Понятие и виды контроля в управлении качеством
Существовавшее ранее понятие о контроле отделяло хорошие изделия от плохих и такой контроль не способствовал повышению качества. Современный контроль качества направлен не на фиксацию брака, а на предупреждение и осуществляется на всех стадиях жизненного цикла продукции.
В соответствии с международным стандартом ИСО 8402 контроль - это деятельность, включающая проведение измерений, экспертизы, оценки одной или нескольких характеристик изделий и сравнения результатов с установленными техническими требованиями.
Контролю качества подлежат: проекты, материалы, конструкции, изделия, комплектующие механизмы, оборудование, процессы, хранения и транспортировки материалов, готовой продукции и т.д.
В связи с многообразием видов контроля возникает необходимость их классификации. Наиболее полная классификация приведена в справочнике В.В. Бойцова, систематизированная по различным признакам и направлениям. Различают:
1. В зависимости от дальнейшего использования продукции - разрушающий и неразрушающий контроль.
2. В зависимости от объема контролируемой продукции - различают сплошной и выборочный контроль.
3. Для решения годности продукции различают приемочный контроль и статистическое регулирование технологического процесса.
4. В зависимости от места изготовления продукции различают контроль входящей, операционный, готовой продукции, транспортировки и хранения продукции.
5. По характеру контроля различают инспекционный и текущий контроль.
6. По принятых решениях различают активный и пассивный контроль.
7. В зависимости от контролируемого параметра различают контроль по количественному признаку, контроль по качественному признаку и контроль по альтернативному признаку. Контроль качества продукции, в процессе которого определяют значение одного или нескольких параметров, а следующее решение о контролируемой совокупность принимают в зависимости от этих значений, называется контролем по количественному признаку.
8. По характеру поступления продукции на контроль рассматривают непрерывныйконтроль, например, на конвейере или в потоке, и контроль партии продукции.
9. По средствам контроля различают: визуальный, органолептический, инструментальный.
При том или ином виде контроля могут применяться те или иные средства измерений, определяются видом контролируемого параметра.
К ним относятся: линейно-угловые, тепловые, электрические, радиотехнические, магнитные, механические и др.
Многообразие конструкций средств измерений может быть представлено автоматизированными, не автоматизированными, переносными и стандартными, универсальными и специальными и т.д. установками и приборами.
Существовавшая ранее практика контроля качества на отдельных этапах производственного процесса в современных условиях тотального управления качеством (ТQМ) неприменима.
В японской практике производится постоянный контроль качества. Но этим вопросом занимается не специальная служба (ОТК), потому что ей бы понадобилось столько контролеров, сколько рабочих, чтобы проверить качество на всех этапах производственного процесса. По их мнению, единым способом повсеместного контроля является контроль со стороны самих работников. Этот принцип распространяется и на инженерно-технических работников, в результате чего каждое рабочее место становится пунктом проверки качества.
Улучшение самоконтроля обеспечивается правильным и грамотным руководством, с одной стороны, и осознанным добровольным отношением к работе каждого сотрудника, с другой стороны. Созданию такого климата способствуют следующие принципы и приемы к руководства:
• создание системы эффективного управления, а не надзора;
• осуществление управления на основе личного примера, вместо постоянных указаний и распоряжений;
• рассмотрение сотрудников фирмы как создателей качественной продукции, а не как статьи расходов;
• предупреждать ошибки и сбой в производстве, и не ждать, когда их надо будет исправлять;
• внедрять в производственные процессы новые проекты, а не заниматься совершенствованием какого-либо процесса;
• постоянно стимулировать выполнение мероприятий по улучшению качества и не тормозить их внедрения;
• находить причины ошибок, а не искать виновных.
Эти виды контроля осуществляются службами, производственными подразделениями и заводскими лабораториями, а в строительстве - строительными.
Выполнение того или иного вида контроля обеспечивается выполнением своих обязанностей подразделениями и отдельными исполнителями.
