Технологическая аппаратура
Для выполнения этой работы необходим ультразвуковой дефектоскоп УЗД-64, работающий по принципу отраженного излучения с набором индикаторов. Он состоит из генератора электрических импульсов и генератора развертки, под действием которого электрические импульсы перемещаются по экрану электроннолучевой трубки и блока усилителя.
В качестве генератора импульсов используется конденсатор, который периодически разряжается и через управляемый прибор (тиратрон) посылает импульсы тока в колебательный контур дефектоскопа. Генератором пилообразного напряжения для развертки служит электронная лампа 6Ж4. На лицевой панели дефектоскопа, кроме экрана электроннолучевой трубки, расположены рукоятки режимов работы и рукоятка глубиномера.
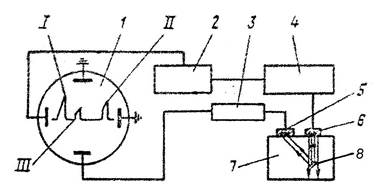
Рис. 5. Принципиальная схема ультразвукового дефектоскопа:
1 – электроннолучевая трубка; 2 – генератор развертки; 3 – усилитель; 4 – импульсный генератор; 5 – приемный индикатор; 6 – передающий индикатор; 7 – контролируемое изделие; 8 – дефект детали; I – служебный импульс; II – донный сигнал; III – эхо-сигнал
Импульсный генератор 4 через равные промежутки времени посылает короткие электрические импульсы на пьезоэлектрическую пластинку передающего индикатора 6, который преобразует эти импульсы в ультразвуковые и направляет в контролируемое изделие 7. Одновременно с этим вступает в работу генератор развертки 2. При отсутствии дефекта ультразвуковые колебания отражаются от противоположной поверхности изделия (дна) и воспринимаются такой же (или той же) пластиной приемного индикатора 5, где они вновь преобразуются в электрические импульсы, которые поступают в усилитель 3, а затем на вертикально-отклоняющие пластины электроннолучевой трубки 1. На ее экране при этом возникает так называемый донный сигнал.
При наличии в изделии дефекта часть ультразвуковых колебаний вначале отразится от него (эхо-сигнал), а остальная часть отразится от противоположной стороны изделия (донный сигнал). Усиленный эхо-сигнал попадает на вертикально-отклоняющие пластины электроннолучевой трубки раньше донного. Вследствие этого на экране левее донного появится эхо-сигнал от дефекта (см. рис.5). Прием эхо-сигналов происходит в промежутке между двумя очередными электрическими импульсами генератора.
Дефектоскоп позволяет определять местонахождение дефекта и оценивать его размеры. Аппарат работает на переменном токе и подключается к сети, как и магнитные дефектоскопы, трехжильным кабелем, третья жила которого служит для заземления металлических частей дефектоскопа.
Индикатор для выявления трещин и рыхлостей против второго ручья поршня 5 дизеля Д100 представляет собой плексигласовый корпус 8 (рис.6), в который под углом 45° вставлены плоские (8×3 мм, 5×14 мм) пьезоэлектрические пластинки 4 и 6 и две индукционные катушки 2. Пластины катушки соединены между собой и со штепсельными разъемами 1 при помощи константановой проволоки. Демпфером у каждой пластины служит эпоксидная смола 3 и 7 с резиной в качестве наполнителя. Собственная (резонансная) частота ультразвуковых колебаний индикатора 2,5 МГц.
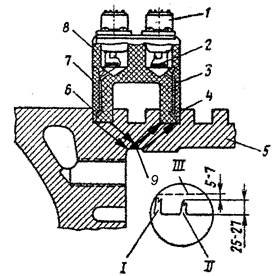
Рис. 6. Индикатор к ультразвуковому дефектоскопу для отыскания трещин в ручьях поршня:
1 – штепсельный разъем; 2 – индукционные катушки; 3, 7 – демпфера
4, 6 – пьезоэлектрические пластинки; 5 – поршень; 8 - корпус; 9 – дефект детали; I – начальный импульс; II – сигнал настройки по бездефектному поршню; III – предельная высота сигналов дефектоскопа
Для контроля коленчатых валов дизелей Д100 используются пять различных индикаторов. Два из них с метками III предназначены для контроля шатунных шеек, два индикатора с метками К - для контроля коренных шеек валов, индикатор с меткой А - для отыскания поперечных трещин на галтели хвостовика вала под антивибратор.
Индикаторы с метками Ш и К с двумя одинаковыми плоскими пьезоэлектрическими пластинами из титанита бария (толщиной 3 и диаметром 18 мм) служат для выявления поперечных трещин, а индикаторы с одной пластиной - для выявления продольных трещин на шейках вала. Корпусы индикаторов с метками Ш и К различаются между собой только радиусами кривизны контактирующих поверхностей.

Рис. 7. Индикатор к ультразвуковому дефектоскопу для отыскания трещин у коренных шеек коленчатого вала дизеля:
1 – корпус; 2 – штепсельное гнездо; 3 – демпфер; 4 – пьезоэлектрическая пластина; 5 – индукционная катушка; Д – дефект на детали
Конструктивное оформление и схема индикатора с меткой К для обнаружения поперечных трещин показаны на рис.7. Как видно, одна из пластин индикатора служит для передачи, а другая - для приема ультразвуковых колебаний.
Шейки коленчатого вала контролируют поверхностными ультразвуковыми волнами, а проверка ручьев поршня ведется наклонными волнами.
Настройка и проварка работы дефектоскопа по эталонам ведется согласно прилагаемому к аппарату руководству.
Порядок контроля
Технологический процесс контроля деталей состоит из следующих операций:
- измерение сопротивления изоляции токопроводящих частей и проверка надежности заземления металлических частей дефектоскопа;
- включение и настройка дефектоскопа;
- подготовка контролируемых деталей;
- контроль деталей.
Измерение сопротивления изоляции и проверка надежности заземления металлических частей ультразвукового дефектоскопа производится так же, как и магнитного дефектоскопа.
Дата добавления: 2018-11-26; просмотров: 1012;
Поиск по сайту
Узнать еще
- А) технологическая схема работы бетоносмесительной установки; б) блок дозирования каменных материалов; в) смесительный блок
- АППАРАТУРА ДЛЯ ГЕОТЕРМИЧЕСКИХ ИССЛЕДОВАНИЙ
- Аппаратура для радиационного контроля на АЭС
- Аппаратура для цифрового кинопоказа
- Аппаратура и методика исследования
- Аппаратура и оборудование высокочастотных трактов радиоцентров ОВЧ-диапазона
- Аппаратура пуска, регулирования и защиты судовых приводов и устройств.
- Аппаратура связи и оповещения (АСО)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
