Проектирование групповых ТП
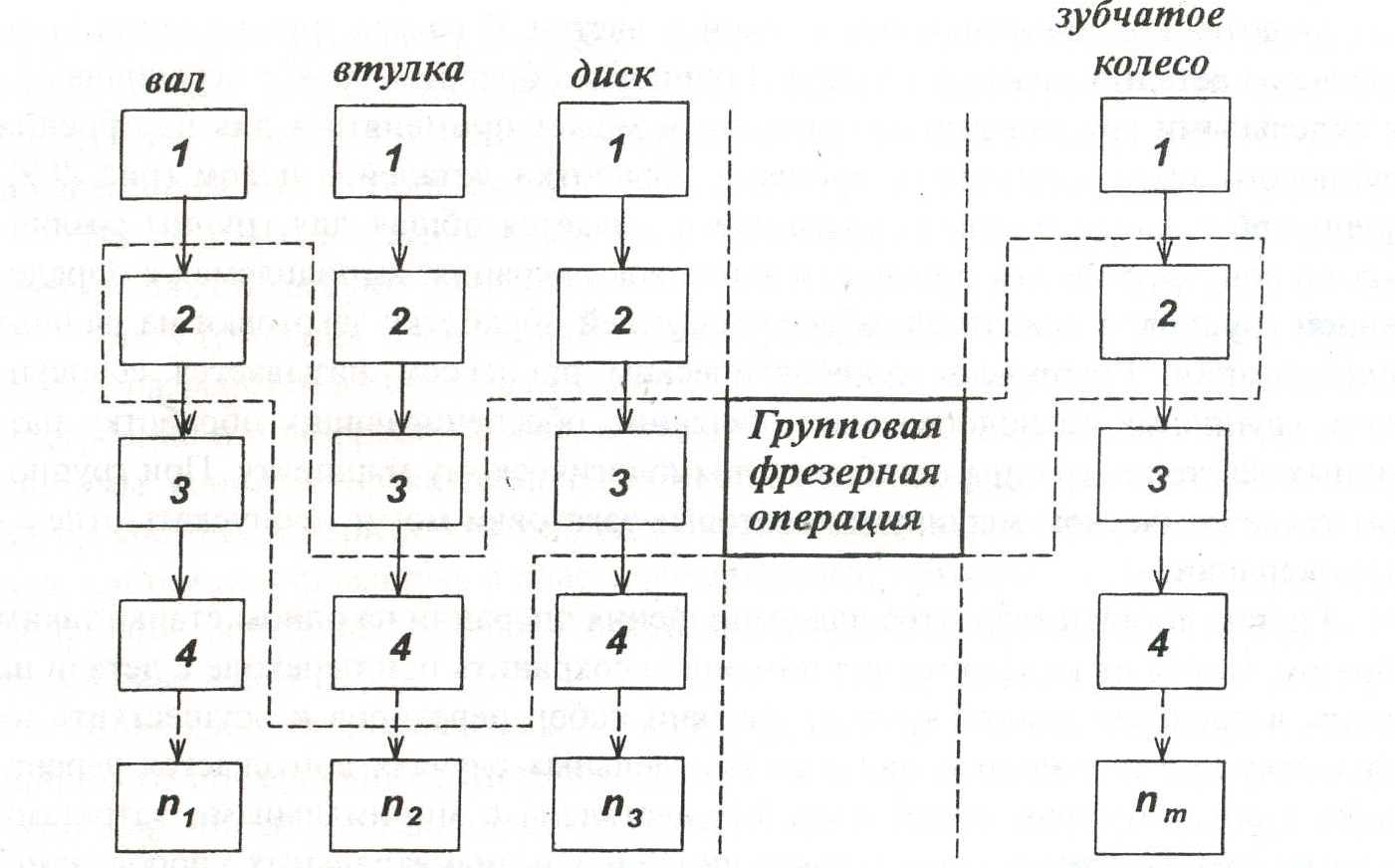
За основу метода групповой обработки (по С.П.Митрофанову) принимается технологическая классификация деталей, заканчивающаяся формированием группы, являющейся главной технологической единицей групповой обработки. Детали группируются по общности операций, оборудования, на котором эти операции выполняются, и единой технологической оснастки. В состав группы могут быть включены детали из разных классов. Групповая обработка может ограничиваться отдельными групповыми операциями и может применяться для построения группового ТП обработки деталей в целом (рис. 5.4). Групповой технологической операцией называется общая для группы различных по конструктивным признакам заготовок операция, выполняемая групповой оснасткой, обеспечивающей обработку заготовок на данном оборудовании. Групповым ТП называется совокупность групповых технологических операций, обеспечивающих обработку различных заготовок группы по общему технологическому маршруту. При групповом технологическом маршруте некоторые заготовки могут пропускать отдельные операции.
