Проектирование ТП для жестких АЛ
Проектирование ТП для АЛ крупносерийного и массового производства включает те же этапы разработки, что и для единичных ТП.
При разработке ТП для АЛ специфичными вопросами являются:
1. Выбор структуры АЛ и расчленение её на участки.
2. Расчёт вместимости промежуточных накопителей .
3. Установление концентрации технологических переходов по каждой операции (станции, позиции).
4. Установление концентрации периода групповой смены РИ (1/2 смены, смен,….)
Обработка на технологичность ( базы, унификация размеров, …)
Технологические базы и их выбор
Подготовку ТБ выполняют вне АЛ.
Назначение режимов резания
Режимы резания уменьшаются на (10…30)% от табличных (для универсальных МРС), и в то же время режимами резания можно регулировать такт, при этом необходимо повысить стойкость РИ.
Запас точности, надёжности ТП в АЛ должен быть ≥ (1,2…..1,25).
{ Маталин « ТМ » }
При разработке единичных ТП желательно использовать типовые ТП.
ПРАКТИКА
Разработка УП для токарных станков с ЧПУ
 Сталь 45; партия 30 шт.
Сталь 45; партия 30 шт.
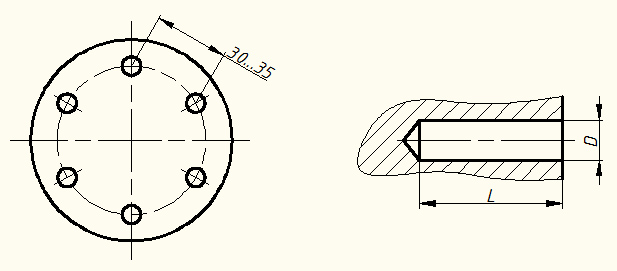
Применяем штучную заготовку. т.к. из прутка нельзя из-за малого диаметра шпинделя станка – диаметр 55мм. Отрезаем из прутка – диаметр 60 мм.
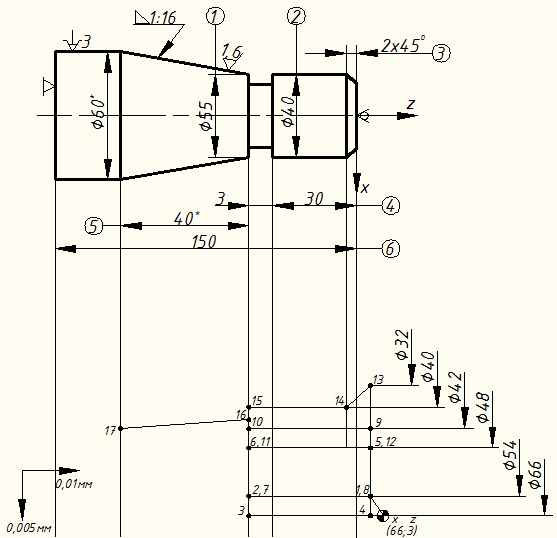
Операция токарная с ЧПУ:
Выбираем схему установки заготовки. Переносим ось Х на торец готовой детали(правый). Вылет проходного РИ считаем больше канавочного и исходную точку выбираем по проходному резцу.
