Мероприятия для снижения сцепления опалубки с бетоном.
На сцепление опалубки с бетоном влияют адгезия и когезия бетона, его усадка, шероховатость и пористость формующей поверхности опалубки. Величина сцепления может достигать нескольких кг/см2, что затрудняет работы по распалубке, ухудшает качество поверхности железобетонного изделия и приводит к преждевременному износу опалубочных щитов.
Бетон прилипает к деревянным и стальным поверхностям опалубки сильнее, чем к пластмассовым из-за слабой смачиваемости последних.
Разновидности смазок:
1) водные суспензии порошкообразных веществ, инертных по отношению к бетону. При испарении воды из суспензии на поверхности опалубки образуется тонкая прослойка, препятствующая сцеплению бетона. чаще применяют суспензию из: CaSO4×0,5H2O 0,6...0,9 вес. ч., известковое тесто 0,4...0,6 вес.ч., ЛСТ 0,8...1,2 вес.ч., вода 4...6 вес.ч. Эти смазки стираются бетонной смесью, загрязняют бетонные поверхности, поэтому редко применяются;
2) гидрофобные смазки наиболее распространены на основе минеральных масел, эмульсола или солей жирных кислот (мыла). После их нанесения образуется гидрофобная пленка из ряда ориентированных молекул, которая ухудшает сцепление опалубки с бетоном. Их недостаток: загрязнение поверхности бетона, высокая стоимость и пожароопасность;
3) смазки – замедлители схватывания бетона в тонких пристыковых слоях. Меласса, танин и др. Их недостаток – сложность регулирования толщины слоя бетона, в котором замедляется схватывание.
4) комбинированные – используются свойства формующих поверхностей опалубки в сочетании с замедлением схватывания бетона в пристыковых слоях. Готовят их в виде обратных эмульсий, помимо гидрофобизаторов и замедлителей могут вводиться пластифицирующие добавки: ЛСТ, мылонафт и др., которые снижают поверхностную пористость бетона в пристыковых слоях. Эти смазки не расслаиваются 7…10 сут, хорошо удерживаются на вертикальных поверхностях и не загрязняют бетон.
Установка опалубки.
Сборка опалубочных форм из элементов инвентарной опалубки, а также установка в рабочее положение объемно-переставной, скользящей, тоннельной и катучей опалубок должна производиться в соответствии с технологическими правилами на их сборку. Формующие поверхности опалубки должны быть связаны антиадгезионной смазкой.
При установке конструкций, поддерживающих опалубку, выполняются следующие требования:
1) стойки должны устанавливаться на основания, имеющие площадь опирания, достаточную для предохранения забетонированной конструкции от недопустимых просадок;
2) тяжи, стяжки и другие элементы крепления не должны препятствовать бетонированию;
3) крепление тяжей и расчалок к ранее забетонированным железобетонным конструкциям должно производиться с учетом прочности бетона к моменту передачи на него нагрузок от этих креплений;
4) основание под опалубку должно быть выверено до начала ее установки.
Опалубка и кружала железобетонных арок и сводов, а также опалубка железобетонных балок пролетом более 4 м должны устанавливаться со строительным подъемом. Величина строительного подъема должна быть не менее 5 мм на 1 м пролета арок и сводов, а для балочных конструкций - не менее 3 мм на 1 м пролета.
Для установки опалубки балок на верхний конец стойки надевают раздвижную струбцину. По стойкам на вилочные опоры, закрепленные на верхнем конце стойки, устанавливают прогоны, на которые устанавливают щиты опалубки. На прогоны опирают также раздвижные ригели. Их можно опирать также непосредственно на стены, но в этом случае в стенах должны быть сделаны опорные гнезда.
Перед установкой разборно-переставной опалубки выставляют маяки, на которые красной краской наносят риски, фиксирующие положение рабочей плоскости щитов опалубки и поддерживающих элементов. Элементы опалубки, поддерживающих лесов и подмостей следует складировать как можно ближе к рабочему месту в штабелях не более 1...1,2 м по маркам так, чтобы обеспечить свободный доступ к любому элементу.
Поднимать щиты, схватки, стойки и др. элементы, а также подавать их к рабочему месту на подмости нужно в пакетах подъемными механизмами, а элементы креплений подавать и хранить в специальных контейнерах.
Собирается опалубка специализированным звеном, принимается мастером.
