ИНДУКЦИОННАЯ ПЛАВКА
Металл, получаемый дуговой плавкой, используют для проката. Для небольших отливок, фасонного литья и для переработки отходов редких металлов применяют методы плавки в тигле.
Индукционная высокочастотная плавка имеет преимущества перед дуговой плавкой. Одним из главных достоинств индукционной плавки является интенсивное перемешивание объема расплавленного металла, что дает возможность получать однородные по составу и структуре слитки за один переплав. При индукционной плавке в тигле можно использовать куски металлических отходов; отпадает необходимость в приготовления электродов. Но в этом случае наиболее остро встает проблема материала тигля, поскольку расплавленный металл способен активно взаимодействовать с огнеупором. Материалом тигля обычно служит окись бериллия или тория. Но частичное загрязнение металла кислородом все же происходит.
Для плавки циркония тигли изготовляют из окиси бериллия, так как примесь бериллия в ядерном цирконии относительно безвредна. Широкое распространение получили также тигли из специального плотного графита. Расплавленный металл обладает очень низким поверхностным натяжением и хорошо смачивает графитовый тигель. Кроме первой плавки все последующие происходят в тигле, покрытом слоем металла. Но загрязнение углеродом все же может достигать 0,6%. Поэтому полученный металл не обладает достаточной для проката пластичностью.
Плавку ведут в. атмосфере инертного газа (аргон чистотой не менее 99,8%) или в вакууме.
В тиглях из окиси бериллия в днище имеется пробка, которая вынимается с помощью стопорного стержня. И стержень, и пробка также сделаны из окиси бериллия. В случае графитовых тиглей пробку делают из того же металла, который подвергается переплавке. Для расплавления пробки в печи имеется специальный малый редуктор. Расплавленный металл выливается в графитовую или медную водоохлаждаемую изложницу. Графитовая изложница в отличие от медной водоохлаждаемой нуждается в предварительной дегазации, так как изложница в процессе плавки не должна выделять газов.
Схема высокочастотной индукционной печи с графитовым плавильным тиглем показана на рис. 91. Тигли и изложницы из плотного графита выдерживают 10-20 отливок.
Чтобы уменьшить турбулентность в струе выливаемого металла, используют так называемую поворотную печь. В этой печи тигель и изложницы расположены в вакуумной камере под углом, и при повороте камеры расплавленный металл выливается в изложницу через край (рис. 92).
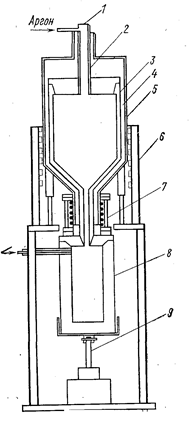
Рис. 91. Индукционная печь с графитовым тиглем для плавки гитана (Милицын К. И.. Ловчиков В. С., Суворов А. М., 1956, рис. 59): 1 - смотровое окно; 2 - графитовая труба; 3 - графитовый тигель; 4 - засыпка из сажи; 5 - кварцевая труба; 6 и 7 - индукционный контур на 20 и 6 квт соответственно; 8 - графитовая или медная изложница; 9 - механическое устройство для подъема и опускания изложницы.
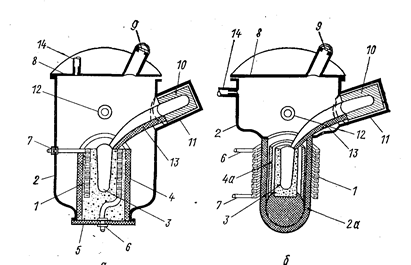
Рис. 92. Устройство вакуумных индукционных высокочастотных печей (Пазухин В.А., Фишер А. Я., 1956, рис. 183): а - с индуктором внутри печи; б - с внешним индуктором. 1 - индуктор; 2 - кожух; 2а - керамический стакан со сферическим дном; 3 - плавильный тигель; 4 - керамическая труба; 4а - керамический экран; 5 - крышка; 6 и 7 - вводы индуктора; 8 - съемная крышка; 9 - смотровое окно; 10 - изложница; 11 - выступ кожуха; 12 - полая ось; 13 - желоб; 14 - патрубок.
Чтобы уменьшить турбулентность в струе выливаемого металла, используют так называемую поворотную печь. В этой печи тигель и изложницы расположены в вакуумной камере под углом, и при повороте камеры расплавленный металл выливается в изложницу через край (рис. 92).
Однако при выпуске металла через дно плавильного тигля слиток получается чище, потому что неплавкие частицы, всплывающие на поверхность, не попадают в изложницу или же выходят из тигля последними.
Дата добавления: 2020-02-05; просмотров: 838;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