Составляем расчетно- технологическую карту
| участок | контур | Х | ΔХ | Z | ΔZ |
| 0-1 | наклон. | 54 | 0 | 2 | -35 |
| 1-2 | прямая | 54 | 6 | -33 | 0 |
| 2-3 | прямая | 60 | 0 | -33 | 35 |
| 3-4 | прямая | 60 | -12 | 2 | 0 |
| 4-5 | прямая | 48 | 0 | 2 | -35 |
| 5-6 | прямая | 48 | 6 | -33 | 0 |
| 6-7 | прямая | 54 | 0 | -33 | 35 |
| 7-8 | прямая | 54 | -12 | 2 | 0 |
| 8-9 | прямая | 42 | 0 | 2 | -35 |
| 9-10 | прямая | 42 | 6 | -33 | 0 |
| 10-11 | прямая | 48 | 0 | -33 | 35 |
| 11-12 | прямая | 48 | -12 | 2 | 0 |
| 12-13 | прямая | 32 | 8 | 2 | -4 |
| 13-14 | наклон. | 40 | 0 | -2 | -31 |
| 14-15 | прямая | 40 | 15 | -33 | 0 |
| 15-16 | прямая | 55 | 5 | -33 | -40 |
| 16-17 | наклон. | 60 | 6 | -73 | 75 |
| 17-0 | наклон. | 66 | 12 | 3 |
УП имеет вид:
%
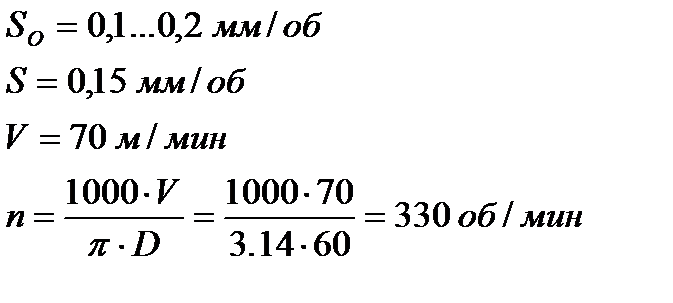
N001 F015 S2 330 T1
N002 X66 Z3 E
N003 X54 Z2 M08
N004 V6 W0
………………………
N016 X40 Z-2
N017 Z-33
N018 X55
N019 X60 Z-73 M09
N020 X66 Z3 E
N021 M02
Цикловая УП:
N003 L08 A1 P3
N004 X40 C2
N005 Z-33
ПРАКТИКА
Сталь 45
6Р11Ф3-01
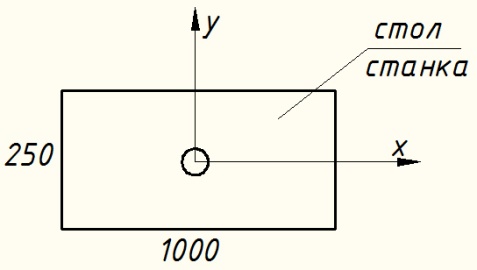
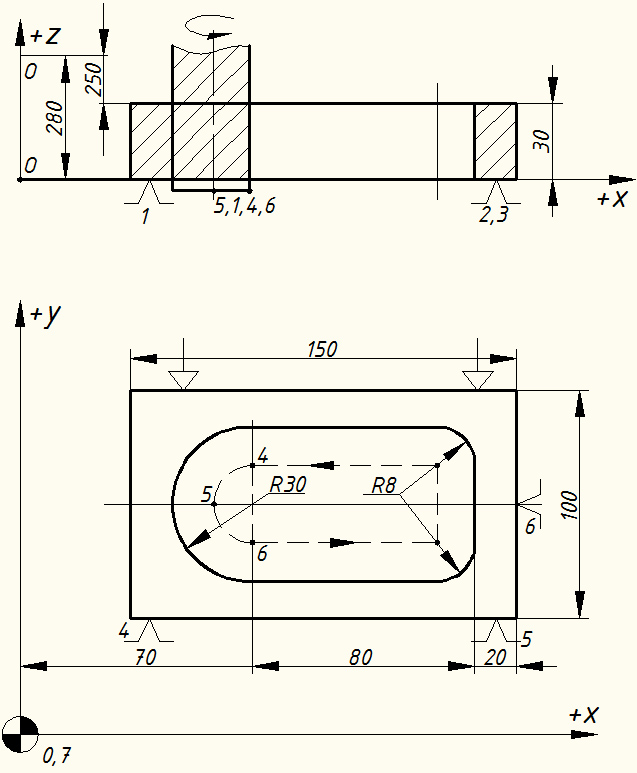
Для фрезерования в сплошном материале необходимо просверлить отверстия для ввода концевой фрезы (~ Ø18)
| Индекс | Контур | X | Y | Z | ∆X | ∆Y | ∆Z | |
| 0’ | - | |||||||
| 0’ – 1’ | прямая | +70 | ||||||
| 1’ – 1’ | прямая | -283 | -283 | |||||
| 1’ – 2’ | прямая | -283 | ||||||
| 2’ – 3’ | прямая | -283 | ||||||
| 3’ – 4’ | прямая | -283 | -72 | |||||
| 4’ – 5’ | окружность | -283 | -22 | -22 | ||||
| 5’ – 1’ | окружность | -283 | -22 | |||||
| 1’ – 1’ | прямая | |||||||
| 1’ – 0’ | прямая | -70 | -48 | |||||
Р6М5 – фреза концевая Ø16 мм.
