Автоматическая система управления технологическим процессом (АСУТП)
Основной задачей автоматического управления процессом электролиза является исполнение следующих базовых функций:
- поддержание заданного напряжения на электролизёре путём регулирования междуполюсного расстояния;
- поддержание заданной концентрации глинозёма в электролите путём дозированной подачи Al2O3 с помощью систем АПГ;
- стабилизация криолитового отношения путём автоматизированной корректировки электролита фтористым алюминием.
Соответственно структура управления включает контур стабилизации приведенного напряжения Uпр, контур поддержания оптимальной концентрации глинозёма и контур поддержания заданного криолитового отношения. Разрабатываются и более сложные системы, позволяющие исполнять не только указанные выше функции, но и поддерживать тепловой баланс и стабильность ванны с учётом объёма электролита, наличия осадка Al2O3, МПР и др. (В.Юрков, В.Манн, К.Никандров, О.Требух).
Другие функции АСУТП включают автоматическое сопровождение основных технологических операций: обработки ванн, выливки металла, гашения анодных эффектов, замены анодов (перестановки штырей) и др. В рамках этой системы производятся технологические измерения, в том числе температуры электролита, уровней металла и электролита, перепадов напряжения в аноде и подине и др. Информация о текущих значениях этих параметров процесса вводится в состав информационного обеспечения системы и используются в целях контроля и управления технологией.
Современные системы управления строятся многоуровневыми (рис. 9.5), где все основные функции по стабилизации технологического режима электролизёров должны выполняться на нижнем уровне управления («уровень электролизёров»). Для этих целей используются программируемые логические контроллеры и шкафы управления электролизёрами (ШУЭ) для каждых одного или пары электролизёров, устанавливаемые в непосредственной близости от ванн (рис. 9.6). Контроллер, перемещая анод, регулирует МПР, а также управляет работой АПГ без вмешательства головного компьютера верхнего уровня.
Автоматическое сопровождение других операций (выливка металла, замена анодов, перетяжка рамы и др.) также производится на нижнем уровне управления с помощью ШУЭ.
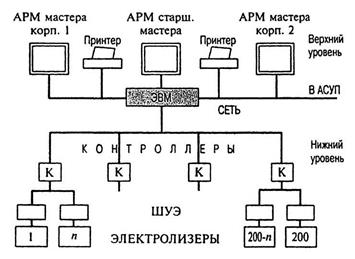
Рис. 9.5. Двухуровневая структура АСУТП электролиза
(Локшин Р.Г., ВАМИ)
Таким образом, на нижнем уровне АСУТП строится непосредственное управление работой электролизёра. Здесь же производится индикация основных параметров, контролируется состояние оборудования и в случае необходимости обеспечивается ручное управление электролизёром.
Технические средства нижнего уровня включают панель управления с индикацией, блок приёма входной информации, вычислительный блок, а также блок формирования управляющих действий, способный управлять исполнительными механизмами электролизёра (приводом анодного устройства, катушкой клапанов АПГ, сигнализацией анодных эффектов и др.).
Все вычислительные операции на нижнем уровне выполняются промышленными контроллерами, позволяющими реализовать сложные алгоритмы управления электролизёрами.
Верхний уровень управления («уровень серии») предназначен для контроля и управления процессом электролиза в пределах серии, для ведения базы данных и подготовки сводок для автоматизированных рабочих мест (АРМов). Этот уровень обеспечивается ЭВМ, установленной на центральном пункте управления. Полученная информация используется для принятия решений по изменению технологических режимов и оптимизации процесса электролиза. На верхнем уровне осуществляется также связь АСУТП с системами управления предприятием и диспетчерской службой. Часть этой информации передаётся в вычислительный центр предприятия, являющийся фактически третьим уровнем системы управления производством.
