36°.
Дата добавления: 2020-06-09; просмотров: 967;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- A. Узагальнені координати і узагальнені швидкості та прискорення
- API как средство интеграции приложений.
- C04 ППВ с комментариями и примерами
- Cыры, созревающие при участии слизи.
- F00 Деменция при болезни Альцгеймера
- F50 Расстройства приема пищи
- F51 Расстройства сна неорганической природы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