Например, в области строительства входной контроль материалов и изделий осуществляют службы УПТК при их наличии или отделы снабжения путем проверки соответствия сопроводительной документации (паспорта, сертификаты) нормативным документам и рабочим чертежам; исполнители работ, мастера проводят входной контроль на строительной площадке конструкций, материалов, изделий путем измерений и внешнего осмотра, а также на всех этапах проверяют соблюдения правил их разгрузки и хранения. Строительная лаборатория испытывает изделия, материалы, конструкции.
Операционный контроль на строительной площадке при выполнении работ делают мастера с привлечением в необходимых случаях других подразделений. В схеме операционного контроля качества - основном документе, регламентирующем порядок контроля, указывается перечень операций, контролируемых строительной лабораторией, а также геодезической службой.
Приемочный контроль выполненных работ осуществляется оформлением приемочно-сдаточного акта (Ф-2) между заказчиком и исполнителем (подрядчиком). При подписании акта подрядчик передает заказчику паспорта, акты на скрытые работы, исполнительные схемы, документацию и др. До передачи указанной документации и выполненных работ кроме линейного персонала организации притчастны отделы строительной организации, а также строительная лаборатория. Выполненные работы с отступлениями от нормативных документов приему не подлежат.
Промежуточная сдача объекта в эксплуатацию оформляется актом рабочей комиссии, окончательная - приемки объекта в эксплуатацию по акту Государственной комиссии. В состав комиссии по приему объектов в эксплуатацию включаются представители заказчика, подрядных организаций, проектировщики, органы Госархстройконтроля, местной власти и других контролирующих инспекций и организаций. Возглавляет инспекции председатель комиссии, назначаемый высшим руководством предприятия.
Входной, операционный контроль в промышленности осуществляется по методикам (стандартам), разработанным предприятиями или ведомствами.
Приемочный контроль на промышленных предприятиях должен осуществляться двумя методами: методом сплошного контроля и выборочного контроля качества основана ного на применении методов математической статистики.
Статистический приемочный контроль качества продукции - это выборочный контроль качества продукции, основанный на применении методов математической статистики.
Статистический приемочный контроль не следует связывать с контролем готовой продукции. Он применяется для того, чтобы решить - принять или отклонить партию продукции. Методы статистического контроля на операциях входного контроля материалов, сырья и комплектующие изделий, при контроле закупок, при операционном контроле готовой продукции, т.е то на всех этапах производственного процесса, осуществляющих регулирование качества.
Контролируемой партией продукции называется совокупность единиц продукции одного наименования, типономинала или типоразмера, сделанная за то же время в тех же условиях.
Статистический контроль (приемный) осуществляется по количественному, качественному и альтернативному признаку. Наиболее распространенным является альтернативный. Он может быть одноступенчатым, многоступенчатым и последовательным.
В случае отклонений в технологическом процессе при изготовлении продукции вводится корректировка, то есть производится статистическое регулирование технологического процесса.
Согласно ДСТУ статистическое регулирование технологического процесса - это корректировка значений параметров технологического процесса по результатам выборочного контроля параметров продукции, осуществляемое для технологического обеспечения необходимого уровня ее качества.
Основное назначение статистического регулирования качества:
• выявить отклонения (дефекты) и их причину;
• зафиксировать эти отклонения (дефекты)
• принять меры по самостоятельному их устранению, а в случае невозможности устранениния информировать об отклонении (дефектах) соответствующие службы;
• разработать мероприятия по их устранению;
• обеспечить реализацию этих мероприятий.
Статистическое регулирование позволяет сократить брак в процессе производства. Для этой цели вводятся следующие методы: контрольные карты, контрольные листы, линейные графики, диаграмма Парето, диаграмма Исикавы, гистограмма, диаграммы рассеяния, метод Тагути и др.
Рассмотрим суть метода статистического регулирования с помощью диаграмма Исикава.
Применяется при анализе возникшей проблемы качества и исследовании всех возможных факторов, влияющих на качество.
