Оборудование для сушки лакокрасочных покрытий
Режим сушки покрытий оказывает значительное влияние на их основные свойства. Сушка может быть естественной (холодная) и искусственной (горячая).
Естественная сушка применяется главным образом для быстросохнущих лакокрасочных материалов (перхлорвиниловых, акриловых, нитроцеллюлозных и др.). Сушка же при повышенной температуре используется для получения покрытий, образующихся в результате химических процессов, протекающих в нанесенном на поверхности деталей покрытии (глифталиевом, эпоксидном, масляном и др.). С повышением температуры эти процессы (окисление, поликонденсация, полимеризация) протекают значительно быстрее и полнее, благодаря чему повышается твердость, адгезия и прочность покрытий, уменьшается водонабухаемость, улучшается внешний вид и другие свойства.
Поэтому во всех случаях, когда на детали или изделия нанесены покрытия и их можно сушить при повышенной температуре, необходимо этим пользоваться. В тех же случаях, когда изделия имеют значительные размеры (самолеты, вертолеты) и в них имеются детали и смазки, не допускающие нагрева при повышенной температуре (резина, остекление), ограничиваются сушкой при естественной температуре.
На процесс естественной сушки влияют температура и влажность воздуха помещений, в которых производится сушка. Процесс сушки значительно ускоряется при беспрерывной смене воздуха, с которым растворители уносятся с поверхности окрашиваемого изделия. При неподвижном воздухе он насыщается парами растворителей и процесс сушки замедляется. Однако скорость испарения растворителей не должна быть чрезмерной, ибо в этом случае в покрытии возникают большие внутренние напряжения, отрицательно влияющие на его свойства (ухудшается адгезия, могут появиться трещины). Кроме того, при слишком быстром образовании покрытий на основе обратимых пленкообразующих (нитроцеллюлозы, перхлорвинила и др.) задерживается удаление растворителей из нижних слоев. Стремясь в процессе дальнейшей сушки улетучиться из пленки, пары оставшегося растворителя нарушают сплошность пленки, в ней могут появиться пузыри, поры и другие дефекты.
Режим сушки покрытий подбирают таким, чтобы улетучивание растворителей происходило постепенно.
Искусственную сушку осуществляют в специальных сушильных камерах, которые в зависимости от способа передачи тепла могут быть конвекционными и терморадиационными.
На авиационных и автомобильных заводах нашли широкое применение конвекционные сушильные камеры периодического действия. Они используются для сушки различных деталей, загружаемых на многоярусные тележки. Если же детали сушат в подвешенном состоянии, то камеру оборудуют подвесными приспособлениями.
В конвекционных сушильных камерах передача тепла от его источника к деталям осуществляется циркулирующим в камере горячим воздухом.
На продолжительность и равномерность сушки оказывает большое влияние система распределения поступающего в камеру нагретого воздуха. По всей камере температура воздуха должна быть достаточно равномерной, только в этом случае высушенные покрытия приобретают необходимые свойства. Нагретый воздух по воздуховоду подается в воздухораспределители, сделанные в виде прямоугольных воздуховодов, с отверстиями для выхода воздуха в нижнюю зону сушильной камеры. Нагретый воздух, стремясь подняться вверх, распределяется по всей камере.
Для регулирования подачи воздуха отверстия снабжены задвижками, позволяющими равномерно распределять воздух по длине отдельных секций камеры. Для контроля температуры камеры снабжены термометрами сопротивления и термопарами с самопишущими приборами.
В процессе сушки воздух постепенно обогащается парами растворителей. Чтобы можно было использовать воздух многократно и не допустить насыщения его таким количеством паров, при котором он становится взрывоопасным, часть воздуха, обогащенного парами растворителей, выбрасывается в атмосферу, а к остающемуся подмешивается такое же количество свежего воздуха.
Сушка в терморадиационных сушильных установках основана на поглощении окрашенной поверхности тепловых лучей (инфракрасных), излучаемых различными источниками. Сначала нагревается окрашиваемая поверхность изделия, затем нанесенное на нее покрытие (рис. 37).
Благодаря тому, что образование покрытия начинается от поверхности металла, я начальной стадии сушки пары растворителей беспрепятственно улетучиваются. Это исключает возможность образования пузырей, имеющих место при конвекционной сушке, где образование их возможно вследствие стремления не успевших улетучиться остатков растворителей проникнуть через образовавшуюся поверхностную тонкую пленку.
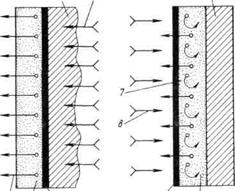
Рис. 37. Схема процесса сушки: а — инфракрасными лучами; б — горячим воздухом; 1 — направление выхода паров растворителя; 2, 7 — слой краски; 3, 9 — твердая пленка; 4, 6 — деталь; 5, 8 — направление подачи тепла; 10 — направление паров растворителя
При сушке инфракрасными лучами мощность теплового потока во много раз выше, чем при конвекционной сушке. Благодаря более интенсивной передаче тепла от источников нагрева к окрашенной поверхности и благоприятным условиям пленкообразования (передаче тепла от нижних слоев лакокрасочного покрытия к верхним) сушка покрытий происходит в 4 ... 15 раз быстрее по сравнению с конвекционной.
Для терморадиационной сушки окрашенных изделий применяют различные сушильные устройства. Они могут быть в виде легких стационарных или передвижных щитов, стационарных камер или тоннелей.
Как в сушильных камерах других типов, для поддержания концентрации паров растворителей на допустимом уровне камеры оснащаются вытяжной вентиляцией. В качестве источников излучения используют различные нагреватели. Наиболее широко в стационарных терморадиационных сушильных камерах применяют трубчатые электрические нагреватели и панельно-плиточные. Продолжительность нагрева изделия, следовательно, и время сушки покрытия, зависят от толщины стенки изделия, природы и цвета лакокрасочного покрытия, а также расстояния от источника излучения.
Благодаря значительному поглощению тепла толстостенными изделиями нарастание тепла на их поверхностях происходит замедленно. Этим и объясняется более медленное высыхание покрытий, нанесенных на толстостенные изделия. Установлено, что применять терморадиационную сушку покрытий, нанесенных на детали толщиной более 30 мм, неэкономично.
При всех прочих равных условиях наиболее быстро высыхают краски черного, коричневого, голубого и зеленого цвета, медленнее сохнут серые и бежевые. Белые покрытия при сушке инфракрасными лучами могут пожелтеть, поэтому не рекомендуется сушить их в терморадиационных сушилках.
При сушке окрашенных изделий сложной формы (выступы, углубления) расстояние отдельных участков поверхности до источника излучения получается различным, вследствие чего возможно неравномерное высыхание покрытий, поэтому для сушки таких изделий используются радиационно-конвекционные сушильные камеры. В них сушка осуществляется одновременно излучателями и горячим воздухом. Движение горячего воздуха в камере способствует выравниванию температуры на окрашенной поверхности, что создает условия для равномерного высыхания покрытий на всей поверхности изделия независимо от его конфигурации.
Для сушки небольших поверхностей и особенно при ремонте покрытий используют главным образом ламповые излучатели.
Дата добавления: 2022-05-27; просмотров: 506;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
