Характеристики машин для точечной сварки
| Тип машины | W,(кВА) | U раб,(В) | D,(мм) | F,(кН) | Сварок в час |
| МТ-809 МТ-1609 МТ-207 ТП-400 | 1-3 | 0,2-3 | |||
| 3-6 4-8 6-12 | 0,5-5 1-5 До 8 |
Обозначения столбцов: W - мощность машины, ираб - рабочее напряжение, D - диаметр электрода, F - усилие сжатия свариваемых деталей, сварок в час - производительность.
Точечная конденсаторная сварка.
Одним из распространенных видов контактной сварки является конденсаторная сварка или сварка запасённой энергией, накопленной в электрических конденсаторах. Энергия в конденсаторах накапливается при их зарядке от источника постоянного напряжения (генератора или выпрямителя), а затем в процессе разрядки преобразуется в теплоту, используемую для сварки. Накопленную в конденсаторах энергию можно регулировать изменением ёмкости конденсатора (С) и напряжения зарядки (U).
Существует два вида конденсаторной сварки:
- бестрансформаторная (конденсаторы разряжаются непосредственно на свариваемые детали);
- трансформаторная (конденсатор разряжается на первичную обмотку сварочного трансформатора, во вторичной цепи которого находятся предварительно сжатые свариваемые детали).
Принципиальная схема конденсаторной сварки приведена на рис. 1.29.
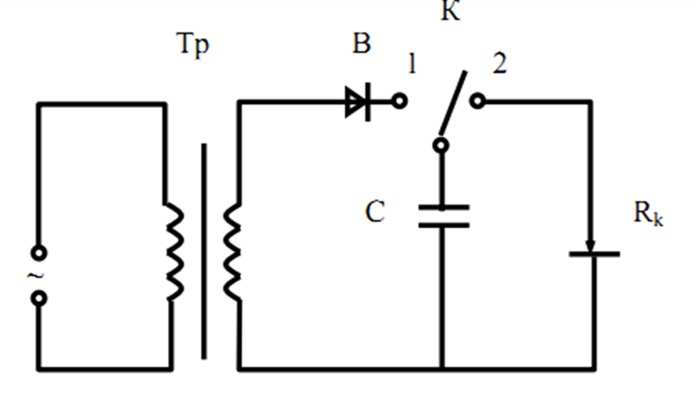
Рис. 1.29. Принципиальная схема устройства для конденсаторной сварки: Тр - повышающий трансформатор, В - выпрямитель, С - конденсатор емкостью 500 мкФ, Rк - сопротивление свариваемых деталей, К - ключ- переключатель
В положении переключателя 1 конденсатор заряжается до напряжения U0. При переводе переключателя в поз. 2 конденсатор разряжается через контактное сопротивление свариваемых деталей. При этом возникает мощный импульс тока.
Напряжение с конденсатора подается на заготовку через точечные контакты площадью ~ 2 мм . Возникающий при этом импульс тока в соответствии с законом Джоуля-Ленца разогревает область контакта до рабочей температуры сварки. Для обеспечения надежного прижимания свариваемых поверхностей через точечные электроды на детали передается механическое напряжение порядка 100 МПа.
Основное применение конденсаторной сварки состоит в соединении металлов и сплавов малых толщин. Преимуществом конденсаторной сварки является незначительная потребляемая мощность.
Для определения эффективности сварки оценим максимальную температуру в области контакта свариваемых деталей (Тmax).
Ввиду того что длительность импульса разрядного тока не превышает 10-6 с, расчет проведен в адиабатическом приближении, то есть пренебрегая теплоотводом из области протекания тока.
Принцип контактного нагрева деталей представлен на рис. 1.30.
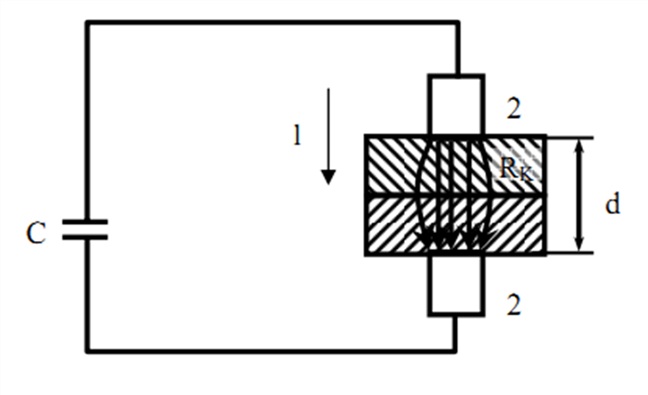
Рис. 1.30. Принцип контактной сварки: 1 - свариваемые детали толщиной d = 5*10-2 см, 2 - электроды площадью S= 3*10-2 см , С - конденсатор емкостью 500 мкФ, Rк - контактное сопротивление
Преимуществом конденсаторной сварки является незначительная потребляемая мощность, которая составляет (0,1-0,2) кВА. Продолжительность импульса сварочного тока - тысячные доли секунды. Диапазон свариваемых толщин металла находится в пределах от 0,005 мм до 1 мм. Конденсаторная сварка позволяет успешно соединять металлы малых толщин, мелкие детали и микродетали, плохо различимые невооруженным глазом и требующие при сборке применения оптических приборов. Этот прогрессивный способ сварки нашел применение в производстве электроизмерительных приборов и авиационных приборов, часовых механизмов, фотоаппаратов и т.д.
Дата добавления: 2021-11-16; просмотров: 502;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- II. Основные характеристики микроскопа.
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