Монтаж и демонтаж опалубки целесообразно вести крупноразмерными панелями и блоками с максимальным использованием средств механизации. Сборка ведется на монтажных площадках с твердым покрытием. Панель и блок устанавливают в строго вертикальное положение с помощью винтовых домкратов, установленных на подкосах. После монтажа при необходимости устанавливают стяжки, закрепляемые клиновым замком на схватках.
Опалубку для конструкций высотой более 4 м собирают в несколько ярусов по высоте. Панели верхних ярусов опирают на нижестоящие или устанавливают на опорные кронштейны, устанавливаемые в бетоне, после демонтажа опалубки нижних ярусов.
При сборке опалубки криволинейного очертания применяют специальные трубчатые схватки. После сборки опалубки производят ее рихтовку подбивкой клиньев последовательно по диаметрально противоположным направлениям.
Контрольные вопросы
1. Какое основное назначение опалубки при монолитном бетонировании? 2. Какие виды опалубки вы знаете? 3. Из каких материалов может изготавливаться опалубка?
13. Армирование железобетонных конструкций
Общие сведения. Стальная арматура для железобетонных конструкций – самый массовый вид высокопрочного проката с временным сопротивлением от 525 до 1900 МПа. За последние 20 лет объём мирового производства арматуры увеличился примерно в 3 раза и достиг более 90 миллионов тонн в год, что составляет около 10 % всего выпускаемого стального проката.
В России в 2005 году произведено 78 млн. м3 бетона и железобетона, объём применения стальной арматуры составил около 4 млн. т, при тех же темпах развития строительства и полном переходе в обычном железобетоне на арматуру классов А500 и В500 в нашей стране в 2010 году ожидается потребление около 4,7 млн. т арматурной стали на 93,6 млн. м3 бетона и железобетона.
Средний расход арматурной стали на 1 м3 железобетона в разных странах мира находится в пределах 40…65 кг, для железобетонных конструкций, изготавливаемых в СССР, средний расход арматурной стали составлял 62,5 кг/м3. Экономия за счет перехода на сталь А500С вместо А400 ожидается около 23%, при этом повышается надёжность железобетонных конструкций благодаря исключению хрупкого разрушения арматуры и сварных соединений.
При изготовлении сборных и монолитных железобетонных конструкций стальной прокат используется для изготовления арматуры, закладных деталей для сборки отдельных эле6ментов, а также для монтажных и других приспособлений. Потребление стали при изготовлении железобетонных конструкций составляет около 40% от всего объёма металла, применяемого в строительстве. Доля стержневой арматуры составляет 79, 7% от общего объёма, в том числе: обычная арматура – 24,7%, повышенной прочности – 47,8%, высокопрочная – 7,2%; доля проволочной арматуры – 15,9%, в том числе обычная проволока 10,1%, повышенной прочности – 1,5%, горячекатаная – 1%, высокопрочная – 3,3%, доля проката для закладных деталей составляет 4,4%.
Арматура, устанавливаемая по расчёту для восприятия напряжений в процессе изготовления, транспортирования, монтажа и эксплуатации конструкции, называется рабочей, а устанавливаемая по конструктивным и технологическим соображениям, – монтажной. Рабочую и монтажную арматуру чаще всего объединяют в арматурные изделия – сварные или вязаные сетки и каркасы, которые размещаются в опалубке строго в проектном положении в соответствии с характером работы железобетонной конструкции под нагрузкой.
Одной из основных задач, решаемых при производстве железобетонных конструкций, является снижение расхода стали, что достигается применением арматуры повышенной прочности. Внедряются новые виды арматурных сталей для обычных и предварительно напряжённых железобетонных конструкций, которые вытесняют малоэффективные стали.
Для изготовления арматуры используются низкоуглеродистые, низко или средне легированные мартеновские и конверторные стали различных марок и структур, а, следовательно, и физико-механических свойств диаметром от 2,5 до 90 мм.
Арматуру железобетонных конструкций классифицируют по 4 признакам:
– По технологии изготовления различают горячекатаную стержневую сталь, поставляемую в прутках или мотках в зависимости от диаметра, и холоднотянутую (изготовленную волочением) проволочную.
– По способу упрочнения стержневая арматура может быть упрочнена термически и термомеханически или в холодном состоянии.
– По форме поверхности арматура может быть гладкая, периодического профиля (с продольными и поперечными рёбрами) или рифлёная (с эллиптическими вмятинами).