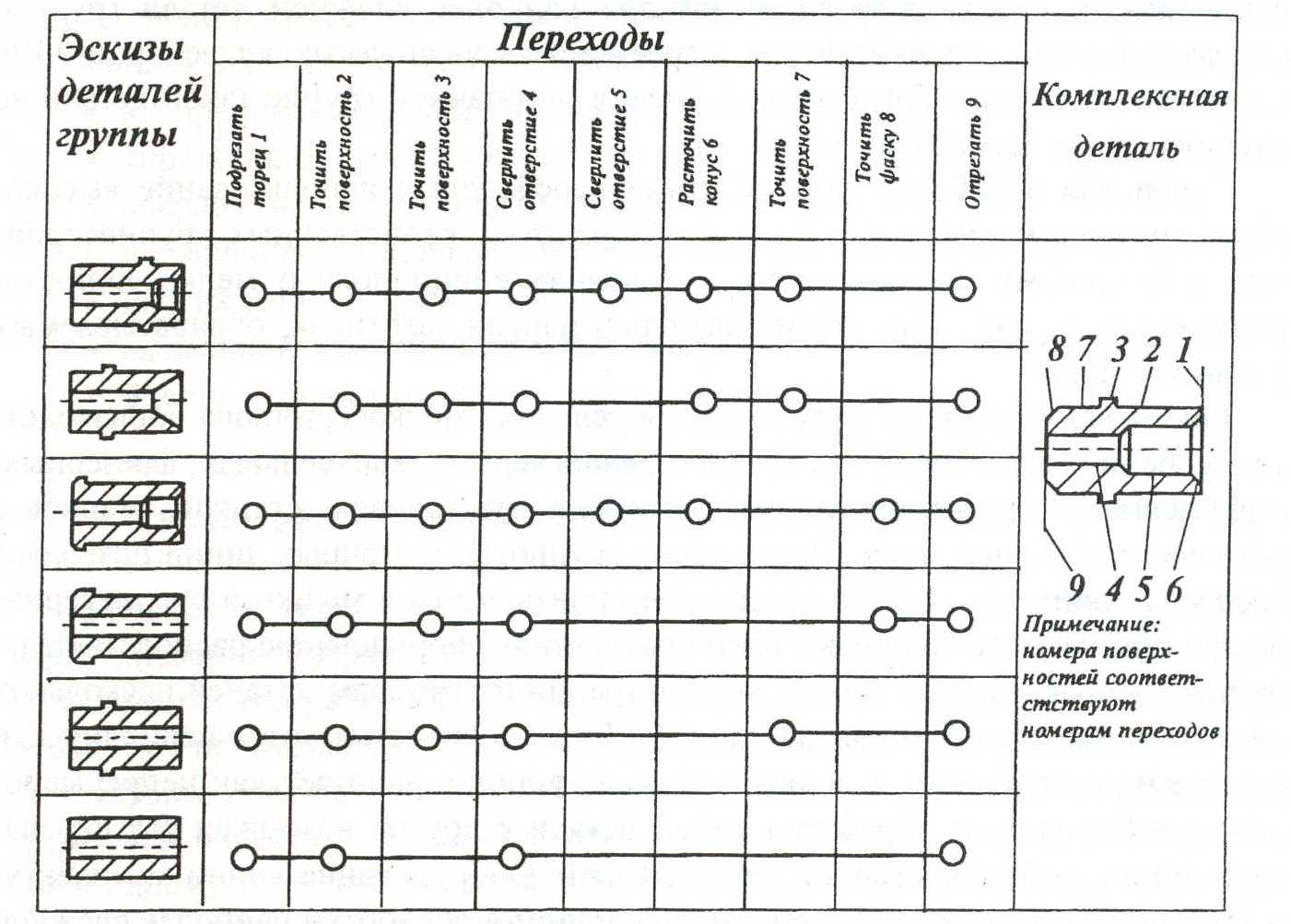
Группа деталей создается для выполнения операции на одном станке таким образом, чтобы их конфигурация позволила сохранить при переходе с детали на деталь в пределах данной группы близкий набор переходов и осуществить их обработку при неизменной наладке. Схема групповой наладки станка разрабатывается для наиболее сложной детали группы, включающей в себя все поверхности, встречающиеся у остальных деталей (рис. 5.5). Эта деталь называется комплексной. Если в отобранной группе такой детали не оказалось, то она проектируется.
Групповая обработка имеет своей целью использование высокопроизводительных методов и способов обработки, свойственных крупносерийному и массовому производствам в условиях единичного и мелкосерийного производства за счет увеличения размеров партий заготовок,
| Рис. 5.5. Схема построения групповой обработки на токарно-револьверном станке |
| Рис. 5.4. Схема построения групповой обработки на токарно-револьверном станке |
| Рис. 5.4. Схема построения групповой фрезерной операции для деталей из разных классов; 1,2,3,4,… n – операции технологических процессов изготовления m деталей |
фрезерных, сверлильных (с применением многошпиндельных головок) станков, станков с программным управлением. Оборудование комплектуется и располагается по технологическому маршруту обработки наиболее сложной и трудоемкой детали в группе, остальные детали обрабатываются с пропуском отдельных позиций инструмента или рабочих мест.
Групповая обработка способствует:
- снижению трудоемкости и себестоимости изготовления деталей;
- улучшению использования оборудования и оснастки;
- применению более прогрессивных методов обработки деталей;
- увеличению числа деталей в партии;
- ускорению ТПП.
Групповые ТП проектируются в следующем порядке:
1. Подбор группы деталей, выбор или проектирование комплексной детали, разработка группового маршрута и схем групповых наладок, ориентировочное определение основного времени обработки;
2. Разработка наладки для комплексной детали, присоединение к ней остальных деталей, определение штучного времени и загрузки станков;
3. Уточнение требований к станку (необходимость модернизации или специализации);
4. Разработка конструкции приспособления и инструментальных наладок, определение режимов обработки и уточнение норм времени;
5. Оформление технологической документации, включающей все данные для обработки каждой детали, и компоновочных чертежей.
Дата добавления: 2016-06-29; просмотров: 3243;
Поиск по сайту
Узнать еще
- Автоматизация составления технического задания и технической концепции на проектирование (подбор) муфты
- Анализ и проектирование
- Анализ понятий «Проектирование» и «Конструирование»
- Б) Проектирование, рекогносцировка и закрепление точек хода
- Введение в проектирование сетей
- Внешнее проектирование.
- Вопрос 1. Проектирование форм и работа с ними.
- Даталогическое проектирование

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
