Диаграмма разброса (рассеивания)
Диаграмма разброса - инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных. Эти две переменных могут относиться к:
-характеристике качества и влияющему на нее фактору;
-двум различным характеристикам качества;
-двум факторам, влияющим на одну характеристику качества.
Для выявления связи между ними и служит диаграмма разброса, которую также называют полем корреляции.
Построение диаграммы разброса выполняется в следующей последовательности:
Этап 1. Соберите парные данные (х,у), между которыми вы хотите исследовать зависимость, и расположите их в таблицу. Желательно не менее 25-30 пар данных.
Этап 2. Найдите максимальное и минимальное значения для х и у. Выберите шкалы на горизонтальной и вертикальной осях так, чтобы обе длины рабочих частей получились примерно одинаковыми, тогда диаграмму будет легче читать. Возьмите на каждой оси от 3 до 10 градаций и используйте для облегчения чтения круглые числа. Если одна переменная - фактор, а вторая - характеристика качества, то выберите для фактора горизонтальную ось х, а для характеристики качества - вертикальную ось у.
Этап 3. На отдельном листе бумаги начертите график и нанесите на него данные.
Этап 4. Сделайте все необходимые обозначения. Убедитесь, нижеперечисленные данные, отраженные на диаграмме, понятны любому человеку, а не только тому, кто делал диаграмму:
- название диаграммы;
- интервал времени;
- число пар данных;
- названия и единицы измерения каждой оси;
- имя (и прочее) человека, который делал эту диаграмму.
Пример построения диаграммы разброса дан на рис. 5.8.
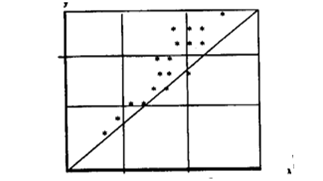
Рис.5.8. Диаграмма разброса
Диаграмма разброса позволяет наглядно показать характер изменения параметра качества во времени. Для этого нужно провести из начала координат биссектрису. Если все точки лягут на биссектрису, то это означает, что значения данного параметра не изменились в процессе испытаний. Следовательно, рассматриваемый фактор (или факторы) не влияют на параметр качества.
Если основная масса точек лежит над биссектрисой, как на рис.1, то это означает, что значения параметра за рассматриваемое время возросли. Если же точки лежат под биссектрисой, то значения параметра за рассматриваемое время уменьшилось.
Однако наибольшее распространение получило применение диаграмм разброса для определения вида связей. Возможны различные варианты скоплений точек. Например, скопление точек на рис.5.8. соответствует прямой корреляции.
Диаграмма Исикавы
Эта диаграмма была предложена профессором Токийского университета Каору Исикава в 1953 г. Диаграмма представляет собой «рыбий скелет» и состоит из показателя качества, характеризующего результат, и причин-факторов, влияющих на качество (рис. 5.9)

Рис. 5.9. Диаграмма Исикавы
Применяется при анализе возникшей проблемы качества и исследовании всех возможных факторов, влияющих на качество.
Построение диаграммы осуществляется в следующем порядке:
- Выбирается показатель, характеризующий качество (возникшей проблемы)
- Затем выбираются главные причины-факторы, влияющие на качество. Это материалы, машины (оборудование), документация, процесс труда;
- Выбираются вторичные и третичные причины (факторы), которые влияют на качество;
- Выделяются основные причины и разрабатываются меры по их устранению.
Контрольная карта
Контрольная карта (карта Шухарта) это линейчатый график, построенный на основании данных измерений показателей процесса (или продукта) в различные периоды времени. Он позволяет отразить динамику изменений показателя и за счет этого контролировать процесс (рис. 5.10).
От обычных линейчатых графиков контрольные карты отличаются только дополнительно нанесенными горизонтальными линиями. Эти линии обозначают верхнюю и нижнюю контрольную границу статистически допустимых изменений измеряемой величины и среднее значение всех измерений.