– По способу применения различают арматуру без предварительного напряжения и с предварительным напряжением.
Разновидности арматурной стали. Для армирования железобетонных конструкций применяют: стержневую сталь, соответствующую требованиям стандартов: стержневая горячекатаная – ГОСТ 5781, классы этой арматуры обозначаются буквой А; стержневую термомеханически упрочнённую – ГОСТ 10884, классы обозначаются Ат; проволочную из низкоуглеродистой стали – ГОСТ 6727, гладкая обозначается В, рифлёная – Вр; проволоку из углеродистой стали для армирования преднапряженных железобетонных конструкций – ГОСТ 7348, гладкая обозначается В, рифлёная–Вр, канаты по ГОСТ 13840, обозначаются буквой К.
При изготовлении железобетонных конструкций целесообразно для экономии металла применять арматурную сталь с наиболее высокими механическими свойствами. Вид арматурной стали выбирают в зависимости от типа конструкций, наличия предварительного напряжения, условий изготовления, монтажа и эксплуатации. Все виды отечественной ненапрягаемой арматуры хорошо свариваются, но выпускаются особенно для предварительно напрягаемых железобетонных конструкций и ограниченно свариваемые или не свариваемые виды арматуры.
Стержневая горячекатаная арматура. В настоящее время испо-льзуется два способа обозначения классов стержневой арматуры: А-I, А-II, А-III, А-IV, А-V, А-VI и соответственно А240, А300, А400 и А500, А600, А800, А1000. При первом способе обозначения в один класс могут входить разные арматурные стали с одинаковыми свойствами, с увеличением класса арматурной стали повышаются её прочностные характеристики (условный предел упругости, условный предел текучести, временное сопротивление) и уменьшаются показатели деформативности (относительное удлинение после разрыва, относительное равномерное удлинение после разрыва, относительное сужение после разрыва и др.). При втором способе обозначения классов стержневой арматуры числовой индекс обозначает минимальное гарантированное значение условного предела текучести в МПа.
Дополнительные индексы, применяемые для обозначения стержневой арматуры: Ас-II – арматура второго класса, предназначенная для железобетонных конструкций, эксплуатируемых в северных регионах, А-IIIв – арматура третьего класса, упрочнённая вытяжкой, Ат-IVК – арматура термоупрочнённая четвёртого класса, с повышенной стойкостью к коррозионному растрескиванию, Ат-IIIС – арматура темпоупрочнённая III класса свариваемая.
Стержневая арматура выпускается диаметром от 6 до 80 мм, арматура классов А-I и А-II диаметром до 12 мм и класса А-III диаметром до 10 мм включительно может поставляться в прутках или мотках, остальная арматура поставляется только в прутках длиной от 6 до 12 м, мерной или немерной длины. Кривизна стержней не должна превышать 0,6 % от измеряемой длины. Сталь класса А-I изготавливается гладкой, остальная – периодического профиля: арматура класса А-II имеет два продольных ребра и поперечные выступы, идущие по трёхзаходной винтовой линии. При диаметре арматуры 6 мм допускаются выступы по однозаходной винтовой линии, а при диаметре 8 мм – по двухзаходной. Арматура класса А-III и выше также имеет два продольных ребра и поперечные выступы в виде «ёлочки». На поверхности профиля, включая поверхность рёбер и выступов, не должно быть трещин, раковин, прокатных плен и закатов. Для того чтобы отличать стали класса А-III и выше окрашиваются в различные цвета торцевые поверхности прутков или маркируют сталь выпуклыми метками, наносимыми при прокатке.
В настоящее время изготавливается также сталь со специальным винтовым профилем – европрофиль (без продольных ребер, а поперечные рёбра в виде винтовой линии сплошной или прерывистой), что обеспечивает возможность навинчивания на стержни винтовых соединительных элементов – муфт, гаек. С их помощью арматура может стыковаться без помощи сварки в любом месте и образовывать временные или постоянные анкеры.
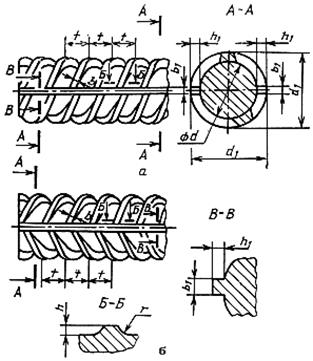
Рис. 46. Стержневая горячекатаная арматура периодического профиля:
а – класса А-II, б – класса А-III и выше.