Построение диаграммы осуществляется в следующем порядке:
- Выбирается показатель, характеризующий качество (возникшей проблемы)
- Затем выбираются главные причины-факторы, влияющие на качество. Это материалы, машины (оборудования), документация, процесс труда;
- Выбираются вторичные и третичные причины (факторы), влияющие на качество;
- Выделяются основные причины и разрабатываются меры по их устранению).
Техническому контролю подлежат материалы, продукция, процессы ее создания, применения, транспортировки, хранения, технического обслуживания и ремонта, а также отвечает видна техническая документация.
Полученная информация в результате технического контроля используется в системе обратных связей при управлении качеством продукции.
В зависимости от уровня управления различают государственный, ведомственный и производственный технический контроль.
Техническим контролем называется проверка соблюдения технических требований, предъявляемых к качеству продукции на всех стадиях разработки, изготовления, или эксплуатации потребления.
На предприятиях технический контроль осуществляет служба технического контроля - специальный структурное подразделение (управление, отдел, лаборатория, сектор, бюро и т.д.).
Главная задача службы технического контроля - предотвращение выпуска продукции, не отвечает требованиям стандартов и ТУ, утвержденным образцам, проектно-конструкторской и технологической документации, контрактам и т.д.
Контроль качества продукции осуществляется по трем направлениям. Первое - со стороны государства, второе - ведомств и предприятий, третье - заказчиков. Государство осуществляет надзор за соблюдением стандартов, норм и правил, состоянием средств измерений, а также других требований, связанных с качеством строительства. Предприятие - по всем жизненном цикле продукции, а заказчик - при заключении контракта и в процессе его действия.
Государственный надзор осуществляется Госкомитетом по стандартизации, метрологии и сертификации продукции (Госстандартом), а в строительстве - Госархстройконтроля.
Исходным контролем качества продукции является лицензирование или право на производство, а в строительстве - право на проектирование и выполнение строительно-монтажных работ.
Контрольный листок
Какая бы задача не стояла перед системой, объединяющей последовательность применения статистических методов, всегда начинают со сбора исходных данных, на базе которых затем применяют тот или иной инструмент.
Контрольный листок (или лист) — это инструмент для сбора данных и автоматического их упорядочения для облегчения дальнейшего использования собранной информации.
Обычно контрольный листок представляет собой бланк, на котором заранее напечатаны контролируемые параметры, согласно которым можно заносить в листок данные с помощью пометок или простых символов. Он позволяет автоматически упорядочить данные без их последующего переписывания. Таким образом, контрольный листок — хорошее средство регистрации данных.
Число различных контрольных листков исчисляется сотнями, и в принципе для каждой конкретной цели может быть разработан свой листок. Но принцип их оформления остается неизменным.
При составлении контрольных листков следует обратить внимание на то, чтобы было указано, кто, на каком этапе процесса и в течение какого времен собирал данные и чтобы форма листка была простой и понятной без дополнительных пояснений.
Важно и то, чтобы все данные добросовестно фиксировались, и собранная в контрольном листке информация могла быть использована для анализа процесса.
Контрольные листки определяют перечень однородных дефектов за определенный период времени, который может колебаться от часов до недель. Они сводятся в табл. 5.1 с наименованием дефектов и указанием времени, течение которого будут собираться дефекты. Например, для изготовления сборной железобетонной панели перекрытия.
Контрольные листки применяются для сбора данных и проведения анализа состояния процесса.
