Оборудование для автоматической сварки.
Применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные) головки и сварочные тракторы. Они производят следующие операции: возбуждение дуги, непрерывную подачу в зону дуги электродной проволоки и флюса в процессе сварки, перемещение
сварочной дуги вдоль свариваемого шва, гашение дуги в конце сварки.
Важным условием, обеспечивающим нормальный устойчивый процесс автоматической сварки, является равенство скорости подачи электродной проволоки и скорости ее плавления.
К автоматам с переменной скоростью подачи, у которых скорость подачи электродной проволоки плавно изменяется в зависимости от напряжения сварочной дуги, относится трактор типа АДС-1000-2 завода «Электрик». Он имеет два двигателя для подачи проволоки и его передвижения, что усложняет и утяжеляет конструкцию, но делает ее более универсальной. Трактор АДС 1000-2 рассчитан на сварку электродной проволокой диаметром 3-6 мм силой Тока до 1200 А. Скорость сварки равна 15-70 м/ч. Применяется обычно для сварки под флюсом переменным током. В качестве источника питания может использоваться трансформатор ТСД-1000-3. Без флюса и электродной проволоки масса трактора около 60 кг.
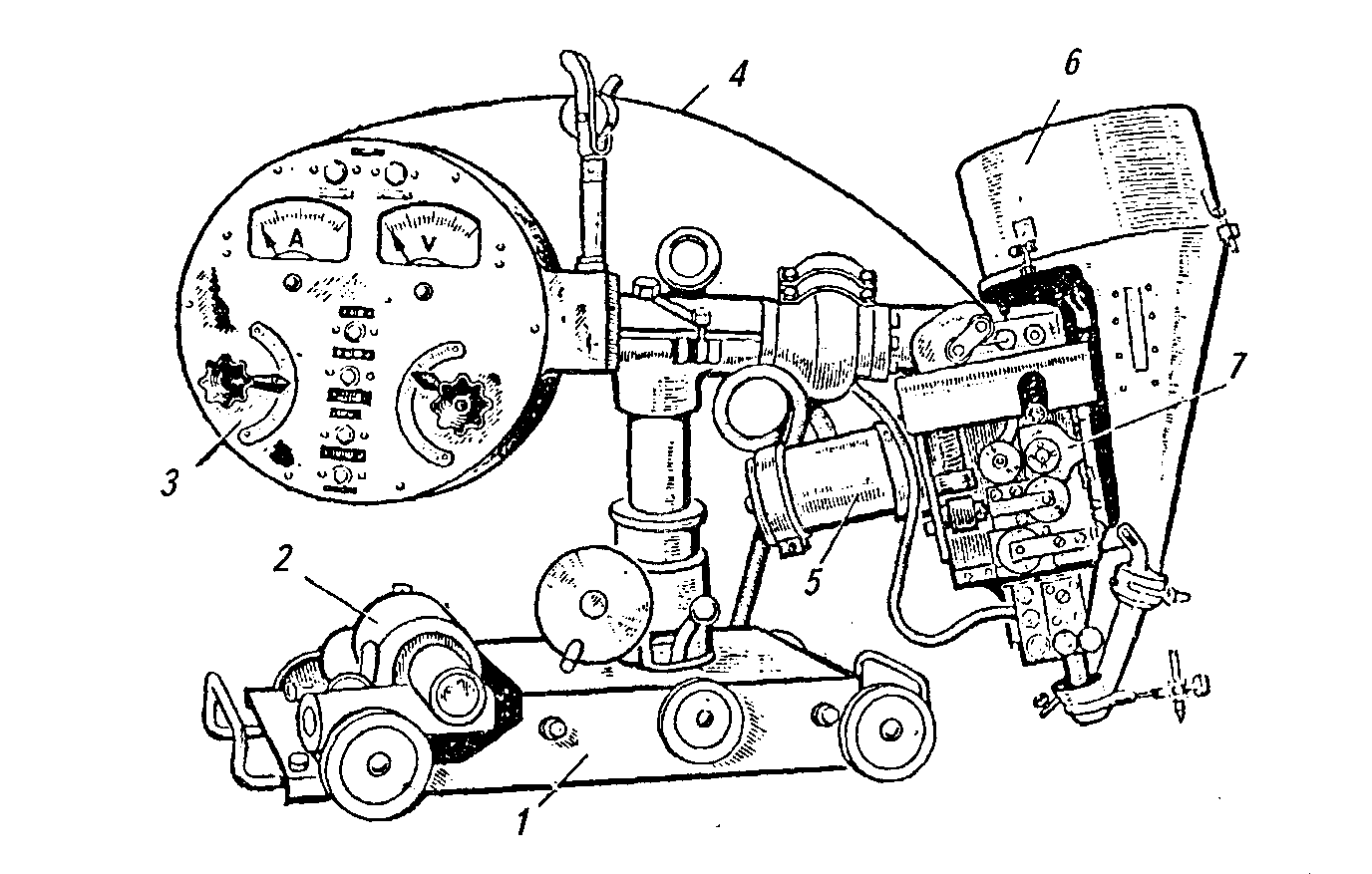
Рис. 2.2 Сварочный трактор АДС-1000-2: 1 — самоходная каретка;
2 — электродвигатель для передвижения автомата; З — пульт управления с кассетой для проволоки; 4 — электродная проволока;
5 — электродвигатель механизма подачи проволоки; 6 — бункер для флюса; 7— механизм подачи проволоки.