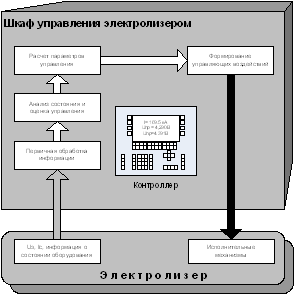
Рис. 9.6. Типовая алгоритмическая структура шкафа управления электролизёром (Березин А.И., ООО «ИТЦ» РУСАЛ)
Использование многоуровневой структуры обеспечивает высокую надёжность функционирования АСУТП – если один шкаф управления вышел из строя, то автоматическое управление теряется только на одном-двух электролизёрах, а остальные продолжают работать в автоматическом режиме.
Одной из конечных целей управления процессом электролиза можно считать повышение выхода по току. Постановка задачи управления, нацеленная на получение максимума выхода по току, предусматривает создание математической модели объекта управления, включающей систему уравнений связи между соответствующими параметрами процесса. К этим параметрам можно отнести, главным образом, температуру электролита, концентрацию глинозёма в электролите, к.о. и междуполюсное расстояние.
Со снижением температуры электролита (в том числе перегрева относительно температуры ликвидуса) уменьшаются потери алюминия с обратными реакциями и растёт выход по току. То же самое происходит с увеличением МПР из-за снижения контакта растворённого алюминия с анодными газами. Что касается концентрации глинозёма, то задача эта многоплановая и решение её лежит в области малых концентраций глинозёма.
Следовательно, для получения наибольшего выхода по току система должна стабилизировать температуру и перегрев электролита на заданном уровне, поддерживать повышенные значения МПР, а концентрацию глинозёма удерживать в области низких значений. Однако реализация такого управления ограничена тем, что число активно регулирующих воздействий невелико: это перемещение анода, управление подачей глинозёма и фтористого алюминия.
В конечном счёте, общая задача управления электролизом может быть разделена на следующие операции:
- определение оптимальных значений концентрации глинозёма и поддержание их на заданном уровне с помощью программного обеспечения и технических средств управления АПГ;
- стабилизация к.о. на уровне заданного значения с помощью системы АПФ;
- стабилизация приведенного напряжения (напряжения электролизёра, приведенного к номинальному току серии) на уровне заданного значения, что сводится к традиционному управлению перемещением анодного массива; с течением времени в результате накопления металла, расходования анода при электролизе, выливки металла и др. значение МПР изменяется и функция АСУТП заключается в гибком регулировании МПР с учётом вывода напряжения на уровень заданного.
Техническое и программное обеспечение систем АСУТП постоянно обновляется и совершенствуется. В качестве примера можно привести АСУТП «Тролль» фирмы ТоксСофт для серии электролиза с обожженными анодами, которая имеет следующий состав уровней.
Состав нижнего уровня:
-блоки управления (БУ) – каждый БУ управляет двумя электролизерами и содержит в своём составе управляющий контроллер, силовую часть (пускатели двигателей) и выходные модули управления механизмами АПГ;
-контроллер тока и напряжения серии (КТНС) – служит для считывания, обработки, хранения и передачи на БУ параметров тока серии;
-концентратор сети корпуса (КСК) – служит для передачи информации от контроллеров на верхние уровни управления;
-технологическая сеть корпуса – объединяет все БУ, КТНС и КСК в корпусе оптоволоконными линиями связи.
Состав верхнего уровня:
-автоматизированное рабочее место (АРМ) оператора – предназначено для круглосуточного контроля состояния электролизеров, управления технологическим процессом, выдачи звуковых сообщений и для других функций оперативного управления;
-АРМ клиента системы – включает в себя все функции АРМ оператора, а также позволяет анализировать информацию о работе корпуса, включая просмотр и печать графиков, суммарной информации, стандартных и произвольных сводок;
-сервер базы данных (СБД) – хранит всю архивную (хранимую) информацию о работе электролизеров, позволяет просматривать и печатать графики, сводки за любой период времени (до трёх лет);
-сервер реального времени (СРВ) – хранит всю текущую информацию о работе электролизеров, обеспечивает передачу данных и команд в реальном времени с нижнего уровня на верхний и обратно, обеспечивает занесение поступающих с нижнего уровня данных в СБД.