Таблица 5.1
| Дефекты | Дни недели | Всего | ||||||
| 1-й | 2-й | 3-й | 4-й | 5-й | 6-й | 7-й | ||
| 1. Отклонения от геометрических размеров | / | // | // | /// | /// | /// | ||
| 2. Недополучение защитного слоя | // | /// | // | ///// | ///// | |||
| 3. Напливы на поверхности | // | / | /// | /// | ||||
| 4. Раковины на поверхности | /// | //// | ///// | |||||
| 5. Смещение закладных деталей | // | // | /// | /// | /// | // | ||
| 6. и т.д., другие дефекты | /// | // | // | |||||
| Всего: |
Гистограмма
Для наглядного представления тенденции изменения наблюдаемых значений применяют графическое изображение статистического материала. Наиболее распространенными графиками, к которым прибегают при анализе распределения случайной величины являются: полигон, гистограмма и кумулятивная кривая. Наиболее часто на практике применяют гистограмму.
Полигоны,как правило, применяют для отображения дискретных изменений случайной величины, но они могут использоваться и при непрерывных(интервальных) изменениях. В этом случае ординаты, пропорциональные частотам интервалов, восстанавливаются перпендикулярно оси абсцисс в точках, соответствующих серединам данных интервалов. Вершины ординат соединяются прямыми линиями. Для замыкания кривой крайние ординаты соединяются с близлежащей серединой интервала, в которой частота равна нулю.
Гистограммараспределения обычно строится для интервального изменения значения параметра. Для этого на интервалах, отложенных по оси абсцисс, строят прямоугольники (столбики), высоты которых пропорциональны частотам интервалов.
Гистограмма очень удобна для визуальной оценки расположения статистических данных в пределах допуска.
Кумулятивная кривая строится на основе накопленных частот, значения которых откладываются по оси ординат для каждого интервала. Следует отметить, что накопленные частоты интервального ряда относятся не к серединам интервалов, а к верхним границам каждого из них. Высота последней ординаты соответствует объему наблюдений всего ряда, или 100%.
Гистограмма, это способ представления статистических данных в графическом виде – в виде столбчатой диаграммы. Она отображает распределение отдельных измерений параметров изделия или процесса. Иногда ее называют частотным распределением, так как гистограмма показывает частоту появления измеренных значений параметров объекта.
Высота каждого столбца указывает на частоту появления значений параметров в выбранном диапазоне, а количество столбцов – на число выбранных диапазонов.
Важное преимущество гистограммы заключается в том, что она позволяет наглядно представить тенденции изменения измеряемых параметров качества объекта и зрительно оценить закон их распределения. Кроме того, гистограмма дает возможность быстро определить центр, разброс и форму распределения случайной величины. Строится гистограмма, как правило, для интервального изменения значений измеряемого параметра.
Порядок построения гистограммы следующий:
1. Собираются статистические данные – результаты измерений параметра объекта. Для того, чтобы гистограмма позволяла оценить вид распределения случайной величины предпочтительно иметь не менее тридцати результатов измерений.
2. Выявляется наибольшее и наименьшее значение показателя среди полученных результатов измерений.
3. Определяется ширина диапазона значений показателя – из наибольшего значения показателя вычитается наименьшее значение.
4. Выбирается надлежащее число интервалов в пределах которых необходимо сгруппировать результаты измерений.
5. Устанавливаются границы интервалов. Границы интервалов необходимо установить так, чтобы значения данных не попадали ни на одну из границ интервала. Например, если были выбраны интервалы с границами от 0,5 до 5,5 от 5,5 до 10,5 и т.д. то значение данных 5,5 будет попадать как в первый, так и во второй интервал. Чтобы избежать этой проблемы можно изменить интервалы от 0,51 до 5,50 от 5,51 до 10,50 и так далее, таким образом ни одно значение данных не попадет на границу интервала.
6. Подсчитывается число попаданий значений результатов измерений в каждый из интервалов.
7. Строится гистограмма – на оси абсцисс (горизонтальной оси) отмечаются интервалы, а на оси ординат (вертикальной оси) отмечается частота попаданий результатов измерений в каждый интервал. Интервалы можно устанавливать в натуральных единицах (если позволяет масштаб), т.е. в тех единицах, в которых проводились измерения, либо каждому интервалу можно присвоить порядковый номер и отмечать на оси абсцисс номера интервалов. В результате получается столбчатая диаграмма, представленная на рисунке ниже.