Самоходный автомат типа АБС (А-184) предназначен для сварки электродной проволокой диаметром З-6 мм на переменном и постоянном токе до 1500 А продольных и кольцевых швов, стыковых угловых и нахлесточных соединений толщиной от 5 до З0 мм, наплавки вращающихся цилиндрических деталей. Автомат имеет отдельные приставки для наплавки ленточным электродом, тремя электродами, сварки в среде защитных газов.
Автомат смонтирован из трех узлов (комплектов).
Комплект А представляет собой подвесную сварочную головку, состоящую из подающего механизма 3 , мундштука 1 с правильным устройством 2, пульта управления 4 и механизма для направления движения головки по шву. Сменными шестернями механизма подачи регулируется скорость подачи проволоки в пределах 28,5-225 м/ч.
Комплект Б состоит из подъемного механизма для подвески и вертикального подъема сварочной головки, флюсоаппаратуры 6 и катушки 5 для электродной проволоки.
Комплект С самоходная тележка велосипедного типа для передвижения автомата по двум швеллерам, лежащим в одной вертикальной плоскости.
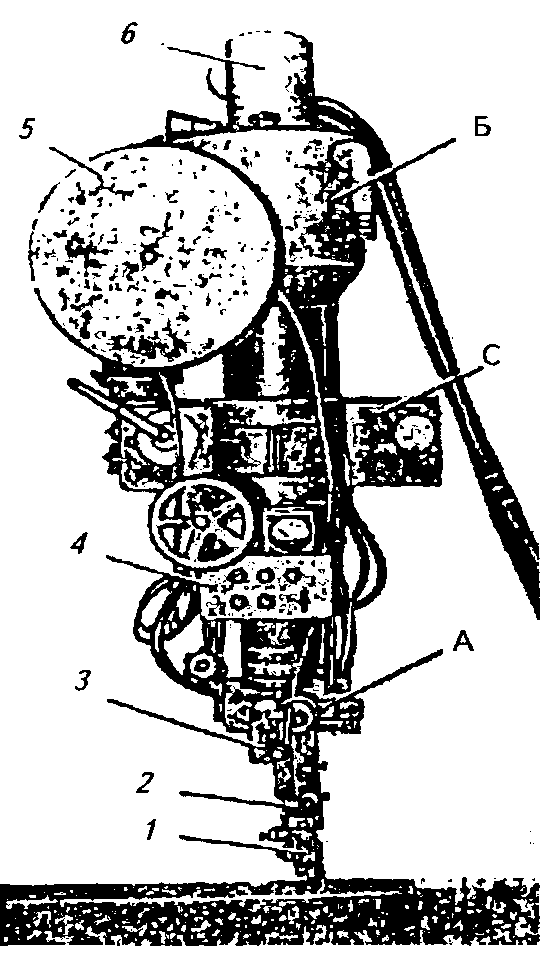
Рис. 2.3
Автомат снабжен шкафом управления, который может использоваться при сварке на переменном и постоянном токе.
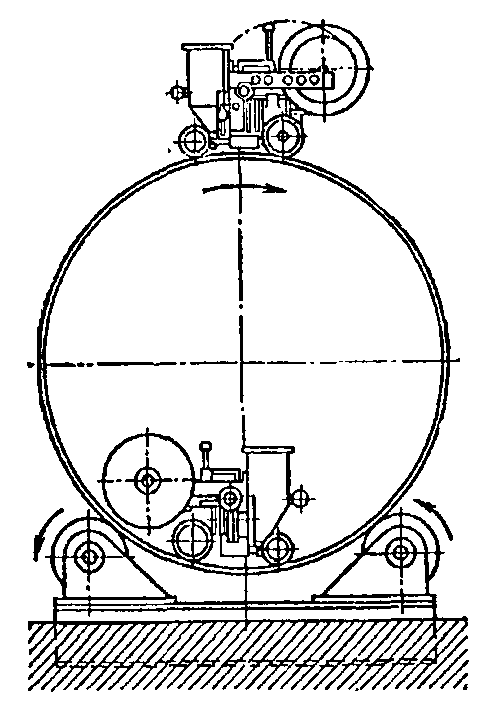
Автомат АБС может быть использован в различных вариантах. Например, при сварке кольцевых швов цилиндрических конструкций или наплавке тел вращения автомат может не перемещаться и потребность в узле С отпадает.
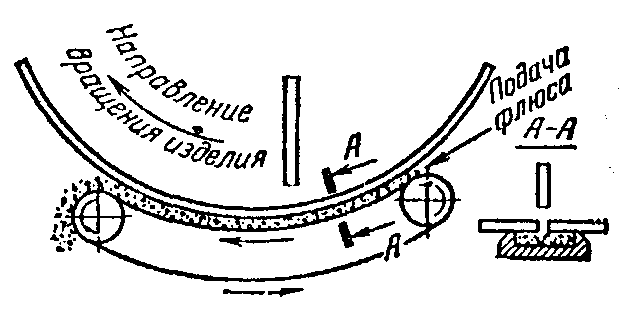
Флюсоременная подушка
Рис. 2.4 Стенд для сварки кольцевых швов
Дата добавления: 2020-03-21; просмотров: 701;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ
- IV. Сложнолегированные сплавы для горячего изостатического прессования (ГИП).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