В процессе работы АСУТП выполняет следующие функции управления производством, взаимодействия с технологическим персоналом, накопления, хранения и обработки информации.
Функции обработки технологической информации:
-сбор и первичная обработка дискретных и аналоговых сигналов;
-расчет технологических параметров работы электролизера (приведенное напряжение, средние значения рабочего и приведенного напряжения за различные периоды, расход электроэнергии по каждому электролизеру).
Функции взаимодействия с персоналом:
-индикация параметров работы электролизера или уставок регулирования на панели БУ и АРМ оператора, АРМ мастера;
-ручное управление оборудованием электролизера (переключение режима управления анодом «ручной»/«автоматический», включение/выключение режимов сопровождения регламентных операций, ручное перемещение анода) как с БУ, так и с АРМа оператора и АРМа мастера;
-изменение уставок и параметров управления электролизером с АРМ оператора, АРМ мастера и панели БУ;
-ввод измененных программ нижнего уровня и изменение их параметров с АРМ оператора.
Функции обмена и хранения информации:
-хранение информации о работе электролизеров в Блоках Управления не менее 3 суток;
-хранение информации на верхнем уровне (в Базе Данных) по всем электролизерам в течение месяца, а в виде архива – не менее 3 лет;
-передача текущей информации о работе системы: значений тока серии от КТНС к БУ, текущих технологических параметров от БУ и КТНС к АРМ оператора корпуса, команд оператора и мастера по управлению и изменению уставок от АРМов к БУ;
-передача суммарной информации о работе системы от БУ и КТНС на верхний уровень по мере накопления и по запросам.
Функции управления анодом:
-управление приводом анода в автоматическом режиме с выдачей определенных алгоритмами дискретных сигналов включения/выключения пускателей;
-ручное управление анодом с клавиатуры БУ и АРМ оператора и мастера;
-автоматическое поддержание МПР.
Функции сопровождения особых ситуаций и регламентных работ:
-прогнозирование и сопровождение анодных эффектов; обнаружение и устранение МГД–нестабильности; сопровождение снижения и отключения тока серии;
-сопровождение выливки металла, сопровождение замены анодов или перестановки штырей; сопровождение перетяжки анодной рамы; ручное устранение перекоса анодной рамы; сопровождение обработки;
-ручной и полуавтоматический режим (таймер) управления АПГ; поддержание концентрации глинозема (автоматический режим АПГ); управление частотой анодных эффектов; управление дозатором AlF3 по алгоритму поддержания к.о.
Алгоритмы сбора и обработки технологической информации
Система считывает и обрабатывает аналоговые дискретные сигналы, характеризующие параметры работы оборудования электролизера. Все аналоговые сигналы считываются с периодом »55 мс, производится подавление помех и усреднение сигналов за 1 секунду. Сигнал тока серии передается по технологической сети в Блоки управления 10 раз в секунду.
По значениям рабочего напряжения электролизера, тока серии, уставок номинального тока серии и обратной ЭДС в Блоках Управления производится расчет приведенного напряжения электролизеров с периодом 1 раз в секунду. Значения рабочего и приведенного напряжения усредняются по 3 и 15 секундам, 1 и 3 минутам для использования в алгоритмах управления.
Алгоритмы взаимодействия системы с технологическим персоналом предусмотрены на всех уровнях системы. Блоки Управления предоставляют персоналу цеха электролиза возможность просмотра технологических параметров, ручного управления оборудованием и изменения уставок управления подключенных к ним электролизеров (с парольным ограничением доступа).
Изменение технологических параметров
При помощи клавиш «+», «—», «Ввод», расположенных под индикаторами на Блоках Управления, возможно изменение технологических параметров (уставок) управления электролизерами. С АРМ Оператора и АРМ Старшего Мастера возможно изменение уставок любого электролизера, группы электролизеров или корпуса в целом (например, уставок номинального тока).
