Порядок проектирования
1. Составляется расчетная схема. Упрощается форма детали, распределенные нагрузки по возможности заменяются сосредоточенными или распределенными по более простому закону. Часто вместо всей детали рассматриваются только заведомо слабые участки.
2. Определяются силы, действующие на конструкцию в процессе работы.
3. Выбирается материал, и, учитывая все факторы, влияющие на прочность конструкции, определяются допускаемые напряжения.
4. Определяются размеры детали по условиям прочности (жесткости, износоустойчивости и т.п. – если необходимо).
5. Выполняется чертеж с указанием всех размеров, классов точности, шероховатости и прочих сведений, необходимых для изготовления.
Очень часто проектирование ведут по другому методу: на основании опыта проектирования и рекомендаций, предварительно задают размеры и форму деталей, исходя из их назначения, характера соединения с другими деталями и общей компоновки сборки, а затем производят проверочный расчет, при котором определяют фактические напряжения и действительные коэффициенты запаса прочности.
1.2 Краткие сведения о машиностроительных материалах
Детали машин изготавливают из металлических и неметаллических материалов. Выбор материала зависит от назначения детали и способа ее изготовления. При этом учитывают требования прочности и жесткости детали при минимальном весе, а также требования технологичности.
Наиболее распространенными материалами в машиностроении являются стали различных марок, чугуны, бронзы, а также неметаллические материалы: пластмассы, резина, дерево.
Стали. Сталь – сплав железа с углеродом, содержание которого доходит в инструментальных сталях до 1,7%, в конструкционных – до 0,8%, а также с другими естественными или специально вводимыми легирующими элементами: марганцем, кремнием, хромом и др.
Свойства углеродистой стали зависят, в первую очередь, от содержания в ней углерода. Чем больше углерода, тем прочнее, тверже и менее пластична сталь. Механические свойства (особенно усталостная прочность) повышаются при объемной или поверхностной термической или химико-термической обработке.
Стали делятся:
· по применению – на конструкционные и инструментальные;
· по химическому составу – на углеродистые и легированные (содержащие легирующие элементы);
· по качеству – на углеродистые обыкновенного качества (ГОСТ 380), углеродистые качественные конструкционные (ГОСТ 1050), легированные конструкционные (ГОСТ 4543) и низколегированные конструкционные (ГОСТ 5058).
Стали углеродистые обыкновенного качества в основном используются для изготовления сортового и листового проката. Стали углеродистые конструкционные качественные используются для изготовления мало- и средненагруженных деталей. Малоуглеродистые сорта (< 0,3%) отличаются хорошей пластичностью и вязкостью, хорошо свариваются и куются, однако не подвергаются закалке. Увеличение содержание углерода ухудшает обрабатываемость, но увеличивает механическую прочность.
Легированные стали применяют в случаях, когда от изделия требуется высокая прочность или такие специальные свойства, как теплостойкость, жаропрочность, коррозионная стойкость, износостойкость и пр. Эффективность этих сталей повышается после термической обработки.
Хромистые стали (15ХА, 38ХА, ШХ15) обладают повышенностью прочностью и износостойкостью. При содержании хрома более 12%, стали обладают коррозионной стойкостью.
Хромоникелевые стали (12ХН3А, 12Х2Н4А, 20ХН3А) сочетают высокую прочность и износостойкость с повышенной вязкостью, хорошо подвергаются закалке. Стали с молибденом или вольфрамом (18Х2Н4ВА, 40ХНМА, 25ХНВА) обладают высокими механическими свойствами, их применяют для ответственных деталей, например, валов редукторов, турбин, компрессоров, шестерен, ответственных болтов и шпилек.
Хромомарганцево-кремнистые низколегированные стали марок 20ХГСА, 25ХГСА, 30ХГСА обладают повышенной прочностью и умеренной вязкостью. Они используются в сварных конструкциях и при обработке резанием. Стали с содержанием углерода более 0,25%, хорошо подвергаются отпуску и закалке. Для азотируемых деталей применяются хромоалюминиевые стали (38Х2ЮА) и стали с добавками молибдена (38Х2МЮА) и ванадия (40ХФА).
Хромоникелевые коррозионно-стойкие (нержавеющие) стали имеют высокую коррозионную стойкость (20Х13, 40Х13). Жаростойкие стали (10Х17Н13М2Т, 12Х18Н9Т) обладают стойкость против химического разрушения поверхности.
