Коррекция и компенсация размеров инструмента
Функцию инструмента обозначают адресом Т некоторым числом (например, слово Т9 представляет собой инструмент номера 9). Инструментальный комплект состоит из инструмента и инструментальной державки [2, 6].
В процессе обработки режущая кромка инструмента должна точно следовать вдоль запрограммированной траектории. В силу различия используемых инструментов, их размеры должны быть учтены и введены в систему управления перед началом воспроизведения программы. Только в этом случае траектория может быть рассчитана безотносительно к параметрам используемых инструментов. После того как инструмент установлен в шпиндель и активизирована соответствующая коррекция (компенсация его размеров), система ЧПУ автоматически принимает в расчет эту коррекцию [2, 6].
Коррекция и компенсация размеров инструмента для осевого инструмента осуществляется на длину инструмента и его радиус (в основном фрезы), в то время как для станков токарной группы коррекция и компенсация размеров инструмента ведется по каждой из осей. Функция Н осуществляет компенсацию длины, а функция D – компенсацию радиуса (рис. 3.9).
Коррекция на длину инструмента и его радиус позволяет компенсировать разницу между фактическим и программируемым размерами каждого инструмента. Это позволяет корректировать размеры детали без изменения самой УП, что существенно сокращает время «обкатки» программы непосредственно на станке.
Коррекцию на длину инструмента программируют при помощи функции G43 (G44) и слова D, которые действуют до отмены и при необходимости записываются перед каждой корректируемой координатой. При этом знак коррекции определяется функцией G43 (G44), а адрес (номер) величины коррекции определяется словом D [2, 6].
При наличии функции G43 к перемещению в кадре (по данной координате) прибавляется введенная коррекция со знаком. При наличии функции G44 к перемещению в кадре (по заданной координате) прибавляется введенная коррекция с обратным знаком [6].
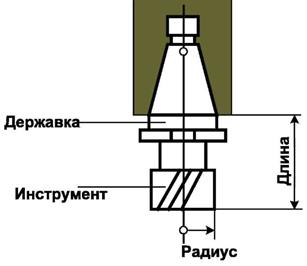
Рис. 3.9. Коррекция и компенсация размеров осевого инструмента
Пример кадра, перемещения которого корректируют функциями G43 и G44, имеет вид: G43 D01 X-100 G44 D02 Y200 [6].
Если принять, что величины коррекции D01 и D02 соответственно равны +10 и +20, то к перемещению по координате X (–100) прибавляется коррекция +10, а к перемещению по координате Y (+200) прибавляется коррекция –20. В результате перемещение по координате X становится равным –90, а по координате Y + 180 [6].
Функция G40 отменяет функцию G43 (G44) и слово DXX по всем координатам. Фактическая отмена (компенсация) введенной коррекции по конкретной координате происходит в том кадре, в котором задается перемещение по данной координате [6].
Вводить коррекцию наклонных линейных участков при помощи функции G43 (G44) не рекомендуется. В этом случае лучше использовать функцию компенсации радиуса инструмента G41 (G42) [6].
Функция компенсации является модальной и может быть изменена вызовом другой функции компенсации или отменена путем программирования [6].
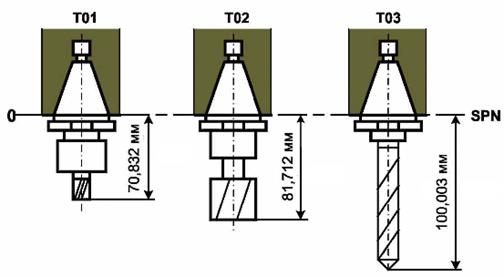
Компенсация длины возможна двумя способами: по отношению к передней плоскости шпинделя (рис. 3.10, а) и по отношению к «нулевому инструменту» (рис. 3.10, б). В обоих случаях величины компенсации сохраняются в соответствующей таблице [6].
На рис. 3.10, а для T01 величина осевой коррекции инструмента составит Н1 = 70,8320 мм, для Т02 – Н2 = 81,7120 мм, а для Т03 – Н3 = 100,0030 мм. В данном случае знак компенсации может быть только положительным [6].
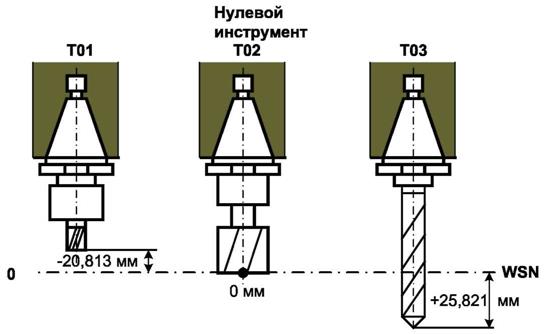
Во втором случае выбирают «нулевой инструмент», торцевая плоскость которого WSN (Workplane for Setting Null) служит для настройки и определения компенсации для всех остальных инструментов. «Нулевой инструмент» (Т02 на рис. 3.9, б) имеет нулевое значение компенсации. Знак компенсации может быть положительным или отрицательным.
Например: для Т01 – Н1 = –20,813 мм, для Т02 – Н2 = 0, а для Т03 – Н3 = 25,821 мм [6].
Для пояснения принципов коррекции на радиус инструмента необходимо пояснить работу инструмента по УП. Центр фрезы движется по эквидистантной траектории, параллельной контуру детали, отстоящей от нее на величину, равную радиусу фрезы. Эквидистантную траекторию называют также траекторией центра фрезы. Значения компенсации для различных инструментов вносят в таблицу.
Например: для Т01 величина D1 = 14 мм (при диаметре фрезы 28 мм); для Т02 – D2 = 22 мм (при диаметре фрезы 44 мм). Детали эквидистантной коррекции (компенсации) будут рассмотрены при анализе G-инструкций G40, G41 и G42 ниже [6].
|
| а) |
|
| б) |
Рис. 3.10. Компенсация длины инструмента: а – по отношению к передней плоскости шпинделя; б – по отношению к «нулевому инструменту» [6]
Так называемая «комплексная компенсация» представляет собой набор компенсационных данных, например, для компенсации на длину в операциях с несколькими сверлами или коррекцию на расположение режущей кромки [6].
Дата добавления: 2016-06-22; просмотров: 8159;
Поиск по сайту
Узнать еще
- А вот и обещанная статья о принципах Дезинфекции и стерилизации металлического инструмента.
- Акушерский инструментарий
- Аэродинамическая компенсация
- Аэродинамическая компенсация
- Аэродинамическая компенсация рулей
- АЭРОДИНАМИЧЕСКАЯ КОМПЕНСАЦИЯ. ТРИММЕР
- Безопасная эксплуатация оборудования, инструмента, приспособлений, инвентаря, транспортных средств, предохранительных и оградительных устройств.
- БЛОК II. «Коррекция зависимости от окружающих»

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
