Требования к монтажу и приварке вантуза к нефтепроводу
Производство работ по врезке вантузов должно выполняться по нарядам-допускам и требованиям, указанным в ППР. При разработке ППР и определении места врезки должен быть проанализирован отчёт по последней внутритрубной диагностике для оценки дефектности трубы нефтепровода на предполагаемом участке врезки. На участке врезки вантуза в нефтепровод должны отсутствовать недопустимые дефекты.
Все операции по монтажу и приварке вантуза к нефтепроводу должны проводиться в присутствии представителя технического надзора.
Место врезки должно удовлетворять следующим требованиям:
-расстояние от кольцевого стыкового шва основной трубы до кольцевого углового шва узла врезки разрезного тройника должно быть не менее 500 мм;
-для вантуза, устанавливаемого на вырезаемой (удаляемой) «катушке», расстояние между внешним сварным швом усиливающей накладки и поперечным сварным швом на нефтепроводе должно быть не менее 100 мм. Расстояние между внешним сварным швом усиливающей накладки и продольным либо спиральным швом на трубе должно быть не менее 100 мм;
-расстояние от запорной арматуры должно быть не менее 3,0 м.
Перед установкой вантуза необходимо удалить изоляционное покрытие на расстоянии до 100 мм от внешних сварных швов разрезного тройника (усиливающей накладки), поверхность трубы нефтепровода очистить от грязи, ржавчины и окалины. Освобожденный от изоляции участок трубы должен быть подвергнут обработке до металлического блеска. Очистка металлической поверхности трубы осуществляется механическим способом (шлифмашинка с металлической щеткой) или вручную с помощью металлических щеток.
Поверхность разрезного тройника, усиливающей накладки, патрубка с наружной и внутренней сторон должна быть очищена при помощи шлифмашинки с металлической щеткой от защитного покрытия (грунта), ржавчины и грязи на ширину не менее 20 мм от свариваемой кромки.
Усиление заводского шва на участке установки разрезного тройника плюс 50 мм в каждую сторону от него удаляют с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах от 0,5 до 1,0 мм, применяемый инструмент не должен оставлять на поверхности трубы рисок глубиной более 0,2 мм.
Очищенную поверхность участка нефтепровода под врезку подвергают обследованию в следующей последовательности: ВИК, УЗК, ПВК.
Длина контролируемого участка определяется из расчета длины разрезного тройника плюс не менее 100 мм в обе стороны от него. Контроль стенки трубы в месте приварки патрубка и усиливающей накладки (для вантуза, устанавливаемого на вырезаемой (удаляемой) «катушке») должен проводиться на ширине не менее 50 мм по обе стороны от линии сварки.
В случае наличия в контролируемой зоне любых дефектов приварка к трубе не допускается.
Сборку полумуфт разрезных тройников на трубе следует производить с помощью специализированных сборочных приспособлений и наружных центраторов типа ЦЗ, ЦЗН, ЦГН или аналогичных им.
Привариваемый торец патрубка, устанавливаемый на вырезаемой (удаляемой) «катушке», подгоняется с применением шаблонов для различных диаметров труб и патрубков. Торец патрубка должен быть обработан для обеспечения зазоров под сварку с учетом фактической овальности наружной стенки трубы в месте приварки.
Контроль перпендикулярности патрубка и основной трубы производят с помощью металлического угольника или маятникового угломера.
Для обеспечения и соблюдения мер безопасности приварка патрубка вантуза к трубопроводу должна выполняться при давлении в нефтепроводе не выше 2,5 МПа и наличии не менее 0,1 МПа избыточного давления.
При приварке разрезных тройников и патрубков к нефтепроводу рабочее давление в нефтепроводе дожно быть расчитано и отражено в проекте производства работ (ППР).
При приварке разрезных тройников и патрубков к нефтепроводу рабочее давление в нефтепроводе определяется расчетом по формуле (В.2).
Расчет допустимого давления Рдоп, МПа, проводят по следующей формуле:
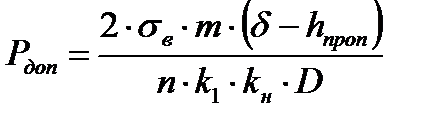 , (16.3)
, (16.3)
где sв - минимальное временное сопротивление разрыву материала трубы по ТУ, МПа;
m - коэффициент условий работы согласно приложению СНиП 2.05.06-85* ;
δ -толщина стенки трубы, определяемая по результатам внутритрубной диагностики или толщинометрии, мм;
hпроп - глубина проплавления при выполнении первого ниточного валика и корневого слоя, мм;
n - коэффициент надежности по нагрузке (таблица В5);
k1 - коэффициент надежности по материалу (таблица В.6);
kн - коэффициент надежности по назначению трубопровода (таблица В.7);
D - номинальный наружный диаметр трубы, мм.
При проведении работ по врезке вантузов должен быть организован контроль воздушной среды в рабочей зоне.
Дата добавления: 2018-05-10; просмотров: 3126;
Поиск по сайту
Узнать еще
- I. ГИГИЕНИЧЕСКИЕ ТРЕБОВАНИЯ К МЕСТАМ ЗАНЯТИЙ
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- II. ТРЕБОВАНИЯ К ДОКУМЕНТАЦИИ
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- XII. ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ ПРИ ГИДРАВЛИЧЕСКОМ СПОСОБЕ ДОБЫЧИ УГЛЯ
- XXI. ТРЕБОВАНИЯ ДЛЯ ШАХТ, ОПАСНЫХ ПО ГАЗУ
- XXXVI. ТРЕБОВАНИЯ К ОБСЛУЖИВАНИЮ
- Yandex_direct_print() Теплоизоляция - требования, способы крепления

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