Чугуны. Для получения литых заготовок применяют чугуны. Чугуны делятся по химическому составу, структуре и технологии получения на:
· серые чугуны – содержат до 3,6% углерода, главным образом в виде свободного пластинчатого графита, и отличается хорошей обрабатываемостью;
· белые чугуны – содержат до 4% углерода в связанном состоянии (в виде химического соединения железа с углеродом), отличается высокой твердостью и плохой обрабатываемостью на станках;
· ковкие чугуны – получают из белых чугунов длительной выдержкой при высокой температуре (томлением), характеризуется высокой прочностью, хорошей обрабатываемостью и более высокой по сравнению с другими видами чугуна пластичностью.
Основное применение имеют серый и ковкий чугун.
Сплавы цветных металлов хорошо обрабатываются, при литье хорошо заполняют форму.
Сплавы на медной основе отличаются высокой электропроводностью и теплопроводностью, диамагнитными свойствами, хорошим сопротивлением коррозии, пластичностью. К сплавам на медной основе относятся:
· бронзы – сплав меди с оловом и другими элементами (свинец, алюминий и др.), обладают высокими антифрикционными качествами и применяются для изготовления деталей, работающих на истирание (венцы червячных колес, вкладыши подшипников скольжения, направляющие скольжения);
· латуни – сплав меди с цинком – немагнитны, обладают высокими механическими и технологическими свойствами, применяются для изготовления арматуры, втулок, пружин и др.
Алюминиевые сплавы отличаются малым объемным весом, высокой коррозионной стойкостью, хорошо обрабатываются резанием и давлением, паяются. Ряд сплавов обладает хорошими литейными свойствами. Для некоторых марок алюминиевых сплавов удельные показатели прочности выше, чем у сталей. По технологическим свойствам различают сплавы алюминия литейные и деформируемые, а по основным компонентам – силумины – сплав алюминия с кремнием (до 14%) и дюралюмины – сплав алюминия с медью (до 5,5%) и марганцем.
Магниевые и алюминиево-магниевые сплавы – сплавы магния и алюминия с медью, никелем, кремнием, цинком и др. – отличаются малой плотностью и высокой удельной прочностью, хорошими литейными свойствами.
Баббиты – сплав олова (до 83%), свинца, сурьмы и меди, используется в подшипниках скольжения в качестве антифрикционного материала;
Пластмассы имеют малый объемный вес, обладают высокими тепло- и электроизоляционными, а также антикоррозионными свойствами, хорошей технологичностью, сравнительно невысокой стоимостью. Недостаток большинства видов пластмасс – старение (снижение прочностных свойств в течение времени), ползучесть, анизотропность.
Для придания необходимых эксплуатационных свойств в состав пластмасс могут вводиться наполнители (графит, тальк, асбестовые волокна, ткани и др.).
Резина и эластомеры на основе каучуков обладают хорошими демпфирующими свойствами, технологичностью (можно получать детали практически любой конфигурации). Недостаток деталей из резины – низкая долговечность из-за старения (особенно при низких температурах и под воздействием открытого солнечного света), низкая стойкость при воздействии масла, кислот, щелочей.
1.3 Краткие сведения о стандартизации и взаимозаменяемости деталей машин, допусках и посадках
Стандартизацией называется установление обязательных норм, которым должны соответствовать типы, сорта (марки), параметры (в частности, размеры), качественные характеристики, методы испытаний, правила маркировки, упаковки, хранения продукции (сырья, полуфабрикатов изделий).
Стандартизация ускоряет проектирование, облегчает изготовление, эксплуатацию и ремонт машин и механизмов и при целесообразной конструкции способствует увеличению надежности машин.
Для обеспечения единых норм и технических требований к продукции, обязательных к применению во всех отраслях установлены государственные стандарты – ГОСТы.
В машиностроении введена единая система конструкторской документации (ЕСКД) (ГОСТ 2.101, ГОСТ 2.109).
