ИНДУКЦИОННАЯ НАПЛАВКА
Физическиеосновы нагрева токам и высокой частоты.К отличительным особенностям индукционного нагрева относится бесконтактный способ передачи энергии в нагреваемое изделие посредством электромагнитного поля. В любом электропроводном материале, помещенном в переменное электромагнитное поле, индуктируются вихревые токи. В сравнении с кондуктивным индукционный (бесконтактный) подвод энергии упрощает и расширяет возможности нагрева геометрически сложных поверхностей деталей.
Устройством, передающим энергию Высокой частоты в наплавляемый металл, является индуктор. Он представляет собой виток или спираль из нескольких витков медной трубки, при работе охлаждаемых водой, по которым протекает ток высокой частоты. При этом вокруг витков создается переменное магнитное поле. Подготовленные к наплавке детали располагают 'В зоне действия индуктора, где они пронизываются переменным магнитным полем. Переменное электромагнитное поле индуктирует электродвижущую (э. д. с.) силу, под действием которой в металле возникают токи, нагревающие наплавляемую поверхность до заданной температуры. Плотность индуктируемых в каждом элементарном объеме металла токов может изменяться по различным законам в зависимости от формы, геометрических размеров нагреваемой детали, удельного сопротивления и магнитной проницаемости материала и пр.
Мгновенное значение индуктированной электродвижущей силы в вольтах определяют на основании известного закона электромагнитной индукции, согласно которому э. д. с. равна скорости убывания магнитного потока, т. е.
e= -dФ/dτ
где Ф— магнитный поток, Гц; τ — время изменения магнитного потока.
Для случая изменения магнитного потока, пронизывающего витки потокосцепленного контура, близкого к синусоиде, действующее значение
E= 4.44fnФ
где f— частота индуктированного тока, Гц; τ — число витков контура.
Выходящая из непроводящей среды, например воздуха, электромагнитная волна внутри металла распространяется перпендикулярно его поверхности и затухает по мере удаления от нее.
Поверхностный эффект. Вихревые токи по сечению проводника распределяются неравномерно, их плотность уменьшается по мере удаления от поверхности к центру. Это связано с затуханием электромагнитной волны, распространяемой внутри металла. Такое явление получило название поверхностного эффекта.
Для количественной оценки поверхностного эффекта в теории индукционного нагрева используют Д — глубину проникновения тока в материал. При прочих равных условиях поверхностный эффект будет тем сильнее, чем больше размеры проводника и выше частота тока. Глубина проникновения тока представляет собой расстояние, на котором амплитуды напряженностей электрического и магнитных полей плоских электромагнитных волн уменьшаются в 2,718 раз, а фаза волны изменяется на 1 радиан, т. е. на 57°.
Глубина проникновения тока
Δ=5030 
где ρ — удельное электрическое сопротивление проводника; μ — относительная магнитная проницаемость; f — частота тока.
В практических расчетах часто используют эмпирическую формулу для определения глубины проникновения тока в материал нагреваемого изделия при определенной температуре:
Δ=k/f
где k— эмпирический коэффициент (табл. 8.2).
 В зависимости от размеров детали и частоты тока при индуктивном нагреве различают "массивные" и "прозрачные" тела для электромагнитного поля. Если диаметр проводника, в котором индуктированы вихревые токи, в восемь и более раз больше Д, то такая частота считается высокой или тело "массивным". Если глубина проникновения тока Д больше, чем диаметр проводника, то такое тело называют "прозрачным" для электромагнитного поля данной частоты. В "массивном" теле в пределах слоя металла толщиной Л выделяется почти вся мощность (86,5 % энергии, подводимой в тело).
В зависимости от размеров детали и частоты тока при индуктивном нагреве различают "массивные" и "прозрачные" тела для электромагнитного поля. Если диаметр проводника, в котором индуктированы вихревые токи, в восемь и более раз больше Д, то такая частота считается высокой или тело "массивным". Если глубина проникновения тока Д больше, чем диаметр проводника, то такое тело называют "прозрачным" для электромагнитного поля данной частоты. В "массивном" теле в пределах слоя металла толщиной Л выделяется почти вся мощность (86,5 % энергии, подводимой в тело).
