Термический и каталитический крекинг
Термический крекинг — процесс расщепления молекул тяжелых углеводородов на молекулы с меньшей молекулярной массой при высокой температуре (более 500°C) и высоком давлении.
Исследования Э. Гудри* огнеупорных глин как катализаторов** привели к созданию в 1936 в США промышленного каталитического крекинг-процесса. Применение эффективных катализаторов на основе алюмосиликатов, ускоряющих процессы крекинга, позволило каталитическом крекингу достаточно быстро вытеснить термический с ведущих позиций среди процессов глубокой переработки нефти. Более высокая скорость протекания реакций уменьшила размеры установок и снизила температуру реакции. Кроме того, процесс давал иное соотношение продуктов, позволяя получать бензин с более высоким октановым числом.
*ГУДРИ́ (Houdry) Эжен (1892-1962), американский химик и промышленник. Родился во Франции, с 1930 — в США. Разработал (1922-27) способ каталитического крекинга нефти на алюмосиликатных катализаторах. Построил (1936) в США первый крекинг-завод.
**Катализатор – это вещество, которое ускоряет протекание химических реакций без изменения сути самих реакций. Каталитическими свойствами обладают многие вещества, включая металлы, их оксиды, различные соли.
Сырьем для каталитического крекинга служат атмосферный и вакуумный газойль. Основные продукты крекинга — пентан-гексановая фракция (т. н. газовый бензин) и нафта крекинга, которые используются как компоненты автомобильного бензина. Также образуются разнообразные газообразные компоненты (метан, этан, этилен, сероводород, (ППФ) пропан и пропилен, (ББФ) бутан и бутилен).
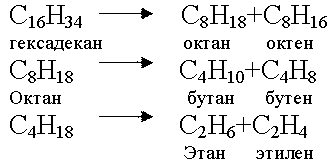
Процесс крекинга проходит по схеме:

Так как во время реакций на поверхности частиц катализатора оседает кокс — побочный продукт крекинга, — катализатор теряет свою активность и нуждается в очистке. Для этого его направляют в регенератор, где загрязнение выжигается. После этого катализатор снова готов к использованию.
Схема реакторно-регенераторного блока установки каталитического крекинга
Сырьё с температурой 500-520°С в смеси с пылевидным катализатором движется по лифт-реактору вверх в течение 2-4 секунд и подвергается крекингу. Продукты крекинга поступают в сепаратор, расположенный сверху лифт-реактора, где завершаются химические реакции и происходит отделение катализатора, который отводится из нижней части сепаратора и самотёком поступает в регенератор, в котором при температуре 700°С осуществляется выжиг кокса. После этого восстановленный катализатор возвращается на узел ввода сырья. Давление в реакторно-регенераторном блоке близко к атмосферному. Общая высота реакторно-регенераторного блока составляет от 30 до 55 м, диаметры сепаратора и регенератора - 8 и 11 м соответственно для установки мощностью 2,0 млн тонн.
Каткрекинг может входить в состав комбинированных установок, включающих предварительную гидроочистку или легкий гидрокрекинг сырья, очистку и фракционирование газов.
Во всем мире среди деструктивных процессов переработки нефтяных фракций и в настоящее время основным по мощности остается каталитический крекинг. В разных странах - в России от 6 и в США до 36 % объема переработки нефти приходится на технологические установки каталитического крекинга.
Большинство современных установок каталитического крекинга относится к типу флюид (ККФ) с псевдоожиженным (кипящим) слоем пылевидного или чаще микросферического катализатора.

Процесс ККФ протекает следующим образом. В нижнюю часть реактора вводится поток нагретого катализатора, в который впрыскивается также нагретое сырье и пар. Испаряясь, сырье поднимается вместе с катализатором в верхнюю часть реактора. В это время и протекают реакции крекинга. Затем катализатор при помощи пара отделяется от полученных продуктов, которые отправляются на разделение в ректификационную колонну. Продукты крекинга уходят с верха сепаратора, охлаждаются и поступают на ректификацию.

Реакторный блок каталитического крекинга по технологии ExxonMobil. В правой части - реактор, слева от него - регенератор.
Катализаторы крекинга. В последние годы прогресс в области ККФ был связан с совершенствованием высокоактивных и селективных цеолитсодержащих катализаторов и радикальной модернизацией реакторного и регенераторного оборудования в целях его адаптации к новым катализаторам, т. е. в целях максимального использования преимуществ и достоинств новых катализаторов.
Отечественные катализаторы разных поколений во многом аналогичны зарубежным катализаторам, поскольку их совершенствование движется в основном в одном направлении. Зарубежные фирмы тщательно оберегают секреты состава и способов получения своих новых катализаторов (для всех процессов), поэтому отечественные исследователи самостоятельно разрабатывали катализаторы крекинга. Катализаторы должны обладать высокими значениями активности и селективности, стабильности (способности сохранения во времени активности и селективности), пористости и удельной поверхности, механической прочности на раздавливание и на истирание. Катализаторы должны иметь однородный фазовый состав, поры заданного размера, наиболее узкий гранулометрический состав (максимальная одинаковость размера частиц).
Компоненты катализатора и технология его изготовления должны быть дешевы особенно для крупнотоннажных производств. Цеолитсодержащие микросферические катализаторы крекинга разных поколений весьма многочисленны: КМЦ, КМЦР, АШНЦ-3, 6 и 12, Цеокар-2 и 2а, Микроцеокар-5 и 8, РСГ-2ц, Durabead-5, 8 и 9, XZ-36, PCZ, CCZ-22 и 44, DHZ-15 и др. Это высокопористые алюмосиликаты, содержащие 15-20 % цеолита типа X и Y или его модификации в виде микросферических частиц средним диаметром 0,05-0,10 мм.
Омский НПЗ уже много лет выпускает катализатор каталитического крекинга для глубокой переработки нефти и увеличения выпуска бензина требуемого стандарта. Технология разработана совместно с учеными ИППУ СО РАН.
3 декабря 2015 г. OilCapital.ru. Микросферический цеолитсодержащий бицеолитный катализатор производства Омского НПЗ удостоен золотого диплома всероссийского конкурса "Сто лучших товаров России". Бицеолитный катализатор используется в технологии каталитического крекинга — одного из важнейших процессов, обеспечивающих глубокую переработку нефти и производство бензина самого высокого экологического стандарта "Евро-5". Производство бицеолитных катализаторов для процессов каталитического крекинга началось на заводе в 2012 году. На сегодняшний день Омский НПЗ является одним из лучших отечественных производителей микросферических катализаторов каталитического крекинга. Большую часть спроса на катализаторы российские НПЗ на данный момент обеспечивают за счет импорта. См. также файл «Крекинг, риформинг»
Дата добавления: 2021-11-16; просмотров: 972;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