Система проверяет соответствие вводимых уставок заданным границам. Перед изменением уставок с панели Блока Управления должен быть введен индивидуальный пароль (паролем защищаются и другие действия с БУ, например включение регламентных режимов). По каждому паролю существует перечень разрешенных/запрещенных действий.
Автоматическое поддержание МПР
В процессе работы алгоритма автоматического поддержания МПР определяется текущая цель регулирования, состоящая из уставки напряжения и добавок, определяемых алгоритмами выливки, перетяжки, устранения МГД - нестабильности и др., а также отклонения усредненного за 3 минуты приведенного напряжения от заданного.
Если автоматическое поддержание МПР разрешено (не включены режим «Анод Руч.» или режимы сопровождения регламентных операций), нет запрета от алгоритма сопровождения анодного эффекта, а отклонение напряжения от цели выходит за заданные пределы dU, то определяется время и направление работы привода анода (подачи), необходимых для возврата напряжения к цели, и выдается соответствующая команда. После выполнения этой операции определяется ее результат (изменение напряжения) и корректируются расчётные параметры необходимого времени подачи. Параметры выполненной подачи заносятся в список событий и передаются на верхний уровень.
Управление АПГ и АПФ
Управление питанием работает раздельно для дозатора и пробойника и осуществляется выдачей дискретных сигналов включения пневматических клапанов. Управление позволяет изменить уставку для каждого отдельного питателя при сохранении количества подаваемого глинозёма. Циклограмма срабатывания пневматических клапанов обеспечивает пробивку корки электролита пробойником и засыпку сырья дозатором в заданном количестве.
Алгоритмы, работающие для АПГ, индуцируют выдачу сигналов при помощи управляющих воздействий (команд) «Цикл питания». Текущее значение концентрации глинозема вычисляется по косвенным данным - характеру изменения приведенного напряжения при изменении периода АПГ, градиенту напряжения, т.е. его изменению в единицу времени. Алгоритм попеременно увеличивает или уменьшает текущий период срабатывания АПГ, поддерживая концентрацию глинозема в заданных пределах.
Дозатор фтористых солей работает по принципу таймера. Уставка срабатывания рассчитывается на основании сравнения заданного криолитового отношения, вводимого вручную с АРМ Мастера или АРМ Оператора, и реального значения к.о.
Управление частотой анодных эффектов
При работе алгоритма поддержания концентрации глинозема не планируемые анодные эффекты возникают редко. С периодом, заданным уставкой времени между штатными АЭ, включается алгоритм «Поиск Анодного Эффекта», ставящий своей целью искусственно вызвать на ванне штатный анодный эффект. Работа АПГ до возникновения АЭ при этом запрещается. Время работы алгоритма поиска АЭ ограничивается с верхнего уровня. При превышении заданного времени система сигнализирует о прекращении работы алгоритма. По характеру изменения приведенного напряжения алгоритм прогнозирует наступление анодного эффекта за
1,0-1,5 ч с высокой вероятностью. При прогнозе АЭ запрещается автоматическое поддержание МПР.
При возникновении анодного эффекта включается сигнализация АЭ и система голосового оповещения в корпусе. На ваннах, оснащенных АПГ, выдается заданное количество полных циклов питания. Запрещаются автоматическое поддержание МПР и концентрации, регламентные режимы. После снижения напряжения ниже заданного значения, анодный эффект считается погашенным.
После гашения вычисляются параметры анодного аффекта: максимальное и среднее напряжение, продолжительность анодного эффекта, расход электроэнергии. Эти параметры, а также количество повторных вспышек, тип АЭ (штатный/самопроизвольный) и все действия системы и персонала в течение АЭ протоколируются и передаются на верхний уровень.
По истечении заданного времени после гашения АЭ включается запрещенное при его возникновении автоматическое поддержание МПР и концентрации, разрешаются режимы регламентных работ.