В машиностроении стандартизованы, например:
· обозначения общетехнических величин;
· ряды чисел, распространяющиеся на линейные размеры;
· правила оформления чертежей;
· точность и качество поверхностей деталей;
· материалы, их химический состав, основные механические свойства и термообработка;
· форма и размеры деталей и узлов наиболее массового применения: болтов, винтов, шпилек, гаек, шайб, шплинтов, заклепок, штифтов, шпонок, приводных ремней, цепей, муфт, подшипников качения и т.д.;
· конструктивные элементы большинства деталей машин – модули зубчатых и червячных колес, диаметры и ширина шкивов, конструктивные формы и размеры шлицевых соединений и т.д.;
Кроме общегосударственной, существует ведомственная стандартизация, которую принято называть нормализацией. Нормализация проводится в пределах какой-либо одной отрасли производства или даже одного предприятия.
Унификация – это приведение объектов одинакового функционального назначения к единообразию по установленному признаку и рациональное сокращение числа этих объектов на основе данных об их эффективной применяемости. Унификация состоит в многократном применении в конструкции одних и тех же элементов и деталей. Это наиболее распространенная и эффективная форма улучшения технологичности изделий.
Стандартизация изделий, их составных частей и деталей дает наибольший эффект при сочетании с унификацией. В результате этих мероприятий сокращается номенклатура стандартного рабочего и мерительного инструмента (фрез, метчиков, плашек и т.д.), стоимость которых значительно увеличивается при индивидуальном производстве нестандартных образцов.
Важнейшей чертой современного машиностроения является взаимозаменяемость, без которой было бы невозможно серийное и массовое производство машин.
Взаимозаменяемостью называется свойство деталей или узлов машин, обеспечивающее возможность их использования при сборке (или замену во время ремонта) без дополнительной обработки (пригонки), при сохранении технических требований, предъявляемых к работе данного узла, механизма, машины.
Размеры детали, полученные расчетом на прочность и округленные до целых миллиметров или ближайших больших значений нормального ряда размеров, называют номинальными. Действительные размеры отличаются от номинальных вследствие невозможности достижения абсолютной точности при изготовлении деталей. Таким образом, если номинальный диаметр вала 60 мм, а наибольшее допускаемое отклонение (допуск) минус 0,04 мм, то действительные размеры диаметров валов могут иметь любые значения от 60 до 59,96 мм.
При сборке двух деталей, входящих одна в другую, различают охватываемую и охватывающую поверхности. Для цилиндрических и конических тел охватывающая поверхность носит название отверстия, а охватываемая – вала; соответствующие им размеры называются диаметром отверстия и диаметром вала.
В зависимости от условий работы деталей в машине соединение их может быть различным по характеру: подвижным или неподвижным. Характер соединения – посадка – определяется наличием и величиной зазора (для подвижных соединений) или натяга (для неподвижных соединений).
Для образования зазора диаметр вала (охватываемый размер) должен быть меньше диаметра отверстия (охватывающего размера), для образования натяга – наоборот.
Даже при абсолютно точном изготовлении соединяемые детали должны иметь различные и отличающие от номинального размеры; разница в их размерах – зазор (или натяг) – служит для создания требуемой посадки. Различные машины требуют разной степени точности изготовления деталей. Более того, сопряжения различных деталей в одной машине могут выполняться с разной степенью точности.
По величине зазоров и натягов различают ряд посадок. Посадки делятся на три большие группы: подвижные (с гарантированным зазором), прессовые (с гарантированным натягом), переходные (в которых могут получаться и зазоры и натяги).
При изготовлении деталей на их поверхностях остаются следы обработки в виде неровностей. Критерием оценки качества поверхности является ее шероховатость, количественно характеризуемая высотой микронеровностей. По высоте этих микронеровностей различают 14 классов шероховатости поверхности. Чем выше класс шероховатости, тем ниже высота микронеровностей. Каждому классу шероховатости соответствуют определенные методы обработки, при которых получение данного класса шероховатости является экономически целесообразными.
2 СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН
Соединения – узлы, образованные соединительными деталями (болты, заклепки и др.) и прилегающими частями соединяемых деталей (напр. фланцами), форма которых подчинена задаче соединения.
Соединения позволяют составить – собрать из отдельных деталей машину или агрегат.
Соединения по признаку возможности разборки делят на неразъемные, которые нельзя разобрать без разрушения или повреждения (заклепочные, сварные), и разъемные, позволяющие повторные сборку и разборку (резьбовые, шпоночные, шлицевые и т.д.). Разъемные соединения могут быть неподвижными и подвижными (например, шпоночные и шлицевые), т.е. возможно относительное перемещение деталей соединения, предусмотренное их функциональным назначением.
