Литье под давлением
Литьем под давлением получают отливки в металлических формах (пресс-формах), при этом заливку металла в форму и формирование отливки осуществляют под давлением.
Отливки получают на машины литья под давлением с холодной или горячей камерой прессования. В машинах с холодной камерой прессования камеры прессования располагаются либо горизонтально, либо вертикально.
На машинах с горизонтальной холодной камерой прессования (рис. 7.1) расплавленный металл заливают в камеру прессования 4 (рис. 7.1.а). Затем металл плунжером 5, под давлением 40…100 МПа, подается в полость пресс-формы (рис.7.1.б), состоящей из неподвижной 3 и подвижной 1 полуформ. Внутреннюю полость в отливке получают стержнем 2. После затвердевания отливки пресс-форма раскрывается, стержень 2 извлекается (рис. 7.1.в) и отливка 7 выталкивателями 6 удаляется из рабочей полости пресс-формы.
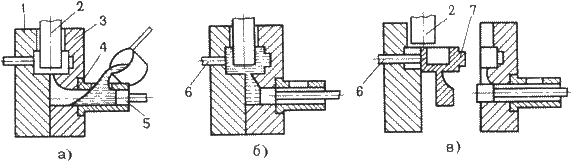
Рис.7.1. Технологические операции изготовления отливок на машинах с горизонтальной холодной камерой прессования
Перед заливкой пресс-форму нагревают до 120…320 0C. После удаления отливки рабочую поверхность пресс-формы обдувают воздухом и смазывают специальными материалами для предупреждения приваривания отливки. Воздух и газы удаляются через каналы, расположенные в плоскости разъема пресс-формы или вакуумированием рабочей полости перед заливкой металла. Такие машины применяют для изготовления отливок из медных, алюминиевых, магниевых и цинковых сплавов массой до 45 кг.
На машинах с горячей камерой прессования (рис. 7.2) камера прессования 2 расположена в обогреваемом тигле 1 с расплавленным металлом. При верхнем положении плунжера 3 металл через отверстие 4 заполняет камеру прессования. При движении плунжера вниз отверстие перекрывается, сплав под давлением 10…30 МПа заполняет полость пресс-формы 5. После затвердевания отливки плунжер возвращается в исходное положение, остатки расплавленного металла сливаются в камеру прессования, а отливка удаляется из пресс-формы выталкивателями 6.
Получают отливки из цинковых и магниевых сплавов массой от нескольких граммов до 25 кг.
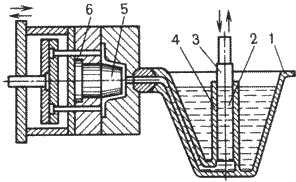
Рис.7.2. Схема изготовления отливки на машинах с горячей камерой прессования
При литье под давлением температура заливки сплава выбирается на 10…20 0C выше температуры плавления.
Литье под давлением используют в массовом и крупносерийном производствах отливок с минимальной толщиной стенок 0,8 мм, с высокой точностью размеров и малой шероховатостью поверхности, за счет тщательного полирования рабочей полости пресс-формы, без механической обработки или с минимальными припусками, с высокой производительностью процесса.
Недостатки: высокая стоимость пресс-формы и оборудования, ограниченность габаритных размеров и массы отливок, наличие воздушной пористости в массивных частях отливки.
Дата добавления: 2018-11-26; просмотров: 857;
Поиск по сайту
Узнать еще
- B — число подмножеств, то частное а : b - это число элементов в каждом подмножестве.
- DBASe-подобные реляционные языки
- DES с независимыми подключами
- I этап – Подготовка к выступлению.
- I этап. Подготовительный
- I. Подготовка, принятие и источники уложения. Причины создания Соборного Уложения
- I. Реакции подвижного водорода в группе ОН
- II. Дифференцированный подход к различным группам населения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