Влияние нагрева на электрические свойства материала. К основным электрофизическим свойствам материалов относится магнитная проницаемость (μ) и удельное электрическое сопротивление (ρ). Данные параметры оказывают основное влияние на глубину проникновения тока и передаваемую в изделие мощность.
 В зависимости от относительной магнитной проницаемости нагреваемые материалы разделяют на парамагнетики, диамагнетики и ферромагнетики. У первых двух близка к единице, а у ферромагнетиков она значительно превышает единицу. К ферромагнетикам относятся железоуглеродистые сплавы, никель, кобальт. Магнитная проницаемость у ферромагнетиков зависит от напряженности магнитного поля, температуры и ряда других факторов. Влияние температуры нагрева на изменение магнитной проницаемости в области достаточно сильных магнитных полей представлено на рис. 8.4. Скачкообразное уменьшение магнитной проницаемости при температуре 1053 К связано с потерей магнитных свойств стали. Температура, при которой магнитная проницаемость падает до единицы, называется точкой Кюри. Для различных материалов температура магнитных превращений различна. Например, для углеродистых сталей точка Кюри лежит в интервале температур 1033—1056 К, кобальта — 1413 К и никеля .— 633 К.
В зависимости от относительной магнитной проницаемости нагреваемые материалы разделяют на парамагнетики, диамагнетики и ферромагнетики. У первых двух близка к единице, а у ферромагнетиков она значительно превышает единицу. К ферромагнетикам относятся железоуглеродистые сплавы, никель, кобальт. Магнитная проницаемость у ферромагнетиков зависит от напряженности магнитного поля, температуры и ряда других факторов. Влияние температуры нагрева на изменение магнитной проницаемости в области достаточно сильных магнитных полей представлено на рис. 8.4. Скачкообразное уменьшение магнитной проницаемости при температуре 1053 К связано с потерей магнитных свойств стали. Температура, при которой магнитная проницаемость падает до единицы, называется точкой Кюри. Для различных материалов температура магнитных превращений различна. Например, для углеродистых сталей точка Кюри лежит в интервале температур 1033—1056 К, кобальта — 1413 К и никеля .— 633 К.
При нагреве помимо изменения магнитной проницаемости происходит увеличение электрического сопротивления металлов. Известно, что удельное сопротивление .сталей возрастает монотонно во .всем, интервале температур до точки Кюри, а затем его увеличение замедляется. При температурах нагрева свыше 1237 К удельное сопротивление различных сталей практически одинаково и равно 1,2 — 1,3 Ом-мм2/м.
В процессе индукционного нагрева в связи с изменением магнитной проницаемости и удельного сопротивления при достижении точки Кюри происходит изменение глубины проникновения тока пропорционально  Различают глубину проникновения тока Δx, в холодный и Δг горячий металл. Глубина проникновения тока Δг, в нагретую выше точки Кюри сталь увеличивается в 8 — 10 раз. Глубина проникновения тока в горячий металл
Различают глубину проникновения тока Δx, в холодный и Δг горячий металл. Глубина проникновения тока Δг, в нагретую выше точки Кюри сталь увеличивается в 8 — 10 раз. Глубина проникновения тока в горячий металл 
Значения глубин проникновения тока в холодную сталь (Δx) и нагретую выше точки Кюри (Δг), а также для других металлов приведены в табл. 8.3.
Эффект близости. Природа эффекта близости и поверхностного эффекта одна и та же. Только в данном случае концентрация тока в определенных местах поверхности проводника рассматривается как результат суммарного взаимодействия собственного поля и электромагнитных полей всех проводников с током в системе. Картина распределения тока и магнитного поля в проводниках прямоугольного сечения для случая одинаково и встречно направленных токов показана на рис. 8.5. Из рис. 8.5 видно, что наибольшая плотность тока при одинаковом его направлении наблюдается на наружных поверхностях проводников, а  при встречном направлении тока — на внутренних поверхностях. Исходя из названия эффект близости проявляется только в том случае, если проводники с током сближаются на малые расстояния. Перераспределение плотности тока будет выражено тем сильнее, чем меньше расстояния между проводниками и чем выше частота.
при встречном направлении тока — на внутренних поверхностях. Исходя из названия эффект близости проявляется только в том случае, если проводники с током сближаются на малые расстояния. Перераспределение плотности тока будет выражено тем сильнее, чем меньше расстояния между проводниками и чем выше частота.