Общей тенденцией в развитии соединений является приближение их к целым деталям и удовлетворение условию равнопрочности с соединяемыми элементами. К другим требованиям, предъявляемым к соединениям, могут быть требования плотности (герметичности) (например в трубопроводах) и жесткости.
2.1 Резьбовые соединения
2.1.1 Общие сведения
Резьбовые соединения – разъемные соединения деталей с помощью резьбы или резьбовыми крепежными деталями – винтами, болтами, шпильками, гайками. Свыше 60% всех деталей имеют резьбу.
Резьба – нанесенные на поверхность деталей винтовые канавки, с сечением, согласно профилю резьбы.
Резьбу получают (формируют) методом резания, накатыванием (обработкой давлением), литьем и прессованием (композиционных материалов, порошков).
Термин винт применяют как общий (объединяющий также болты и шпильки) и как частный (т.е. крепежная деталь, ввинчиваемая в деталь).
2.1.2 Классификация резьб
Резьба может быть наружной и внутренней.
В зависимости от формы поверхности резьба может быть цилиндрической и конической.
В зависимости от направления винтовой линии резьбы бывают правые и левые.
В зависимости от числа заходов резьба может быть однозаходной и многозаходной.
В зависимости от назначения резьбы делятся на крепежные, крепежно-уплотняющие и кинематические (ходовые и грузовые).
Крепежные резьбы применяют в резьбовых соединениях. Крепежные резьбы имеют треугольный профиль, отличающийся повышенным моментом сопротивления отвинчиванию, высокой прочностью. Как правило, крепежные резьбовые детали имеют однозаходную резьбу.
Крепежно-уплотняющие резьбы применяют в соединениях, требующих герметичности (трубопроводы и т.д.). Они также имеют треугольный профиль, но без зазоров в сопряжении винта и гайки.
Кинематические (ходовые и грузовые) резьбы применяют в передачах винт-гайка. Они имеют минимальный угол наклона рабочей поверхности резьбы (от 0° – у прямоугольной резьбы до 15° – у трапецеидальной резьбы), и, как следствие, меньшие потери на трение.
2.1.3 Геометрические параметры резьбы
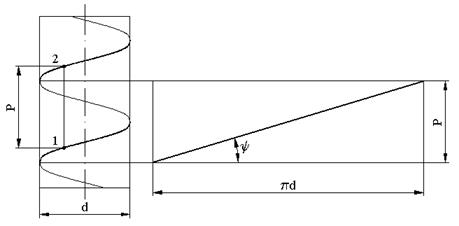
Рассмотрим цилиндрический стержень с нанесенной на поверхности винтовой линией (рис. 2.1а).
Расстояние 1–2 =  – шаг винтовой линии.
– шаг винтовой линии.
Шагом резьбы называется расстояние между двумя одноименными точками двух соседних витков.
Если развернуть боковую поверхность цилиндра на плоскость, то винтовая линии примет вид прямой наклонной линии.
| 
|
| а | б |
| Рис. 2.1. Геометрические параметры винтовой линии |
Угол подъема винтовой линии  :
:
 .
.
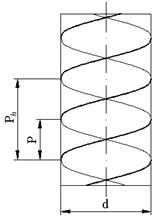
Если на поверхность детали наносится один винтовой выступ, резьбу называют однозаходной. В механизмах применяют также двух-, трех- и четырехзаходные резьбы, называемые многозаходными (рис. 2.1б).
Для многозаходной резьбы вместо шага используется ход:  ,
,
где  – число заходов.
– число заходов.
 - для многозаходных резьб.
- для многозаходных резьб.
2.1.4 Основные типы резьб
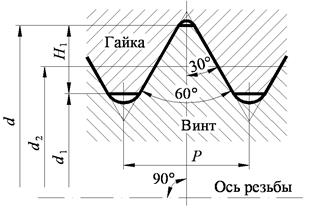
Метрическая резьба (ГОСТ 9150-81) – наиболее распространенная резьба из крепежных резьб (рис. 2.2). Она имеет треугольный профиль с углом профиля резьбы  =60°. Вершины выступов и впадин притупляются по прямой или дуге, что снижает концентрацию напряжений и предохраняет резьбу от повреждений. Радиальный и осевой зазоры в резьбе делают ее негерметичной. Большой наклон рабочей поверхности профиля обеспечивают хорошее самоторможение.