Обнаружение и устранение МГ- нестабильности
При отсутствии на электролизере анодных эффектов и регламентных работ система вычисляет амплитуду и период колебаний приведенного напряжения на электролизере. При превышении в течение заданного времени амплитуды порогового приведенного напряжения фиксируется факт наступления на ванне МГД–нестабильности (шумов), выдается соответствующий сигнал на верхний уровень и, при разрешенном автоматическом поддержании МПР, включается алгоритм устранения МГД-нестабильности.
Устранение МГД-нестабильности производится путем корректировки напряжения на электролизере. Для этого поэтапно (заданными ступенями) увеличивается рабочее напряжение. Если по истечении установленного времени МГД-нестабильность не исчезает, то поступает команда подъёма анода на следующую ступень. Если заданное количество ступеней не приводит к устранению МГД- нестабильности, принимается решение о невозможности дальнейшего выполнения этого алгоритма, включается аварийная сигнализация, выдается соответствующее сообщение на верхний уровень и алгоритм отключается. В таком случае необходимо более детальное обследование электролизёра и установление причин МГД-нестабильности (см. раздел 6.5, третий тип «шумов).
Если на какой-либо ступени МГД-нестабильность исчезает, то по истечении определенного времени начинается поэтапное ступенчатое снижение напряжения и приближение его к значению уставки. После этого сведения о МГД-нестабильности и ее устранении протоколируются и передаются на верхний уровень.
Сопровождение регламентных работ
Выливка металла.
Режим «Выливка» включается нажатием клавиши на панели управления БУ и индицируется загоранием светодиода. При включении режима фиксируется напряжение выливки. На время выливки запрещаются автоматическое поддержание МПР и концентрации глинозёма, контроль и устранение МГД - нестабильности. Сообщение о включении режима передается на верхний уровень.
В процессе выливки автоматически осуществляется опускание анода для поддержания фиксированного напряжения выливки. По окончании выливки режим отключается повторным нажатием клавиши, после чего производится протоколирование и передача на верхний уровень параметров выливки. После окончания выливки производится подъём уставки напряжения на заданное время с целью восполнения тепла, утраченного с вылитым металлом. По истечении этого времени производится поэтапное уменьшение напряжения до заданного.
Замена анодов/перестановка штырей.
Режим сопровождения этих операций включается нажатием клавиши на панели управления БУ и индицируется загоранием светодиода. На время замены/перестановки запрещаются автоматическое поддержание МПР и концентрации глинозёма, контроль и устранение МГД - нестабильности. Сообщение о включении режима передается на верхний уровень. По окончании замены/перестановки режим отключается повторным нажатием клавиши, после чего производится изменение уставки напряжения с последующим поэтапным уменьшением её до целевого уровня.
Сопровождение обработки.
В соответствии с заданным графиком обработок на электролизерах за определенное время до начала обработки и на заданную продолжительность запрещаются автоматическое поддержание МПР, концентрации глинозема в электролите и работа АПГ в автоматическом режиме.
Перетяжка анодной рамы.
В соответствии с заданным графиком на электролизёрах производится подъём анодной рамы («Перетяжка») с нижнего уровня на верхний. Автоматическое поддержание МПР при этом запрещается.
9.4. Централизованная раздача и автоматизированное питание ванн глинозёмом
Общие положения
Система централизованной раздачи глинозёма по ваннам (ЦРГ) служит для доставки глинозёма от корпусных силосов в бункеры электролизёров. Из бункеров дозаторы автоматического питания глинозёмом (АПГ) подают глинозём в электролизёры. Пробойники по заданной программе пробивают корку электролита, а дозаторы подают порцию глинозёма.
Использование систем АПГ является одним из направлений снижения затрат труда, автоматизации процесса управления электролизом, а также решения экологических проблем в производстве алюминия, так как применение АПГ способствует герметизации ванн. Кроме того, для современных электролизёров большой мощности с поперечным расположением в корпусах, которые оснащаются стояками ошиновки по продольным сторонам, это единственный способ подачи глинозёма. Использование для этой цели напольной техники невозможно, а загрузка с кранов неприемлема по причине уплотненного графика их работы.