Эффект близости позволяет разработать такой индуктор, который может обеспечить требуемую локальность нагрева заданной поверхности изделия.
Кольцевой эффект. Другой разновидностью поверхностного эффекта является кольцевой эффект, который заключается в том, что у свернутого в кольцо или спираль проводника наибольшая плотность тока наблюдается на его внутренней поверхности. Кольцевой эффект проявляется тем сильнее, чем больше высота проводника по отношению к диаметру кольца. Наблюдается ярко выраженная симметрия магнитного поля индуктора. Внутри индуктора (рис. 8.6) магнитное поле значительно больше, чем снаружи. Кольцевой эффект является полезным при нагреве у деталей наружной цилиндрической поверхности. Вместе с тем он затрудняет или делает вообще невозможным нагрев до заданной температуры внутренних цилиндрических поверхностей. Это связано с резким снижением напряженности электромагнитного поля у нагреваемой поверхности.
Энергоемкость процесса наплавки. Энергоемкость характеризуется затратами энергии на единицу массы наплавленного металла. Эти затраты складываются из количества энергии,
Таблица 8.3. Глубина проникновения тока в холодный и нагретый/материал
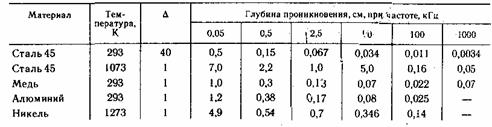
которое необходимо на осуществление процессов наплавки Wн, из тепловых потерь и потерь энергии на преобразование и передачу энергии Wэ: W = Wн + Wт + Wэ.
Затраты энергии на наплавку Wн, не зависящие ни от вида электроносителей, ни от продолжительности процесса, составляют суммарные «утраты энергии на нагрев основного металла W0, наплавляемого сплава Wc и флюсов Wф до температуры плавления, на расплавление присадочного сплава WПС и флюса Wпф на сопутствующие реакции и фазовые превращения Wрф; Wн = W0 +. Wс + Wф +Wпф+Wпс+Wрф
Средняя энергоемкость (кВт- ч/кг) некоторых видов производственных процессов представлена ниже:
Газопламенная, ацетиленокислородная
наплавка сплавов типа
сормайт ................................................... 12—15
Ручная электродуговая наплавка
при токе:
постоянном ......................................... 1,0
переменном однофазном .................... 4,0
переменном трехфазном .................... 2,8
Индукционный нагрев стали до
температуры:
800°С ................................................. 0,4
1100°С ............................................... 0,5
Индукционный нагрев под наплавку
твердыми сплавами до темпера-
туры 1300°С .............................. 0,6—0,7
Высокочастотные установки.Условия для индукционного нагрева состоят обычно из одинаковых элементов, которые связаны между собой общей электрической схемой. В нее входят:
генератор высокой частоты (машинный, ламповый, ионный, тиристорный);
индуктор тока высокой частоты (ТВЧ) одновитковый или многовитковый;
 конденсаторная батарея, компенсирующая низкий коэффициент мощности индуктора;
конденсаторная батарея, компенсирующая низкий коэффициент мощности индуктора;
закалочный трансформатор;
контактор для подключения и отключения тока нагрузки;
линии передач тока высокой частоты от источника питания до индуктора;
система водяного охлаждения: высокочастотные измерительные приборы (амперметр, вольтметр, ваттметр, фазометр); измерительные трансформаторы напряжения и тока.
В зависимости от функционального назначения установки дополнительно укомплектовывают плавильной печью, станком для закалки, кузнечным нагревателем, аппаратурой для поддержания и контроля режима нагрева. В ряде случаев для нагрева используют промышленную частоту, и тогда генератор отсутствует. При питании однофазной нагрузкой вместо генератора устанавливают устройство, преобразующее трехфазную систему в.однофазную, которое обеспечивает симметричную нагрузку сети. Нагреваемая деталь помещается внутри индикатора или около него. Переменное магнитное поле индуктора вызывает появление индуктированного тока в детали, в результате чего происходит ее нагрев.
Все схемы установок подчинены условиям согласования (настройки) параметров нагрузки с параметрами источника тока высокой частоты (генераторы) с тем, чтобы обеспечить передачу индикатором необходимой мощности в нагреваемую деталь в пределах допустимых превышений номинальных данных генератора в процессе всего цикла нагрева.
