Определение себестоимости выполнения операций механической обработки
В себестоимость включаются только изменяющиеся по вариантам статьи затрат на единицу продукции:
С0=С3 (ε·к·y+Н/100) (10)
где С0 - себестоимость выполнения операции обработки единицы продукции, руб.
С3 - основная зарплата рабочего станочника- сдельщика за выполнение операции обработки одного изделия:
С3=,Ст.ф. ·Тш-к- / 60., (11)
где Ст.ф. - часовая тарифная ставка станочника- сдельщика соответствующего разряда, руб/час (табл. 20); Тш-к- - штучно- калькуляционное время выполнения операции обработки одного изделия, мин.; ε- коэффициент, учитывающий дополнительную з/п и страховые сборы
ε=Кд·Кс, (12)
где Кд- коэффициент учитывающий дополнительную з/п, равную 14%...20% от основной з/п, то есть. Кд=1.14…1.2; Кс - коэффициент, учитывающий страховые сборы, равный 34% от основной з/п , то есть Кс=1.34
К- коэффициент, учитывающий з/п наладчика(если наладка станка выполняется самим рабочим, то К=1, в условиях массового производства К=1,1…1,15); y- коэффициент, учитывающий оплату рабочего при многостаночном обслуживании.
Количество станков, обслуживаемых одним рабочим можно принимать следующим: универсальные станки (токарные, протяжные, сверлильные, фрезерные, строгальные, шлифовальные) - 1,0; токарные многорезцовые полуавтоматы - 1…2; многошпиндельные полуавтоматы - 2…3; одношпиндельные автоматы - 3…4; зуборезные полуавтоматы - 4…5.
Коэффициент у можно принимать в зависимости от числа одновременно обслуживаемых станков 1, 2, 3, 4 и 5; у соответственно равен 1; 0,65; 0,48; 0,39 и 0,35.
Таблица 20
Часовые тарифные ставки на 1.02.2011г.
| Разряд | Станки | Прочие | С доплатой за вредность | |||||
| (н.у) | (н.у) | 4% | 8% | 12% | 16% | 20% | 24% | |
| 34,40 | 31,27 | 32,52 | 33,78 | 35,02 | 36,28 | 37,53 | 38,78 | |
| 38,18 | 34,72 | 36,10 | 37,49 | 38,88 | 40,27 | 41,66 | 43,05 | |
| 42,32 | 38,47 | 40,01 | 41,55 | 43,09 | 44,63 | 46,17 | 47,71 | |
| 47,12 | 42,84 | 44,55 | 46,26 | 47,98 | 49,69 | 51,41 | 53,12 | |
| 52,29 | 47,53 | 49,44 | 51,33 | 53,24 | 55,14 | 57,04 | 58,94 | |
| 58,13 | 52,85 | 54,96 | 57,08 | 59,19 | 61,30 | 63,42 | 65,53 | |
| Тарифные ставки на работы (коп/мин) | ||||||||
| 57,3 | 52,1 | 54,2 | 56,3 | 58,4 | 60,5 | 62,6 | 64,6 | |
| 63,6 | 57,9 | 60,2 | 62,5 | 64,8 | 67,1 | 69,4 | 71,8 | |
| 70,5 | 64,1 | 66,7 | 69,3 | 71,8 | 74,4 | 77,0 | 79,5 | |
| 78,5 | 71,4 | 74,3 | 77,1 | 80,0 | 82,8 | 85,7 | 88,5 | |
| 87,2 | 79,2 | 82,4 | 85,6 | 88,7 | 91,9 | 95,1 | 98,2 | |