Для изготовления арматуры применяется углеродистые (главным образом Ст3кп, Ст3пс, Ст3сп, Ст5пс, Ст5сп), низко и среднелегированные стали (10ГТ, 18Г2С, 25Г2С, 32Г2Рпс, 35ГС, 80С, 20ХГ2Ц, 23Х2Г2Т, 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР), изменением содержания углерода и легирующих элементов регулируются свойства стали. Свариваемость арматурных сталей всех марок (кроме 80С) обеспечивается химическим составом и технологией. Величина углеродистого эквивалента:
Сэкв = С + Mn/6 + Si /10
для свариваемой стали из низколегированной стали А-III (А400) должна быть не более 0,62.
Стержневая термомеханически упрочнённая арматура также подразделяется на классы по механическим свойствам и эксплуатационным характеристикам: Ат-IIIС (Ат400С и Ат500С), Ат-IV(Ат600), Ат-IVС (Ат600С), Ат-IVК(Ат600К), Ат-V(Ат800), Ат-VК(Ат800К), Ат-VI(Ат1000), Ат-VIК(Ат1000К), Ат-VII(Ат1200). Сталь изготавливается периодического профиля, который может быть как у горячекатаной стержневой класса А-Ш, или как показано на рис. 46 с продольными или без и поперечными серповидными ребрами, по заказу может изготавливаться гладкая арматура.
Арматурная сталь диаметром 10 и более мм поставляется в виде прутков мерной длины, свариваемую сталь допускается поставлять в прутках немерной длины. Сталь диаметром 6 и 8 мм поставляется в мотках, допускается поставка в мотках стали Ат400С, Ат500С, Ат600С диаметром 10 мм.
Для свариваемой арматурной стали Ат400С углеродный эквивалент:
Сэкв = С + Mn/8 + Si /7
должен быть не менее 0,32, стали Ат500С – не менее 0,40, для стали Ат600С – не менее 0,44.
Для арматурной стали классов Ат800, Ат1000, Ат1200 релаксация напряжений не должна превышать 4% за 1000 часов выдержки при исходном усилии, составляющем 70% максимального усилия, соответствующего временному сопротивлению.
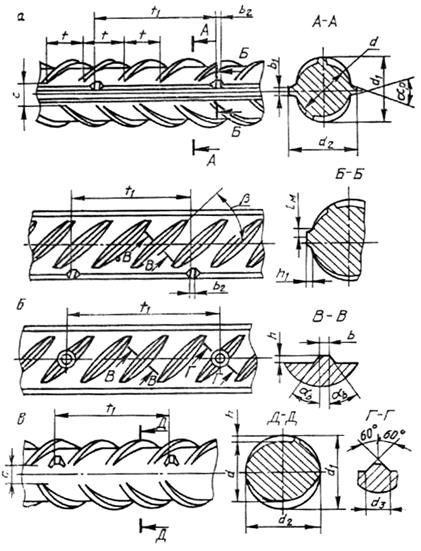
Рис. 47. Сталь стержневая термомеханически упрочнённая периодического профиля
а) – серповидный профиль с продольными ребрами, б) – серповидный профиль без продольных рёбер.
Арматурная сталь классов Ат800, Ат1000, Ат1200 должна выдерживать без разрушения 2 млн. циклов напряжения, составляющего 70% от временного сопротивления. Интервал напряжения для гладкой стали должен составлять 245 МПа, для стали периодического профиля – 195 МПа.
Для арматурной стали классов Ат800, Ат1000, Ат1200 условный предел упругости должен быть не менее 80% от условного предела текучести.
Арматурная проволока изготавливается холодным волочением диаметром 3–8 мм или из низкоуглеродистой стали (Ст3кп или Ст5пс) – класса В-1, Вр-1 (Вр400, Вр600), выпускается также проволока класса Врп-1 с серповидным профилем, или из углеродистой стали марок 65…85 класса В-П, Вр-П ( В1200, Вр 1200, В1300,Вр 1300, В1400,Вр 1400, В1500, Вр 1500). Числовые индексы класса арматурной проволоки при последнем обозначении соответствуют гарантированному значению условного предела текучести проволоки в МПа с доверительной вероятностью 0,95.