=60°. Вершины выступов и впадин притупляются по прямой или дуге, что снижает концентрацию напряжений и предохраняет резьбу от повреждений. Радиальный и осевой зазоры в резьбе делают ее негерметичной. Большой наклон рабочей поверхности профиля обеспечивают хорошее самоторможение.
|
| Рис. 2.2. Профиль метрической резьбы |
Метрическая резьба бывает с крупным и мелким шагом. Предпочтительнее применять резьбу с крупным шагом, так как она прочнее, менее чувствительна к изнашиванию и неточностям изготовления.
Области применения метрической резьбы с мелким шагом: а) динамически нагруженные детали; б) детали, диаметры которых в основном определяются напряжениями изгиба и кручения (валы); в) полые тонкостенные детали; г) детали, у которых резьба применяется для регулировки. Применение мелких резьб улучшает самоторможение, позволяет уменьшить перепады диаметров валов и т.д.
Метрическую резьбу с крупными шагами обозначают буквой М и числом, выражающим номинальный диаметр в мм: М20. Для метрической резьбы с мелкими шагами дополнительно указывают шаг в мм: М20×1,5.
Дюймовая резьба – крепежная резьба с треугольным профилем. Угол профиля резьбы =55°. Вместо шага в ней задают число витков на дюйм.
Круглая резьба(рис. 2.3) – крепежная резьба, применяется в основном для винтов, подверженным большим динамическим нагрузкам, а также часто завинчиваемых и отвинчиваемых в загрязненной среде (пожарная арматура, вагонные стяжки). Профиль круглой резьбы состоит из дуг, связанных короткими участками прямой. Угол профиля резьбы =30°. Большие радиусы закруглений исключают значительную концентрацию напряжений. Попадающие в резьбу загрязняющие частицы выжимаются в зазор.
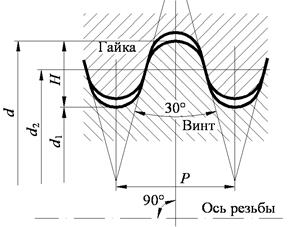
|
| Рис. 2.3. Профиль круглой резьбы |
Трубная резьба (ГОСТ 6357) – крепежно-уплотняющая резьба (рис. 2.4). Она имеет треугольный профиль с углом профиля резьбы =55°. Резьба имеет закругленные выступы и впадины. Отсутствие радиальных и осевых зазоров делает резьбовое соединение герметичным без применения специальных уплотняющих устройств. Применяют для соединения труб. Кроме цилиндрической, применяют трубную коническую резьбу, обладающую еще более высокой плотностью соединения. Ввиду большого распространения взаимозаменяемых деталей с трубной дюймовой резьбой она сохраняет основное применение.
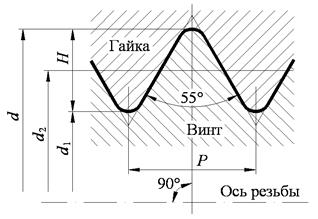
|
| Рис. 2.4. Профиль трубной резьбы |
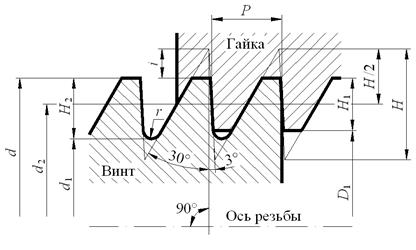
Трапецеидальная резьба (ГОСТ 9484-81) (рис. 2.5) – основная ходовая резьба для передач винт-гайка. Имеет профиль равнобокой трапеции с углом наклона рабочей поверхности витков 15°. Может быть с крупными, средними и мелкими шагами. Применяется для силовых винтов, передающих движение в обе стороны. Характеризуется малыми потерями на трение, технологичностью. При необходимости допускает выборку зазоров радиальным сближением половинок гайки (если гайка выполнена разрезной в диаметральной плоскости). Обозначается номинальным диаметром и шагом: Tr40×3.