| 96,9 | 88,1 | 91,6 | 95,1 | 98,7 | 102,2 | 105,7 | 109,2 |
Н - накладные расходы, включающие в себя общепроизводственные и общехозяйственные расходы, которые берутся в процентах от основной заработной платы рабочего станочника - сдельщика.
Величина накладных расходов колеблется в значительных пределах на различных предприятиях (в среднем можно принять Н=350%-450%).
Пример. Сопоставить два варианта получения заготовки при изготовлении цилиндрической шестерни (рис. 1).
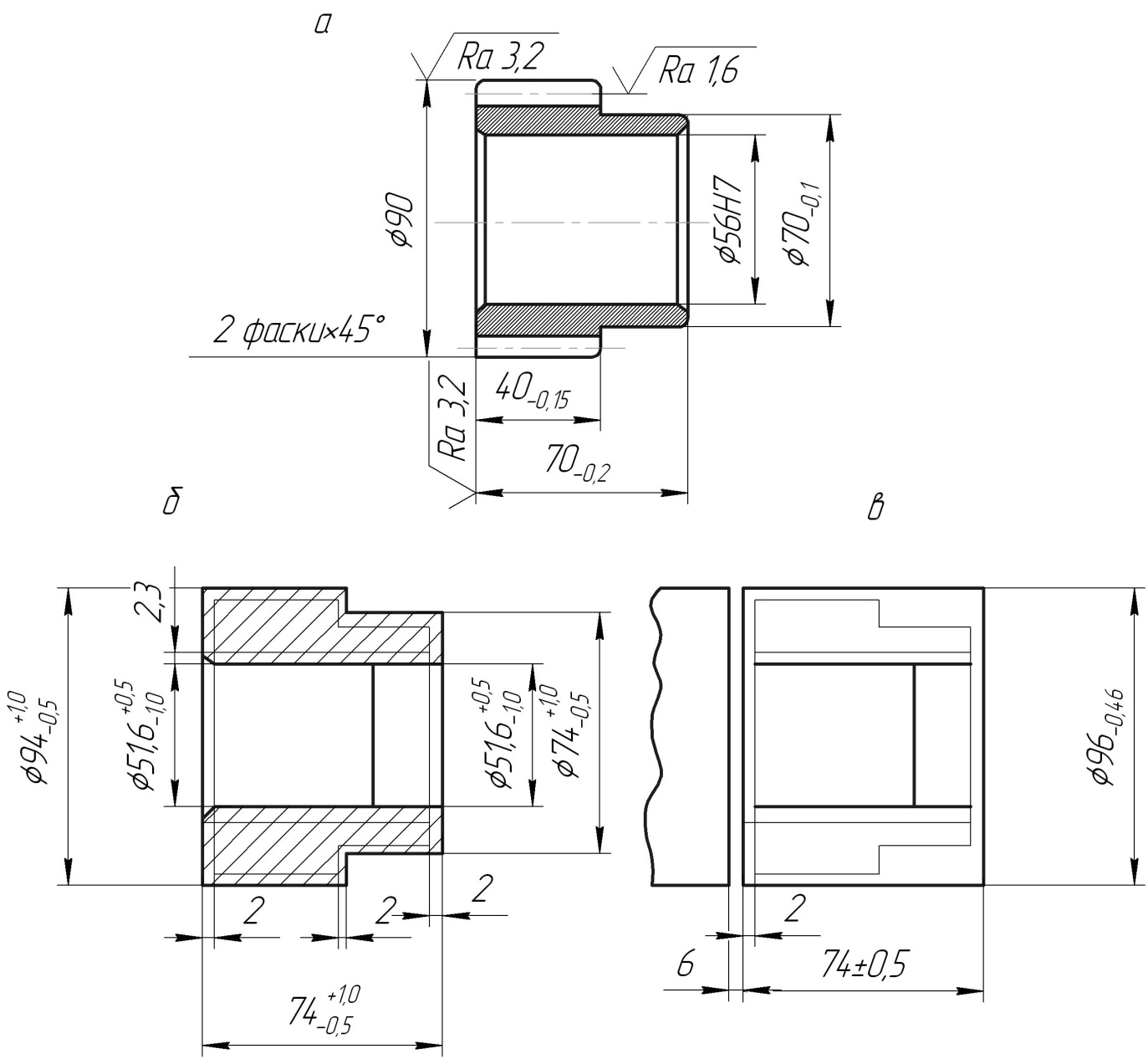
Рисунок 1. Эскизы чертежей детали и заготовки: а - детали; б - штампованной заготовки; в – заготовки из проката
Материал детали – сталь 12ХН3А, масса готовой детали 1.37 кг. Годовая программа – 100 тыс. шт.
Отличительными особенностями сопоставляемых вариантов является:
а) в первом варианте заготовка получается штамповкой на ГКМ (рис.1, б).
б) во втором варианте в качестве заготовки используется калиброванный прокат Ø96 мм (рис.1, в).
Исходные данные, необходимые для определения стоимости сравниваемых заготовок, представлены в табл.21
Таблица 21
Исходные данные для расчета стоимости заготовки
| Показатели | Вариант 1 | Вариант 2 |
| Вид заготовки | Штамповка на ГКМ | Прокат Ø 96×80 |
| Класс точности | 2-й ГОСТ7505-74 | h12 |
| Группа сложности | - | |
| Масса заготовки Q, кг | 2,471 | 4,734 |
| Стоимость 1 кг заготовки, принятых за базу, Sш ,руб. | 99,6 | 75,2 |
| Стоимость 1 кг стружки Sотх,руб. | 9,46 | 9,46 |
1-й вариант. Стоимость заготовки, полученной на ГКМ.
 =Qш·Sш·Кт·Кс·Кв·Км·Кп-(Qм-q)Sотх
=Qш·Sш·Кт·Кс·Кв·Км·Кп-(Qм-q)Sотх
Qш=2,471 кг
Sш=99,6 руб./кг
Кт=1,0; Кс=0,9; Кв=1,1; Км=1,79; Кп=0,8
q=1.376 кг
Sотх=9,46 руб./кг
=2,471·99,6·1,0·0,9·1,1·1,79·0,8-(2,471-1,376)·9,46=338,1
Итак: стоимость штампованной заготовки ,S-заг.-ш.=338,1 руб.
2-й вариант. Стоимость заготовки из проката
 =М+С0
=М+С0
М - стоимость материала.
М=Qпр·Sпр-(Qпр-q) Sотх
Sпр=75.2 руб./кг
Sотх=9,46 руб./кг
М=4,734·75,2-(4,734-1,376)·9,46=324,77=324,8 руб.
Со= стоимость операции отрезки заготовки
С0=Сз·(ε·К·y+H/100)
Cз=  (см. формулу 11 с. 41)
(см. формулу 11 с. 41)
 (часовая ставка рабочего станочника 2-го разряда)
(часовая ставка рабочего станочника 2-го разряда)
Тш=То·φк
То=0,19·,Д-2.·,10--3. [3, приложение 5]
Д=96 мм
φк =1,36 [3, приложение 5]
Тш=0,19·,96-2.·  ,10--3.·1,36=2,38 мин
,10--3.·1,36=2,38 мин
Cз= 
ε=Кд·Кс
при Кд=1,2 , Кс=1,34 (см. стр. 42)
ε=1,2·1,34=1,6
К=1,1; y=1,0 (см. стр. 42)
Принимаем Н=450% (см. стр. 43)
Со=1,24(1,6·1,1·1,0+450/100)=7,74 руб