Пример условного обозначения проволоки: 5Вр1400 – диаметр проволоки 5 мм, поверхность её рифлёная, условный предел текучести не менее 1400 МПа.
В настоящее время отечественная метизная промышленность освоила выпуск стабилизированной гладкой высокопрочной проволоки диаметром 5 мм с повышенной релаксационной способностью и низкоуглеродистую проволоку диаметром 4…6 мм класса Вр600. высокопрочная проволока изготавливается с нормированным значением прямолинейности и правке не подлежит. Проволока считается прямолинейной, если при свободной укладке отрезка длиной не менее 1,3 м на плоскости образуется сегмент с основанием 1 м и высотой не более 9 см.
Табл. 3. Нормативные требования к механическим свойствам высокопрочной проволоки и арматурных канатов
| Вид арматуры и её диаметр | Нормы механических свойств по ГОСТ 7348 и ГОСТ13840 | ||||
 ,МПа ,МПа
| Ошибка! Объект не может быть создан из кодов полей редактирования., МПа | Е.10-5 МПа |  , % , %
|  % %
| |
| Не менее | Не более | ||||
| В-II 3и 51 мм | 2,00 | 4,0 | 8/2,51 | ||
| В-II 4,5,6 мм | 2,00 | 4,0 | - | ||
| В-II 7 мм | 2,00 | 5,0 | - | ||
| В-II 8 мм | 2,00 | 6,0 | - | ||
| К7 6,9,12 мм | 1,80 | 4,0 | 8,0 | ||
| К7 15 мм | 1,80 | 4,0 | - |
Примечания: 1 – 51 и 2,51 относится к стабилизированной проволоке диаметром 5 мм,
2 –  – величина релаксации напряжения приведена через 1000 часов выдержки при напряжении = 0,7 в % от величины начального напряжения.
– величина релаксации напряжения приведена через 1000 часов выдержки при напряжении = 0,7 в % от величины начального напряжения.
Арматурные канаты изготавливают из высокопрочной холоднотянутой проволоки. Для лучшего использования прочностных свойств проволоки в канате шаг свивки принимают максимальным, обеспечивающим нераскручиваемость каната – обычно в пределах 10–16 диаметров каната. Изготавливают канаты К7 (из 7 проволочек одного диаметра: 3,4,5 или 6 мм) и К19 (10 проволок диаметром 6мм и 9 проволок диаметром 3мм), кроме этого могут быть свиты несколько канатов: К2×7 – свиты 2 семипроволочных каната, К3×7, К3×19.
Нормативные требования к механическим свойствам высокопрочной проволоки и арматурных канатов приведены в табл.
Рекомендации по применению арматуры.
В качестве ненапрягаемой рабочей арматуры применяется стержневая горячекатаная классов А-III, Ат-III, Ат-IVС и проволока Вр-I. Возможно применение арматуры А-II, если прочностные свойства арматуры более высоких классов используются не полностью из-за чрезмерных деформаций или раскрытия трещин.
Для монтажных петель сборных элементов должна применяться горячекатаная сталь класса Ас-II марки 10ГТ и А-I марок ВСт3сп2, ВСт3пс2. Если монтаж железобетонных конструкций происходит при температуре ниже минус 40 0С, то не допускается применение полуспокойной стали из-за её повышенной хладноломкости. Для закладных деталей и соединительных накладок применяется прокатная углеродистая сталь.
Для напрягаемой арматуры конструкций длиной до 12 м рекомендуется применять стержневую сталь классов А-IV, А-V, А-VI, упрочнённую вытяжкой А-IIIв, и термомеханически упрочнённую классов Ат-IIIС, Ат-IVС, Ат-IVК, Ат-V, Ат-VI, Ат-VII. Для элементов и железобетонных конструкций длиной более 12 м целесообразно применять высокопрочную проволоку и арматурные канаты. Допускается для длинномерных конструкций применение стержневой свариваемой арматуры, стыкуемой сваркой, классов А-V и А-VI. Несвариваемую арматуру (А-IV марки 80С, а также классов Ат-IVК, Ат-V, Ат-VI, Ат-VII) можно применять только мерной длины без сварных стыков. Стержневая арматура с винтовым профилем стыкуется навинчиванием соединительных резьбовых муфт, с помощью которых устраиваются также временные и постоянные анкеры.