|
| Рис. 2.5. Профиль трапецеидальной резьбы |
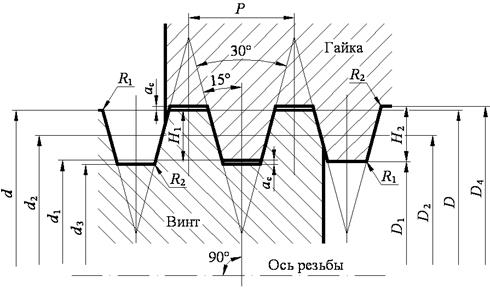
Упорная резьба (ГОСТ 10187-82) (рис. 2.6) – ходовая резьба, предназначена для винтов с большим односторонним усилием (прессы, домкраты, тиски). Профиль резьбы – несимметричный трапецеидальный. Отличается еще меньшими потерями на трение, т.к. угол наклона рабочей поверхности витков всего 3°. Большой радиус закругления впадины повышает сопротивление усталости винта. Шаг может быть крупным, средним или мелким. Обозначается номинальным диаметром и шагом: S40×3.
|
| Рис. 2.6. Профиль упорной резьбы |
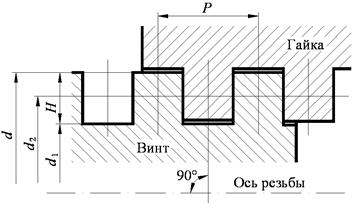
Прямоугольная резьба – ходовая резьба, имеет прямоугольный (обычно квадратный) профиль (рис. 2.7). Угол наклона рабочей поверхности витков 0°. Обеспечивает наивысший КПД, но неудобна в изготовлении (нельзя нарезать резьбу на производительном резьбофрезерном станке, можно только на токарном станке). Впадины без закруглений снижают сопротивление усталости винта. При износе возникают осевые зазоры, которые трудно устранить. Резьба не стандартизована, шаг p и высота профиля H определяется расчетом. Применяется редко, обычно в малонагруженных передачах винт-гайка.
|
| Рис. 2.7. Профиль прямоугольной резьбы |
2.1.5 Основные параметры резьбы
Основными геометрическими параметрами цилиндрической резьбы являются:
d – номинальный диаметр резьбы (наружный диаметр винта);
d1 – внутренний диаметр резьбы винта (по дну впадины);
d2 – средний диаметр резьбы, т.е. диаметр воображаемого цилиндра на котором ширина витка равна ширине впадины;
p – шаг резьбы, т.е. расстояние между одинаковыми точками двух соседних витков;
 – ход резьбы, т.е. расстояние между одинаковыми точками двух соседних витков одного винтового выступа;
– ход резьбы, т.е. расстояние между одинаковыми точками двух соседних витков одного винтового выступа;
– угол профиля резьбы (угол наклона рабочей поверхности);
– угол подъема резьбы.
2.1.6 Силы в резьбе
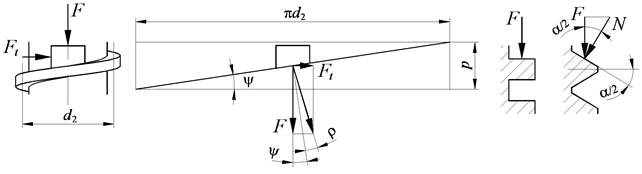
При рассмотрении сил в винтовой паре в качестве примера возьмем прямоугольную резьбу, которую развернем по среднему диаметру  в наклонную плоскость, а гайку заменим ползуном (рис. 2.8а).
в наклонную плоскость, а гайку заменим ползуном (рис. 2.8а).
При приложении к гайке окружной силы  , создаваемой моментом завинчивания
, создаваемой моментом завинчивания  , гайка, перемещаясь, создает давление на витки резьбы винта, равнодействующая которого и создает осевую силу
, гайка, перемещаясь, создает давление на витки резьбы винта, равнодействующая которого и создает осевую силу  . Сила взаимодействия наклонной плоскости с ползуном при относительном движении представляет собой равнодействующую нормальной силы и силы трения. Эта сила наклонена к нормали под углом трения
. Сила взаимодействия наклонной плоскости с ползуном при относительном движении представляет собой равнодействующую нормальной силы и силы трения. Эта сила наклонена к нормали под углом трения  .
.
В результате разложения силы получаем:
 ,
,
где – движущая окружная сила;
– осевая сила на винте;
 – угол подъема резьбы:
– угол подъема резьбы:  ;
;
– угол трения:  ;
;
 – коэффициент трения в резьбе.
– коэффициент трения в резьбе.
| |
| а | б |
| Рис. 2.8. Силы в резьбе |
Окружная сила трения в треугольной резьбе больше чем в прямоугольной, за счет большей площади поверхности резьбы при одинаковых параметрах резьбы. Сила давления на рабочую поверхность резьбы связана с осевой силой через угол наклона рабочей поверхности:
 ,
,
где  – угол наклона рабочей поверхности.