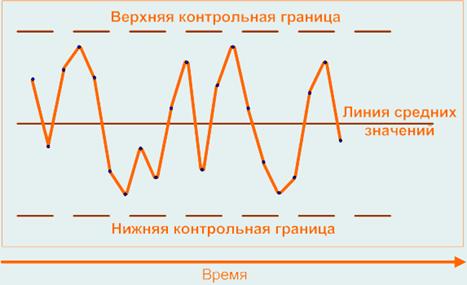
Рис. 5.10. Контрольная карта
Точки, которые наносятся на контрольные карты, могут быть как результатом прямых измерений отдельного показателя процесса, так и суммарным (комплексным) значением группы показателей, полученных в один момент времени. Комплексный показатель может включать, например, среднее значение по группе измерений, среднее значение отклонений, процент дефектов, среднее число дефектов на единицу и т.п.
http://www.kpms-magazin.ru/knigi-spravochniki/product/view/1/1
Контрольные границы определяют предел ожидаемых изменений процесса, когда действуют только наиболее типичные для этого процесса факторы. Наносятся контрольные границы, как правило, на расстоянии трех стандартных отклонений случайной величины от линии средних значений.
Применение контрольных карт для отображения изменений показателей во времени дает возможность точно определить, когда и как изменился процесс и тем самым обеспечить базу для управления им. Например, если контрольная карта отображает единичный случай выхода показателя за контрольные границы, то нет необходимости предпринимать какие-либо действия по корректировке процесса. Если же, например, контрольная карта показывает асимметричное смещение контролируемого показателя (в течение длительного интервала времени) относительно линии средних значений, то процесс требует вмешательства и принятия корректирующих действий.
Для управления процессами разработаны и применяются различные контрольные карты. Например, существуют такие контрольные карты как - средних значений, медиан, средних квадратических отклонений, размахов, числа дефектных единиц продукции, доли дефектных единиц продукции, числа дефектов, числа дефектов на единицу продукции и пр. Их выбор зависит от целей управления и вида контролируемых данных (количественный признак или альтернативный признак). Если необходимо определять фактические значения контролируемого параметра, то такой вид контроля называется контролем по количественному признаку. Если нет необходимости знать фактическое значение контролируемого параметра, а просто достаточно установить соответствие или несоответствие этого параметра установленным требованиям, то такой вид контроля называется контролем по альтернативному признаку. Исходя из этих условий выбираются соответствующие контрольные карты.
Несмотря на то, что существуют различные контрольные карты, порядок их построения один и тот же:
1. Определяются показатели процесса или продукции, которые необходимо измерять. Показатели могут иметь количественные или качественные значения.
2. Определяются точки контроля показателя. По возможности, точки контроля необходимо устанавливать на наиболее ранней стадии процесса, где выбранный показатель может быть измерен.
3. На основании вида контролируемых показателей (контроль по количественному или альтернативному признаку) выбирается соответствующая контрольная карта.
4. Когда применяется контроль по количественному или альтернативному признаку часть последовательных во времени измерений (примерно от 3 до 5) может иметь близкие значения. Эти измерения формируются в подгруппу. Количество измерений, вошедших в подгруппу, называется размером подгруппы. Необходимо установить размер подгруппы.
5. Проводятся измерения выбранного показателя процесса или продукта.
6. На контрольной карте отображаются результаты измерений (для контроля по количественному признаку) или суммарные (комплексные) значения (для контроля по альтернативному признаку) показателей.
7. Точки графика соединяются между собой.
8. Рассчитывается линия средних значений, и вычисляются контрольные границы. В зависимости от того, какие контрольные карты применяются, формулы расчета контрольных границ и их количество может изменяться (например, для карты размаха достаточно рассчитать только верхнюю контрольную границу).
9. Линия средних значений и контрольные границы отображаются на контрольной карте.
10. Определяются все точки, выходящие за пределы контрольных границ.
11. Проводится анализ причин выхода значений контролируемых показателей за пределы контрольных границ и направления смещения подгрупп относительно линии средних значений. При необходимости предпринимаются корректирующие действия.
Для того чтобы контрольная карта являлась эффективным средством управления процессом сбор результатов измерений контролируемых показателей и их регистрация в контрольной карте должны осуществляться в режиме реального времени.
Контрольные карты обладают рядом достоинств. В частности, они дают возможность визуально определить момент изменения процесса, создают основу для улучшения процесса, выявляют различия между случайными и системными нарушениями в процессе, снижают потери от брака за счет предотвращения появления дефектов. К недостаткам контрольных карт можно отнести более высокие требования к подготовке персонала и необходимость работы в реальном времени.
Дата добавления: 2021-12-14; просмотров: 1197;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