V = 30 м/мин. n = 600 об/мин.
Sz = 0,02 мм. Примем, что по паспорту станка n = 500 об/мин.
z = 4

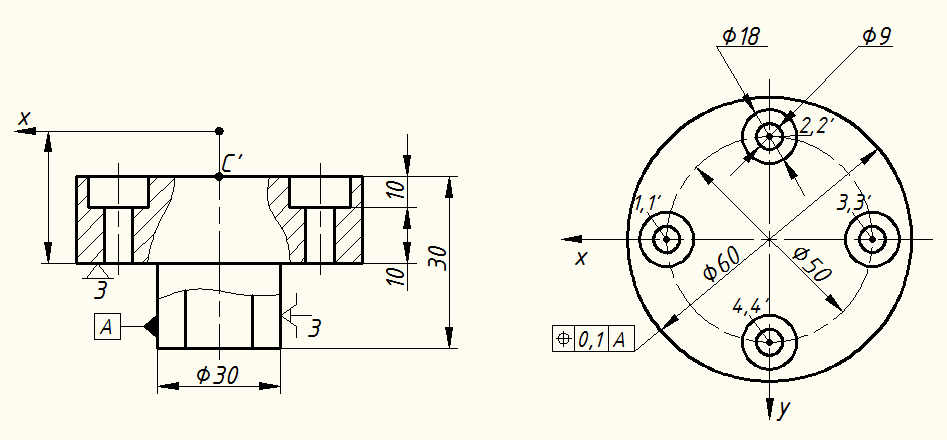
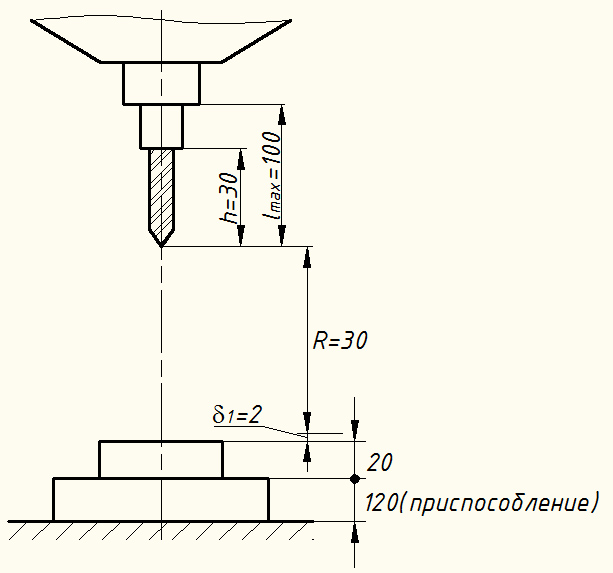
Практика
Подготовка УП для сверлильного станка с ЧПУ
Сталь 45; Ra3.2



| относ. пов-ти заг-к | относ. остатки | ||||||||
| № | X | Y | Zц | Zсв | Zцек | Zц | Zсв | Zцек | |
| 0’ | -2 | -2 | -2 | ||||||
| -2 | -2 | -2 | |||||||
| 1’ | |||||||||
| -25 | -2 | -2 | -2 | ||||||
| 2’ | -25 | ||||||||
| -25 | -2 | -2 | -2 | ||||||
| 3’ | -25 | ||||||||
| -2 | -2 | -2 | |||||||
| 4’ | |||||||||



%
: 001 G81 T01 S10 F14 L01 M08
R 000000 Z+000500 X000000 Y 000000 ПС
№ 002 Х+002500 ПС
№ 003 Х 000000 Y-002500 ПС
№ 004 Х-002500 Y 000000 ПС
№ 005 Х 000000 Y+002500
№ 006 G91 M09 ПС
: 007 G81 T02 S04 F12 L03 M08 R000000
Z+002800 X 000000 Y 000000 ПС
Дата добавления: 2016-06-15; просмотров: 1751;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