Если на контролируемый параметр существует поле допуска, то гистограмма может содержать верхнюю и нижнюю границы поля допуска. Это позволяет увидеть в какую сторону и как смещается значение контролируемого показателя относительно поля допуска. Границы наносятся по оси абсцисс.
Гистограмма, представленная на рис. 5.1 имеет форму нормального распределения, что говорит о стабильности процесса, но часто бывает, что форма распределения отклоняется от нормального.

Рис. 5.1. Гистограмма
Это свидетельствует о нарушениях в процессе и необходимости применения управляющих воздействий. Некоторые, часто встречающие отклонения и их причины представлены ниже.
Гистограмма смещена влево (асимметрия влево) (рис. 5.2):
Может вызываться смещением процесса к верхней границе допуска, либо из множества измерений отсортированы результаты, которые выпадают за пределы верхней границы допуска, либо природа процесса физически запрещает любые измерения больше чем максимальные значения допуска.

Рис. 5.2. Гистограмма, асимметрия влево
Гистограмма смещена вправо (асимметрия вправо) (рис. 5.3):
Может вызываться смещением процесса к нижней границе допуска, либо из множества измерений отсортированы результаты, которые выпадают за пределы нижней границы допуска, либо природа процесса физически запрещает любые измерения меньше чем минимальные значения допуска.

Рис. 5.3. Гистограмма, асимметрия вправо
Бимодальность (рис. 5.4):
Гистограмма отображает два совмещенных процесса. Такая ситуация может произойти если результаты измерений получены от двух разных устройств, двух операторов, контролеров, разных измерительных инструментов, или с разных точек измерения.

Рис. 5.4. Гистограмма, бимодальность
Гистограмма не имеет центра (рис. 5.5):
Центр распределения был отсортирован из набора данных результатов измерений. Такая ситуация может возникнуть из-за недостаточных требований в инженерной спецификации.

Рис. 5.5. Гистограмма не имеет центра
Гистограмма содержит выступы на границах (рис. 5.6):
Часть измерений на удаленных от центра сторонах распределения была изменена, чтобы привести характеристики процесса в соответствие с установленным полем допуска или измерения, выходящие за пределы поля допуска были записаны как входящие в поле до  пуска.
пуска.
Рис. 5.6. Гистограмма содержит выступы на границах
Сильные стороны гистограммы, как инструмента контроля качества, заключаются в ее наглядности, простоте, возможности быстро представить вид распределения большого числа данных. Также гистограмма показывает взаимосвязь изменения контролируемых параметров по отношению к инженерным спецификациям.
К недостаткам можно отнести – отсутствие возможности количественно оценить стабильность процесса, отсутствие привязки ко времени, необходимость большого числа данных для точной оценки структуры распределения, возможность различного толкования результатов, некоторая субъективность в представлении формы распределения.
Диаграмма Парето
Диаграмма Парето - это столбчатая диаграмма, на которой интервалы (столбики) упорядочены по нисходящей линии. На такой диаграмме интервалы могут представлять виды дефектов, их локализацию, ошибки и пр. А высота интервалов (высота столбиков) - частоту возникновения дефектов, их процентное соотношение, стоимость, время и пр.
Диаграмма Парето является графическим отображением правила Парето. В менеджменте качества применение этого правила показывает, что значительное число несоответствий и дефектов возникает из-за ограниченного числа причин. Коротко правило Парето формулируется как 80 на 20. Например, если применить это правило по отношению к дефектам, то окажется, что 80 процентов дефектов возникает из-за 20 процентов причин.
Используется диаграмма Парето при выявлении наиболее значимых и существенных факторов, влияющих на возникновение несоответствий или брака. Это дает возможность установить приоритет действиям, необходимым для решения проблемы. Кроме того, диаграмма Парето и правило Парето позволяют отделить важные факторы от малозначимых и несущественных.