В железобетонных конструкциях, предназначенных для эксплуатации при низких отрицательных температурах не допускается применения арматурных сталей, подверженных хладноломкости: при температуре эксплуатации ниже минус 30 0С нельзя применять сталь класса А-II марки ВСт5пс2 и класса А-IV марки 80С, а при температуре ниже минус 400С дополнительно запрещается применение стали А-III марки 35ГС.
Для изготовления сварных сеток и каркасов применяют холоднотянутую проволоку класса Вр-I диаметром 3-5 мм и горячекатаную сталь классов А-I, А-II, А-III, А-IV диаметром от 6 до 40 мм.
Применяемая арматурная сталь должна удовлетворять следующим требованиям:
– иметь гарантированные механические свойства как при кратковременном, так и при длительном действии нагрузок, сохранять прочностные свойства и пластичность при воздействии динамических, вибрационных, знакопеременных нагрузок,
– обеспечивать постоянные геометрические размеры сечения, профиля по длине,
– хорошо свариваться всеми видами сварки,
– обладать хорошим сцеплением с бетоном – иметь чистую поверхность, при транспортировке, складировании, хранении должны быть приняты меры для предотвращения стали от загрязнения и увлажнения. При необходимости поверхность стальной арматуры должна очищаться механическими способами,
– высокопрочная стальная проволока и канаты должны поставляться в мотках большого диаметра, так чтобы разматываемая арматура была прямолинейной, механическая правка этой стали не допускается,
– арматурная сталь должна быть коррозионностойкой и должна быть хорошо защищена от внешних агрессивных воздействий необходимым по толщине слоем плотного бетона. Коррозионная стойкость стали увеличивается с уменьшением содержания в ней углерода и введением легирующих добавок. Термомеханически упрочнённая сталь склонна к коррозионному растрескиванию, поэтому её нельзя применять в конструкциях, эксплуатируемых в агрессивных условиях.
Заготовка ненапрягаемой арматуры.
Качество арматуры в монолитных железобетонных конструкциях и её расположение определяются требуемыми прочностными и деформативными свойствами. Железобетонные конструкции армируют отдельными прямыми или гнутыми стержнями, сетками, плоскими или пространственными каркасами, а также введением в бетонную смесь дисперсной фибры. Арматура должна располагаться точно в проектном положении в массе бетона или вне контура бетона с последующим покрытием цементно-песчаным раствором. Соединения стальной арматуры в основном осуществляются с помощью электросварки или скруткой вязальной проволокой.
Состав арматурных работ включает изготовление, укрупнительную сборку, установку в опалубку и фиксацию арматуры. Основной объём арматуры изготавливается централизованно на специализированных предприятиях, изготовление арматуры в условиях строительной площадки целесообразно организовать на передвижных арматурных станциях. Изготовление арматуры включает операции: транспортировка, приёмка и складирование арматурной стали, правка, чистка и резка арматуры, поступающей в мотках (кроме высокопрочной проволоки и канатов, которые правке не подвергаются), стыковка, резка и гибка стержней, сварка сеток и каркасов, при необходимости – гибка сеток и каркасов, сборка пространственных каркасов и транспортировка их к опалубке.
Стыковые соединения осуществляют опрессовкой муфт в холодном состоянии (а высокопрочных сталей – при температуре 900…1200 0С) или сваркой: контактной стыковой, дуговой полуавтоматической под слоем флюса, дуговой электродной или многоэлектродной сваркой в инвентарных формах. При диаметре стержней более 25 мм они скрепляются дуговой сваркой.
Пространственные каркасы изготавливают на кондукторах для вертикальной сборки и сварки. Формирование пространственных каркасов из гнутых сеток требует меньших затрат труда, металла и электроэнергии, обеспечивает высокую надёжность и точность изготовления.
Устанавливают арматуру после проверки опалубки, монтаж ведут специализированные звенья. Для устройства защитного слоя бетона устанавливают прокладки из бетона пластмассы, металла.
При армировании сборно-монолитных железобетонных конструкций для надёжного соединения арматура сборной и монолитной частей связывается через выпуски.
Применение дисперсного армирования при получении фибробетона позволяет повышать прочность, трещиностойкость, ударную вязкость, морозостойкость, износостойкость, водонепроницаемость.
Дата добавления: 2020-02-05; просмотров: 734;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- I. Организационные мероприятия
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
