Сборка и сварка шаровых резервуаров
Сферические газгольдеры (рис.7.3) предназначены для хранения газов под давлением до 1,8 МПа. Их собирают из листовых заготовок пространственной кривизны и сваривают стыковыми швами. В нашей стране типовыми считаются газгольдеры вместимостью 600 и 2000 м3. Термообработка всей конструкции после сварки не производится, поэтому толщина стенок не превышает 36 мм.
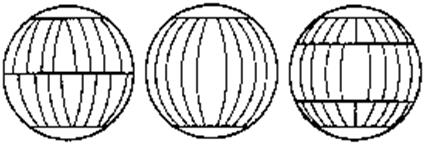
В зависимости от объема применяют три схемы раскроя резервуаров: без экваториального шва (однопоясной) и с экваториальным швом (двупоясной) и с расчлененными лепестками (рис. 7.4). При раскрое, соответствующем первой схеме лепестки получают холодной вальцовкой с помощью специального многовалкового стана, верхние валки которого имеют бочкообразную форму, а нижние, опорные, вогнутую, седлообразную.
Рис. 7..3. Сферический газгольдер.
а б в
Рис. 7.4. Схемы раскроя резервуаров:
а – с экваториальным швом (двупоясной); б – без экваториального шва (однопоясной); в – с расчепленными лепестками.
Два нижних и один верхний валки являются изгибающими, а остальные - калибрующими. Перед вальцовкой вырезают развертку лепестка. Так для сферического резервуара вместимостью 2000 м3 заготовку меридиональных лепестков собирают из трех листов 7000х2100 мм по коротким кромкам и сваривают под флюсом. Вырезку развертки производят по накладному шаблону-копиру. Поскольку полученные лепестки превышают габариты подвижного железнодорожного состава, то после вальцовки их разрезают на две части и укладывают выпуклостью вниз в специальные контейнеры для перевозки их к месту монтажа.
При раскрое газгольдеров с экваториальным швом и с расчлененными лепестками. Сферическую форму заготовкам придают горячей штамповкой. В зависимости от схемы раскроя и в соответствии с конструкцией резервуаров существует три метода сборки: полистовой, укрупненными блоками из двух или более лепестков и из двух полушарий. В зависимости от принятого метода сборки находят применение различные методы сварки. Соединение отдельных элементов конструкций производится ручной дуговой сваркой, например, меридиональных швов; автоматической сваркой при соединении двухлепестковых блоков, электрошлаковой сваркой, при изготовлении днищ. Сборка отдельных элементов конструкций при полистовом или блочном методах осуществляется на клиновых стяжных приспособлениях. Лепестки собирают с зазором  мм. Допускается смещение кромок до 2 мм. V-образная разделка кромок, обращенная внутрь резервуара, применяется для нижнего пояса, и разделка наружу - для верхнего пояса.
мм. Допускается смещение кромок до 2 мм. V-образная разделка кромок, обращенная внутрь резервуара, применяется для нижнего пояса, и разделка наружу - для верхнего пояса.
Для швов среднего пояса применяют Х-образную разделку. Сварка ведется по секциям обратно-ступенчатым способом с проковкой швов (кроме первого и последнего).
Кольцевые экваториальные швы сваривают в таком же порядке с двух сторон вручную. Корень шва подлежит обязательной вырубке. Число слоев 7-8, один из них подварочный.
Автоматическая сварка под слоем флюса резервуаров, собранных из отдельных лепестков, обеспечивает повышение производительности труда в 4-6 раз. Сварка лепестков производится на поворотных стендах, которые обеспечивают сварку всех швов в нижнем положении. Для изготовления различных поясов резервуара емкостью 600 м3 из лепестков требуется шесть стендов: три для сварки наружных швов, и три для сварки внутренних швов. На рис. показан стенд для сварки лепестков. Поворотом рам 1- 2 при помощи троса 3, блока 4 и лебедки 5 относительно горизонтальной оси 6 стык устанавливается по отношению к сварочному трактору 8 в нижнее положение. Установку второго стука в положение для сварки осуществляется поворотом рамы 2 вокруг вертикальной оси Z. Сварка ведется сварочным трактором проволокой диаметром 4-5 мм под флюсом АН-318А. Ручная сварка проводится электродами типа Э 42А.
Монтаж шарового резервуара, после установки металлических опор на фундаменте и их выверки, начинается с установки и выверки днища. После этого при помощи шахт или крана укосины по шаблонам устанавливают лепестки первого и второго поясов, укрепляя их монтажными ребрами жесткости с наружной стороны. Затем устанавливают третий, четвертый и пятый пояса. Их также укрепляют ребрами жесткости с внутренней стороны резервуара. В последнюю очередь устанавливают верхнее днище.
По мере установки отдельных поясов шаблонами проверяют правильность формы резервуара. Допускается овальность до 40 мм и отклонение по диаметру ±20 мм.
При полистовой сборке резервуара сварка осуществляется по мере монтажа отдельных поясов. Сначала свариваются меридиональные швы в первом поясе, и приваривается нижнее днище. Затем в таком же порядке сваривают швы во втором поясе и экваториальный кольцевой шов между поясами, далее сваривают остальные пояса и верхнее днище. Сварка производится вручную или полуавтоматом.
Дата добавления: 2016-06-18; просмотров: 5935;
Поиск по сайту
Узнать еще
- II. Сварка металлов
- А - сборка крыши на смонтированном днище резервуара; б - установка полностью собранной крыши на стенку резервуара
- Автоматическая дуговая сварка под флюсом
- Автоматическая дуговая сварка.
- Автоматическая сварка под слоем флюса
- Автоматическая сварка под флюсом
- Автоматическая сварка под флюсом.
- АРГОНОДУГОВАЯ СВАРКА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