Стоимость заготовки из проката  руб.
руб.
Стоимость заготовки из проката ниже стоимости штампованной заготовки. Однако трудоемкость последующей механической обработки заготовки из проката будет выше, чем штампованной заготовки.
Чтобы приблизить размеры и форму заготовки из проката к штампованной заготовке необходимо:1) проточить начерно ступицу с Ø96 до Ø74, то есть снять слой металла  (на сторону); 2) просверлить отверстие Ø50 мм
(на сторону); 2) просверлить отверстие Ø50 мм
Токарную обработку (обдирочную) можно выполнить на универсальном токарно-винторезном станке 16к20 за 3 прохода:
1 проход- точение с Ø96 до Ø88 мм (z=4мм);
2 проход- точение с Ø88 до Ø80 мм (z=4мм);
3 проход- точение с Ø80 до Ø74 мм (z=3мм).
Сверление отверстия Ø50 на вертикально-сверлильном станке 2Н150. Штучное время выполнения операций определим с помощью укрупненных нормативов по формуле:
Тш=0,00017Д l φк , [3] - для токарной операции
где Д и l –диаметр и длина ступени обработки соответственно; φк - коэффициент, учитывающий вспомогательное и дополнительное время.
1 проход Д=88, l=34;
2 проход Д=80, l=34;
3 проход Д=74, l=34;
φк=1.34 [6прил.5];
То∑=То1+То2+То3 ,
где То1,То2,То3- основное время выполнения соответственно 1-го, 2-го и 3-го проходов.
То∑=0,00017·88·34+0,00017·80·34+0,00017·74·34=1,397 мин
Тш=1,397 ·1,34=1,87 мин
Трудоемкость выполнения операции сверления отверстия Ø50 определим по формуле:
Тш=0,52 Д l  ,10--3.· φк [3]
,10--3.· φк [3]
где Д и l- диаметр и длина обрабатываемой поверхности: Д=50; l=74 мм
φк=1,3 [3].
Тш=0,52·50·74· ,10--3. ·1,3=2,5 мин
Стоимость выполнения токарной операции:
,  -.=,С-з.,ε·к·у+,Н-100..=,,С-т.ф..·,Т-ш.-60.(ε·к·у+,Н-100.)
-.=,С-з.,ε·к·у+,Н-100..=,,С-т.ф..·,Т-ш.-60.(ε·к·у+,Н-100.)
>  - часовая тарифная ставка рабочего станочника 2-го разряда.
- часовая тарифная ставка рабочего станочника 2-го разряда.
Тш=1,87 мин, ε=1,6; к=1,1, у=1,0; Н=450%
Стоимость выполнения сверлильной операции;
>
Тш=2,5 мин, ε=1,6; к=1,1, у=1,0; Н=450%.

Стоимость дополнительной механической обработки заготовки из проката составляет Со∑= 
Стоимость заготовки из проката с учетом стоимости дополнительной механической обработки будет равна

Таким образом стоимость заготовки из проката с учетом дополнительной механической обработки  оказывается выше стоимости штампованной заготовки .
оказывается выше стоимости штампованной заготовки .
> 
Применение штампованной заготовки обеспечивает годовой экономический эффект

при этом экономится 226 тонн легированной стали 12ХН3А.
Дата добавления: 2022-02-05; просмотров: 587;
Поиск по сайту
Узнать еще
- I. Определение и структура методов обучения.
- I. Определение условий выполнения рукописи.
- I. Определение, виды радиоактивности, радиоактивные семейства
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- IV. Порядок выполнения работы
- Mатематическое определение ОС.
- А) Деградация почв и определение ее скорости
- Автоматизация сооружений механической очистки сточных вод

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