– угол наклона рабочей поверхности.
Через эту зависимость выведем приведенный коэффициент трения и приведенный угол трения:
 и
и  .
.
Для обеспечения самоторможения резьбы должно выполняться условие: приведенный угол трения должен превышать угол подъема резьбы:
 .
.
Момент завинчивания гайки или винта с головкой:
 ,
,
где  – момент трения в резьбе;
– момент трения в резьбе;
 – момент трения на торце гайки или головки винта.
– момент трения на торце гайки или головки винта.
Момент трения в резьбе:
 .
.
Момент трения на торце гайки или головки:
 ,
,
где  – средний диаметр опорной поверхности торца гайки или головки винта.
– средний диаметр опорной поверхности торца гайки или головки винта.
Момент трения на торце гайки составляет около 50% всего момента затяжки.
Подставив полученные значения в формулу момента завинчивания, получим:
Для метрической резьбы можно принять:  ;
;  ;
;  . Тогда при = 0,15, характерном для резьбы без покрытий:
. Тогда при = 0,15, характерном для резьбы без покрытий:
 .
.
КПД резьбы определяется как отношение полезной работы на винте к затрачиваемой работе на ключе при повороте на произвольный угол.
Элементарное поступательное перемещение винта  связано с элементарным поворотом винта на угол
связано с элементарным поворотом винта на угол  :
:
КПД собственно резьбы без учета сил трения на торце:
При и = 0,1,  .
.
КПД винта с учетом трения на торце гайки:
 .
.
2.1.7 Крепежные детали
Наибольшее распространение среди резьбовых крепежных деталей получили крепежные болты, винты, шпильки и гайки.
При сборке и разборке резьбового соединения крепежные детали поворачивают или удерживают от поворота соответствующим инструментом (ключом, отверткой) или непосредственно рукой. Встречаются также резьбовые детали с закладными головками, располагаемыми в пазу одной из соединяемых деталей.
| |||||
| а | б | в | г | ||
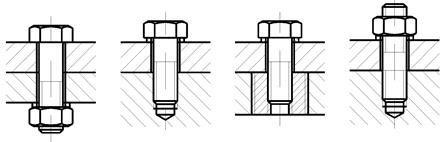
| Рис. 2.9. Резьбовые соединения |
Болты используются с гайкой (рис. 2.9а) и применяются в тех соединениях, где возможно обеспечить доступ к обоим концам болтового соединения. При затяжке болтового соединения вращают гайку, а болт удерживают от проворачивания. Болтовое соединение предпочтительнее использовать: при соединении деталей сравнительно небольшой толщины; для соединения деталей из материалов не обеспечивающих достаточную прочность и долговечность резьбы, выполненной непосредственно на детали; при необходимости частого завинчивания и отвинчивания. Болты не требуют нарезания резьбы в детали, но не всегда удобны при сборке и не способствуют приданию машине удобных гладких форм.
Винты вкручиваются в резьбовые отверстия, выполненные в детали (рис. 2.9б). Винтовые соединения используются: при отсутствии доступа к одной из сторон соединения; в случае достаточной прочности материала детали и достаточной ее толщины; при жестких требованиях к массе соединения. Для повышения износостойкости резьбы в корпусах из материалов невысокой прочности используют втулки (рис. 2.9в), которые завинчивают или заливают в отверстие в корпусе.
Соединение с помощью шпильки (рис. 2.9г) применяется в случаях: для соединения толстых пакетов деталей – вместо болтового соединения; при необходимости частого завинчивания и отвинчивания в корпусах из материалов невысокой прочности – вместо винтового соединения.
Болты и винты представляют собой цилиндрический стержень с резьбой на одном конце и головкой на другой.
Головки болтов и винтов подразделяют на: а) захватываемые инструментом снаружи головки; б) захватываемые инструментом изнутри или с торца головки; в) препятствующие проворачиванию. Некоторые виды головок представлены на рис. 2.10.
Головки с наружным захватом допускают наибольшую силу затяжки, но требует много места для поворота ключа. Наиболее распространены шестигранные головки (рис. 2.10а), для затяжки которых требуется относительно небольшой оборот ключа (на 1/6 оборота). Шестигранные головки бывают нормальной и повышенной точности, с нормальным и уменьшенным размером под ключ, увеличенной, нормальной и уменьшенной высоты.

