Зуборезные головки для чистового нарезания типа HARDAC, SINGLE CYCLE, HELIXFORM.
Зуборезная головка HARDAC используется для качественной, производительной обработки шестерен обкатных и полу обкатных передач. Головки могут быть использованы для комбинированной или чистовой обработки колес и шестерен.
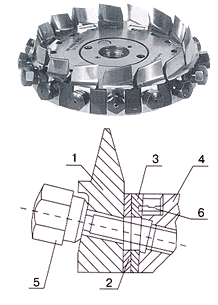
Резцы (1), подкладки (2), клинья (3) крепятся в пазах корпуса (4) винтами (5) со специальной упорной резьбой, резцы имеют опорные буртики, опора на буртики исключает перекос резца в пазу корпуса. Резцы в головке имеют точную, до 0,001 регулировку радиального биения, это обеспечивается перемещением клиньев (3) за счет вращения регулировочных винтов (6). Точное угловое положение резцов в головке достигается применением корректирующих клиньев - клиньев, имеющих определенный ряд угловых значений.
Зуборезная головка HELIXFORM предназначена для чистовой обработки колес полу обкатных передач. Обработка зуба колеса осуществляется за один оборот головки. HELIXFORM - головка-протяжка. В головке имеются осевые и радиальные перепады от резца к резцу.
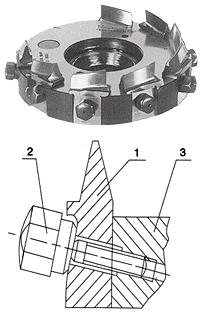
Резцы (1) крепятся в пазах корпуса винтами (2), ось которых имеет наклон 10° для обеспечения надежного крепления резцов.
Для нарезания конических прямозубых колес круговые протяжки "REVACYCLE" для черновой, чистовой, комбинированной обработки.
Для зубообрабатывающего оборудования проектируют и изготавливают прецизионные зажимные патроны и быстро изнашиваемые элементы к ним (цанги, мембраны).
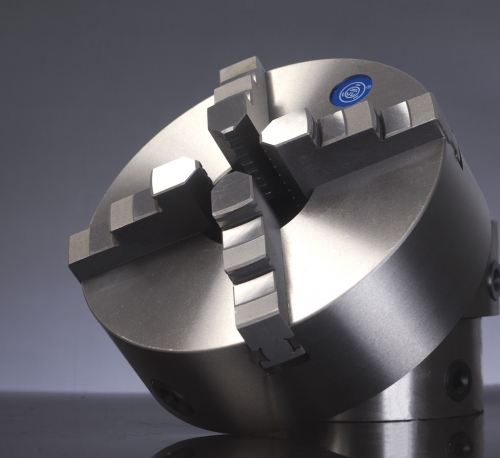
Зажимной патрон — специальное устройство для крепления деталей или инструмента на оси шпинделя.
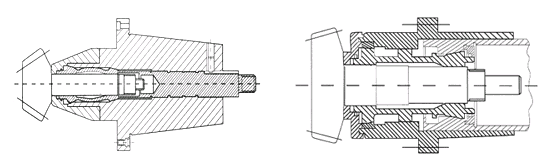
Цанговые патроны. Цанговые патроны применяют главным образом для закрепления или для повторного зажима заготовок по предварительно обработанной поверхности.
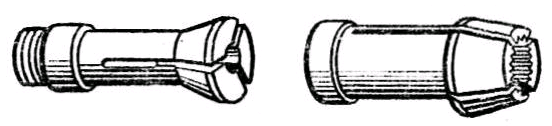
Зажимная цельная цанга выполняется в виде втулки с пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок диаметром до 3 мм, с четырьмя — диаметром до 80 мм, и с шестью — диаметром свыше 80 мм. Угол при вершине конуса цанги обычно равен 30 градусам. Для обработки заготовок малого диаметра применяют зажимные разъемные цанги, у которых кулачки разводятся пружинами. В некоторых случаях применяют разъемные цанги со сменными вкладышами, форма и размеры которых зависят от формы и размеров обрабатываемого прутка. Цанговый патрон также служит для крепления концевого режущего инструмента (сверла, фрезы, метчики) с небольшим диаметром хвостовика. Инструмент в таком патроне фиксируется в сменной цанге, которая, в свою очередь, фиксируется в патроне гайкой. При закручивании гайки цанга вдавливается внутрь патрона и, за счет своей формы, упруго деформируется, обжимая инструмент.
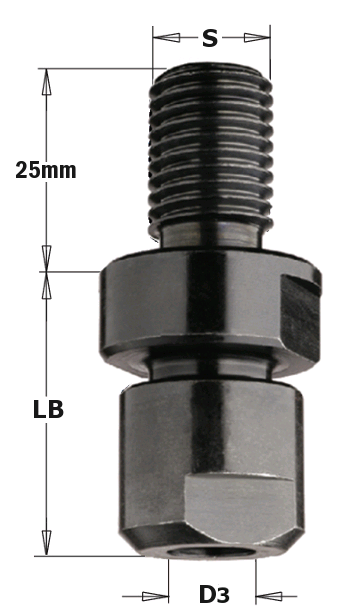
Недостатком такого патрона является то, что для инструмента с различным диаметром хвостовиков требуются разные цанги. Несмотря на это, цанговый патрон получил очень широкое распространение благодаря своей простоте и надежности. Наиболее широко распространены патроны с цангами типа ER.