Строится диаграмма Парето в следующем порядке:
1. Определяется проблема, которую необходимо решить (например, дефектные изделия, стоимость потерь от брака и т.п.) и выбирается временной интервал для изучения проблемы.
2. Выбирается тип данных (фактор) для анализа, который наиболее полно сможет охарактеризовать проблему (например, дефекты, их локализация, объем потерь, затраты и пр.). Выбранный тип данных должен быть разбит на подтипы. Например, если в качестве типа данных выбраны дефекты, то подтипом будут являться виды дефектов – деформация, царапины, трещины и пр.
3. Определяется единица измерений, соответствующая типу данных (например, количество дефектов, их частота, процент затрат и т.п.).
4. Собираются статистические данные, и выполняется их систематизация. Для сбора и регистрации данных можно применять другие инструменты качества, например контрольный листок. Систематизацию статистических данных лучше представить в виде таблицы.
5. Выполняется подсчет и упорядочивание данных по убыванию.
6. При необходимости назначаются веса для каждого из подтипов данных. Установление весов может оказать существенное влияние на результат, который покажет диаграмма Парето. Веса перемножаются на подсчитанные значения по каждому из подтипов данных, что приводит к изменению соотношения их значимости.
7. Строится столбчатая диаграмма, на которой отмечаются подтипы данных и их величина. В прямоугольной системе координат по горизонтали откладываются равные отрезки, соответствующие подтипам данных, а по вертикали отмечается величина этих данных в порядке по убыванию.
8. Вычисляется и отображается на диаграмме линия суммарных значений (например, накопленных процентов).
9. Выполняется анализ полученных результатов для разработки необходимых действий по решению проблемы
Исследуется проблема дефектных изделий – печатных плат. В качестве типа данных для анализа выбраны дефекты, которые детализированы по видам. Единица измерений дефектов – процент от общего числа дефектов (рис. 5.7).
| Вид дефектов на печатной плате | Процент от общего числа дефектов | 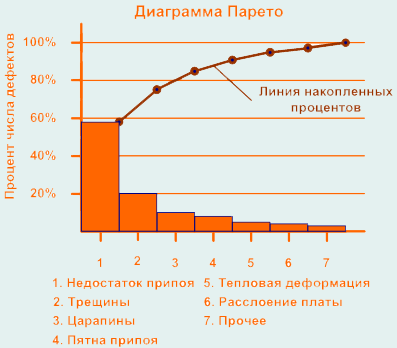
|
| Недостаток припоя | ||
| Трещины | ||
| Царапины | ||
| Пятна припоя | ||
| Тепловая деформация | ||
| Расслоение платы | ||
| Прочее | ||
| Итого: |
Рис. 5.7. Диаграмма Парето
После построения графика выясняют причины возникновения дефекта и принимают меры по их устранению. Затем снова строят график с целью проверки эффективности принятых мер и строят кумулятивную кривую для учета совокупного процента дефектов.
Основное преимущество, которое дает диаграмма Парето это возможность сфокусировать усилия и ресурсы на устранении наиболее значимых проблем. Также как и другие инструменты качества, она легка для применения и понимания персоналом организации.
Недостатком этого инструмента является возможность ввести в заблуждение относительно значимости проблем, особенно если не учитывается стоимость последствий возникающих несоответствий и дефектов.
Дата добавления: 2021-12-14; просмотров: 739;
Поиск по сайту
Узнать еще
- B.I. Понятие культуры
- I. 5. Тесты для контроля знаний раздела I
- I. Определение, виды радиоактивности, радиоактивные семейства
- I. Понятие о методах воспитания.
- I. Понятие о принципах обучения, их взаимосвязь.
- II. Виды ионизирующих излучений и единицы измерения ИИ
- II. Общее понятие о процессе познания и процессе обучения.
- II. ЭКОНОМИЧЕСКАЯ ПОЛИТИКА, ее цели и виды. ФИАСКО ГОСУДАРСТВА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