У нас в стране наиболее широкое распространение получили машинные преобразователи, статические преобразователи частоты и ламповые генераторы.
Высокочастотный машинный преобразователь. Преобразователь состоит из генератора средней частоты и трехфазного приводного двигателя. Машинные преобразователи являются главным источником питания электротермических установок. Общая мощность установок с машинными генераторами исчисляется несколькими миллионами кВт. Основные достоинства машинных преобразователей:
простота конструкции, высокая надежность, легкость обслуживания;
возможность включения нескольких преобразователей на параллельную работу;
сравнительно низкая стоимость.
К недостаткам машинных преобразователей относится снижение их к. п. д. при неполной загрузке. Кроме того, такие преобразователи создают повышенный шум, имеют достаточно сложную систему водоохлаждения и смазки.
Статические преобразователи частоты. Преобразователи используют в качестве источников питания электротермических установок токами повышенной частоты в диапазоне 200 — 1000 Гц. Преобразование частоты в таких устройствах осуществляется в результате коммутации постоянного тока управляемыми вентилями. Схемы преобразования частоты могут быть осуществлены как на полностью управляемых вентилях, так и на вентилях, имеющих полууправляемую характеристику (тиратроны, экситроны, тиристоры и т. п.). Полная схема преобразователя частоты включает источник постоянного тока (выпрямитель), звено преобразования (инвертор), цепи контроля и управления.
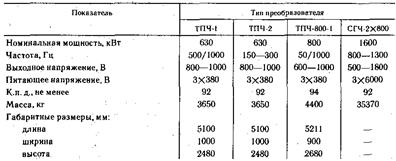
Положительными характеристиками статистических преобразователей (табл. 8.4) частоты являются, в сравнении с электромашинными, высокий электрический к. п. д., обусловленный незначительным падением напряжения на вентилях, отсутствие больших вращающихся масс и малые статистические весовые нагрузки.
Ламповые генераторы. Генераторы наиболее часто используют в качестве источника нагрева при индукционной наплавке. Такие генераторы преобразуют ток частотой 50 Гц в высокочастотный (до сотен мегагерц). Преобразование осуществляется дважды: вначале ток промышленной частоты выпрямляется, а затем постоянный ток преобразуется в переменный высокой частоты. В простейших случаях генераторы состоят из трех основных частей — выпрямителя с анодным трансформатором, генераторной лампы и колебательного контура.
Ламповые генераторы мощностью более 10 кВт (табл. 8.5) выполнены по двухконтурной схеме, что позволяет лучше стабилизировать частоту и осуществлять настройку оптимального режима при изменяющихся параметрах нагрузки в процессе нагрева. Однако это приводит к увеличению габаритных размеров генераторов и дополнительных потерь энергии в контурах.
Таблица 8.4. Технические характеристики статических преобразователей частоты
Все двери блоков генераторов, в которых напряжение свыше 1000 В, имеют электромеханическую блокировку. При правильной очередности открывания дверей прежде всего снимается питающее напряжение. Узлы установки экранизированы алюминиевыми листами. Этим достигается снижение радиопомех и защита обслуживающего персонала от излучения.
Индукторы для нагрева.Передача энергии от источника питания токов высокой частоты в нагреваемое изделие при наплавке осуществляется при помощи многовитковой или одновитковой катушки, называемой индуктором. Форма и размеры индуктора зависят от способа нагрева, размеров и конструкции нагреваемой поверхности, подводимой мощности, частоты тока, объемов производства, степени механизации и т. д. Индуктор является основным элементом любой высокочастотной нагревательной установки. В большинстве случаев достоинства и недостатки технологических устройств, в которых используется индукционный нагрев, могут быть поставлены в прямую связь с особенностями конструкции индуктора. Индукционную наплавку наиболее эффективно используют в условиях крупносерийного и массового производства. Современное поточное массовое производство, как правило, высокоавтоматизированное. Поэтому при разработке конструкции необходимо анализировать также схемы автоматизации загрузки детали в индуктор и возможности передачи ее на последующие операции механической обработки.
Дата добавления: 2019-12-09; просмотров: 1048;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