Основной рабочий элемент цангового патрона – это втулка с несколькими осевыми прорезями, которые разделяют ее на лепестки, которых, зависимо от диаметра заготовок, бывает три, четыре или шесть. Подобные лепестки играют роль кулачков, которые обжимают деталь, что вставляется внутрь втулки. Цанги бывают подающими и зажимными. Подающая цанга представляет собой стальную закаленную втулку с тремя неполными разрезами, что формируют лепестки с поджатыми концами друг к другу. Зажимные цельные цанги изготавливают в виде втулки с лепестками пружинящегося типа.

Сцепление возрастает вследствие сужения прорезей при процедуре вдавливания цанги в патрон конической частью. Устройство токарного патрона с цангой с технической точки зрения имеет некоторые преимущества перед прочими зажимными устройствами – у детали, которая закреплена в цанге, радиальные биения изделия настолько незначительные, что ими спокойно можно пренебречь.
Преимущественная сфера использования таких патронов – зажатие цилиндров, коротких прутков или втулок для обработки. Они применяются для фиксации фрез, сверл, наконечников гайковертов и метчиков. Цанговые патроны пользуются популярностью при вторичном зажиме заготовки с обработанной поверхностью. При несоответствии профиля обрабатываемого изделия форме цангового отверстия принято применять сменные вкладыши.
В автоматах продольного точения цанговый патрон служит по существу вместо токарного, то есть в него зажимается обрабатываемая деталь. Причина такого решения заключается в малом диаметре обрабатываемых деталей. Цанги для автоматов продольного точения существенно отличаются по конструкции от обычных цанг. При этом на таком станке наряду со специальными цангами для зажима детали могут использовать стандартные для зажима инструменты.
Мембранные патроны
Самую высокую точность центрирования деталей обеспечивает мембранный патрон. Упругие мембраны крепятся к фланцу патрона болтами. Подобная мембрана имеет от 3 до 8 кулачков со сменными губками. Некоторые конструкции мембранных патронов имеют кулачки, которые закрепляются к мембране болтами. Заготовки устанавливаются до упора в разжатые губки торцом в штифты, отключается пневмопривод, мембрана пытается возвратиться в исходное состояние и зажимает губками заготовку.
Большое число кулачков на мембранном токарном патроне способствует центрированию изделия с точностью 0,05 миллиметров и выше. Из-за небольшой силы крепления заготовки подобные патроны используются на чистовых операциях при небольшом сечении снимаемой стружки. При установке заготовок в мембранный патрон пневмопривод используется исключительно для разведения кулачков, поэтому совершение действий с таким патроном безопасно. В случае внезапного уменьшения давления в сети во время обработки заготовка все также надежно в патроне удерживается упругими силами мембраны.
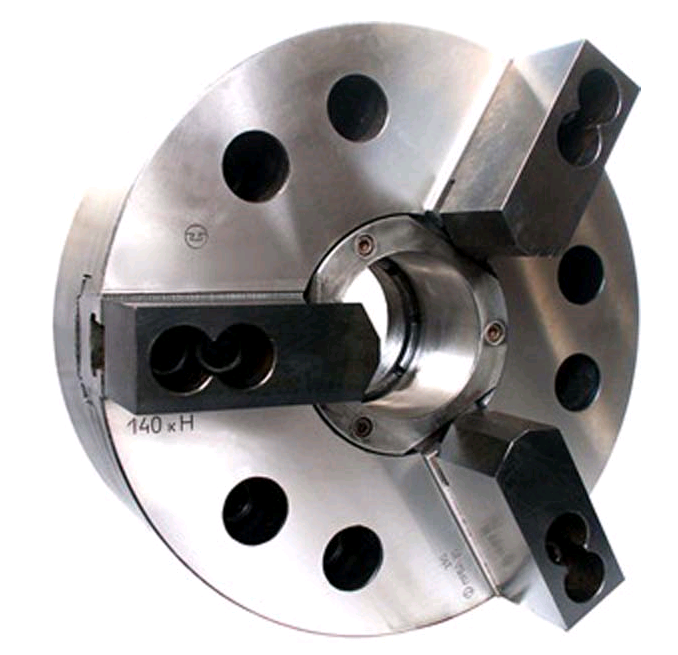
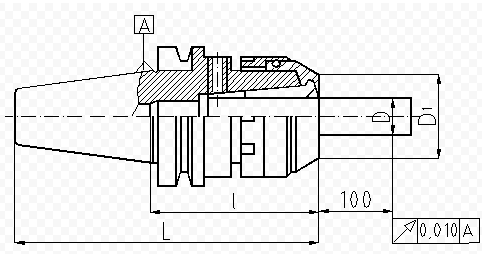
Цанговые, мембранные патроны являются быстродействующими, обеспечивают центрирование и точное закрепление деталей, удобны при установке деталей на станок. Точность оснастки соответствует требованиям фирмы "Gleason" (Радиальное биение закрепленной в патроне заготовки - 0,005 мм).
Дата добавления: 2016-05-30; просмотров: 3343;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- IDL-описаниеи библиотека типа
- III. Порошки для стирки и мытья

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