Принцип использования автоматизированного питания глинозёмом строится с учётом диаграммы изменения концентрации глинозёма в электролите (рис. 9.7).
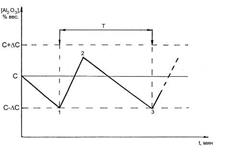
| Рис. 9.7.Концентрация глинозёма в электролите в период между загрузками |
Участок 1-2 диаграммы соответствует периоду работы ванны от момента загрузки дозы глинозёма до начала уменьшения его в результате потребления в электрохимической реакции. Градиент изменения концентрации глинозёма на этом участке определяется разностью скоростей растворения в электролите и расходом его в процессе электролиза.
На участке 2-3 растворение завершено и происходит только уменьшение концентрации глинозёма до первоначального уровня за счет его расхода при электролизе. Моменты питания ванны глинозёмом обозначены на диаграмме стрелками.
При отклонении концентрации глинозёма от заданного (оптимального) уровня С, равного DС, разовая доза глинозёма, загружаемая в электролизёр, составит А=М´DС/100 кг, где М-масса электролита в ванне, кг. Период питания ванны глинозёмом составит Т = А/Р, где Р - скорость потребления глинозёма в электрохимической реакции, кг/мин. Известно, что P = qIhтJ/60, где q – электрохимический эквивалент алюминия, равный 0,336 кг/кА·ч; I – сила тока, кА; hт -выход по току, ед.; J - удельный расход глинозёма, кг/кг Al ; 60 – число минут в часе.
Принимая DС = 0,1 % (мас.), что вполне отвечает требованиям технологии, рассчитаем ориентировочные значения А и Т для электролизёра мощностью 300 кА (I=300кА; hт=0,95; J=1,9кг/кг; М=10 000кг), которые составят соответственно 10 кг и 3,3 мин. Аналогичный расчет для электролизера мощностью 175 кА даёт:
А = 5,8 кг и Т = 3,25 мин.
Как показала промышленная практика, единичная доза глинозёма от одного питателя не должна превышать 1,5- 2,0 кг. В случае превышения этого значения глинозём не успевает полностью раствориться в электролите и выпадает в осадок. Поэтому число дозаторов для электролизёров на 300 и 175 кА составит соответственно 6 и 4 шт. Поскольку значение А зависит от массы электролита, интенсивности циркуляции и др., то при прочих равных условиях рациональное число точечных питателей глинозёма на одной ванне определяется из расчёта 1 шт. на каждые 40-50 кА мощности.
В конкретных случаях подача глинозёма может производиться меньшими дозами, но с повышенной частотой или, наоборот, с максимально допустимыми дозами и небольшой частотой. Опыт работы на мучнистом глинозёме показал, что для компенсации его низкой скорости растворения и предотвращения осадка глинозёма на подине необходимо двукратное снижение разовой дозы, подаваемой через точку АПГ.
С учётом этого разовая доза в одной точке питания для песчаного глинозёма составляет 1,0-2,2 кг, для мучнистого - 0,6-1,0 кг. Следовательно, при использовании мучнистого глинозёма требуется учащенная работа питателей, что не всегда выгодно ввиду увеличения расхода энергии и износа механизмов, а также повышенного уноса глинозёма с пылью. Использование крупнозернистого, хорошо текучего «песчаного» глинозёма с повышенной растворимостью и малым уносом в виде пыли значительно повышает эффективность работы АПГ.
Дата добавления: 2016-06-18; просмотров: 5512;
Поиск по сайту
Узнать еще
- Arthropoda. Клещи. Систематика. Морфология. Медицинское значение.
- Arthropoda. Паукообразные. Систематика. Географическое распространение. Морфология. Скорпионы. Пауки. Медицинское значение.
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- Arthropoda.Систематика.Мошки,мокрецы,слепни,оводы.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское значение,меры борьбы.
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- CRM - стратегия управления взаимоотношениями с клиентом
- Cимпатическая нервная система. Центральный и периферический отдел симпатической нервной системы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
