Изготовление тонкостенных сосудов
Примером тонкостенных цилиндрических сосудов являются баллоны для хранения и транспортировки газов диаметром до 1000мм и высотой 1000¸3000мм (рис. 6.5).
Для изготовления цилиндрической части лист размечают и режут на гильотинных ножницах. После этого на прессе производят подгибку кромок и изгибают на трехвалковой листогибочной машине в цилиндрическую обечайку.
Сборку и сварку продольного стыка производят на специальной установке, оснащенной консолью с формирующей медной подкладкой, на которой собирают стыкуемые кромки, прижимая их устройством клавишного типа с приводом от пневмошланга, создающим равномерно распределенное усилие прижатия кромок вдоль стыка (рис. 6.6). Сваривают стык автоматической сваркой под слоем флюса с обратным формированием шва, для чего в подкладном элементе имеется канавка, определяющая усиление и формирование обратной стороны шва.
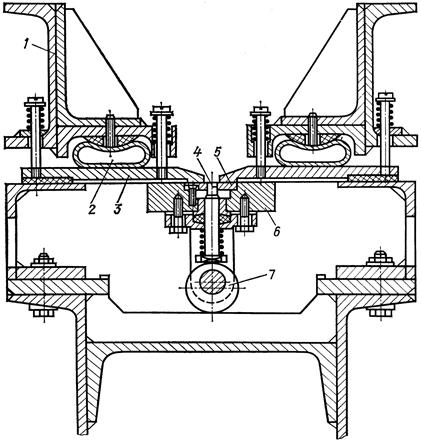
Рис. 6.5. Приспособление для сборки и сварки прямолинейных стыков тонколистовых элементов

Рис. 6.6. Последовательность операций при изготовлении днища.
После сварки продольного стыка обечайка калибруется на трехвалковых вальцах и передается на механическую обработку торцов.
Днища выштамповывают под прессом из листовой заготовки. Кромки обрабатывают на токарном станке. К одному из днищ приваривают в среде углекислого газа патрубок, а к другому - башмак, применяя наклонный вращатель для обеспечения удобного положения для сварки "в лодочку".
Наиболее технологичным вариантом для сборки и сварки поперечных стыков цилиндрической части и днищ является использование остающихся подкладных колец, изготовленных из такого же материала как и свариваемые элементы с толщиной, не превышающей толщину стенки свариваемого сосуда.
Наличие подкладных колец облегчает сборку стыка и центровку соединяемых элементов, обеспечивает гарантированное проплавление кромок и отсутствие непроваров в корне шва. Однако такая технология в особо ответственных конструкциях, подведомственных органам Госгортехнадзора, находит ограниченное применение по следующим причинам:
1. Увеличивается металлоемкость конструкции и снижается рабочий объем сосуда.
2. Создается дополнительная концентрация напряжений, обуславливающая снижение работоспособности.
3. Способствует снижению коррозионностойкости из-за развития щелевого эффекта в полости между внутренней поверхностью стенки сосуда и подкладным кольцом.
С учетом вышеизложенного, часто одностороннюю сварку выполняют на весу, а при наличии лазовых отверстий или патрубков значительного размера, внутрь сосуда можно ввести разборное разжимное кольцо, что позволяет одностороннюю сварку замыкающего шва выполнять на съемной подкладке по обычной технологии.
Соединения элементов арматуры со стенкой сосуда обычно делают стыковыми. Допускаются соединения угловыми швами или рельефной сваркой только для материалов малочувствительных к концентраторам напряжений. Стыковые круговые швы выполняют односторонней сваркой на подкладке с канавкой. Вид сборочно-сварочной оснастки и конструктивное оформление стыка определяются необходимостью плотного прижатия кромок к подкладке, предотвращения их перемещений при сварке и устранения сварочных деформаций, приводящих к местному искажению формы оболочки в зоне шва. В зависимости от формы поверхности стенки сосуда (сферическая или цилиндрическая), материала и толщины свариваемых элементов, конструктивно-технологические решения могут быть различными. Так, например, при вварке фланца в сферический сосуд из алюминиевого сплава АМГ6 целесообразно использовать соединения с буртиком. Технологический буртик предназначен для передачи усилия прижатия фланца на оболочку, обеспечения их соосности и повышения жесткости кромки фланца. Наличие буртика позволяет упростить прижимное приспособление, так как усилие прижатия прикладывается только к фланцу, и предотвратить смещение кромок в процессе сварки, а также уменьшить местные искажения формы оболочки, возникающие в результате усадки кругового шва (рис. 6.7). При небольших размерах сосуда или того элемента, в который вваривается деталь арматуры, сварку кругового шва целесообразно осуществлять неподвижной сварочной головкой при вращении приспособления с закрепленным свариваемым стыком.
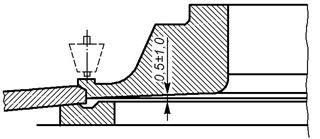
Рис. 6.7. Сварное соединение фланца с буртиком и днища.
При вварке арматуры в узел значительных размеров круговой шов более удобно выполнять сварочной головкой, перемещающейся по поверхности элемента оболочки, закрепленного неподвижно.
Дата добавления: 2016-06-18; просмотров: 5107;
Поиск по сайту
Узнать еще
- Биофизические особенности кровеносных сосудов.
- БОЛЕЗНИ СОСУДОВ И НЕРВОВ
- Болезни эндокарда. Болезни миокарда. Кардиомиопатии. Болезни перикарда. Пороки сердца. Опухоли сердца. Васкулиты. Болезни артерий. Аневризмы. Болезни вен. Опухоли сосудов
- Васкулиты крупных сосудов. Гигантоклеточный артериит
- Влияние электромагнитного излучениямиллиметрового диапазона на экспрессию ангиотензина - 2 в клетках эндотелия сосудов при старении
- Влияние электромагнитного излучениямиллиметрового диапазона на экспрессию молекулы адгезии ICAM в клетках эндотелия сосудов при старении
- Вопрос 2. Патоморфология атеросклеротического поражения сосудов.
- Вопрос 5. Значение анамнеза для выявления факторов риска атеросклротического поражения коронарных сосудов.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