| |||||||||||
| а | б | в | г | ||||||||

| |||||||||||
| д | е | ж | з | и | к | л | м | н | |||
| Рис. 2.10. Виды головок болтов и винтов | |||||||||||
В условиях частого завинчивания и отвинчивания, например, в станочных приспособлениях, и при наличии свободного пространства для поворота ключа, применяют квадратные головки (рис. 2.10б и 2.10в).
В условиях стесненных габаритов применяют винты с головками, имеющими на поверхности шлицы треугольного профиля (рис. 2.10г). Такие головки требуют специальных торцевых ключей и поэтому имеют ограниченное применение.
Головки с внутренним и торцевым захватом можно устанавливать в углублениях на детали, что уменьшает габариты, придает гладкую, удобную для обслуживания форму изделия, улучшает эстетику.
Широкое распространение в последнее время получили головки с внутренним шестигранником (рис. 2.10д). Размер шестигранника подобран таким образом, что максимальный момент затяжки, допускаемый ключом, соответствует прочности винтов и является предохранительным элементом от перетяжки.
Так же широко распространены головки со шлицами под обычную (рис. 2.10к) и крестообразную (рис. 2.10л) отвертки. Головки могут быть цилиндрическими (рис. 2.10е), полукруглыми (рис. 2.10ж), потайными (рис. 2.10и) или полупотайными (рис. 2.10з). Головки под обычную отвертку применяют для винтов малых размеров и для малых сил затяжки. Головки с крестообразным шлицом более совершенны и допускают несколько больший момент затяжки.
Из головок, препятствующие проворачиванию, наиболее распространены закладные головки квадратной формы (рис. 2.10б) или с двумя лысками (рис. 2.10м), которые закладывают в специальные гнезда, выполненные в корпусе детали. Так же применяются круглые головки с усиком, вызывающим обмятие детали (рис. 2.10н), или некруглым подголовком.

| |||
| а | б | в | г |
| Рис. 2.11. Конструктивные формы стержней болтов и винтов |
По форме стержня винты бывают: с нормальным стержнем (рис. 2.11а); с утолщенным стержнем для установки в отверстие без зазора, для предотвращения сдвига соединяемых деталей (рис. 2.11б); со стержнем уменьшенного диаметра и подголовком (центрирующим пояском) (рис. 2.11в). Последние болты обладают повышенной податливостью и пониженной концентрацией напряжений у резьбы и применяются в ответственных соединениях, воспринимающих переменные и ударные нагрузки. На них иногда посередине делают поясок для гашения вибрации стержня (рис. 2.11г).

| |||||
| а | б | ||||
| Рис. 2.12. Конструкция шпилек |
Шпильки (рис. 2.12) представляют собой цилиндрический стержень с резьбой на обеих концах, меньший по длине резьбовой конец ввинчивается в резьбовое отверстие в детали, на другой конец накручивается гайка.
Длина ввинчиваемого конца l1 зависит от прочности материала детали, в отверстие которой ввинчивается шпилька, и может быть от  – для стальных деталей, до
– для стальных деталей, до  – для деталей из алюминиевых сплавов.
– для деталей из алюминиевых сплавов.
Для предотвращения вывинчивания шпилек из корпуса, их фиксируют (стопорят) посадкой на резьбе с натягом, завинчиванием на сбег резьбы, с помощью клея и т.д.
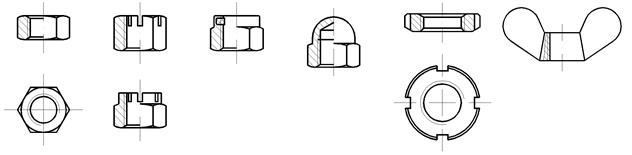
Гайки представляют собой втулки с внутренней резьбой (рис. 2.13).
Наиболее распространены гайки шестигранной формы (рис. 2.13а). Они могут изготавливаться нормальной и повышенной точности, с нормальным и уменьшенным размером под ключ, увеличенной, нормальной и уменьшенной высоты.
| |||||
| а | б | в | г | д | е |
| Рис. 2.13. Основные типы гаек |
При шплинтовании резьбового соединения используются специальные прорезные и корончатые гайки (рис. 2.13б), обычно с увеличенной общей высотой. Для предотвращения самопроизвольного отворачивания применяются самостопорящиеся гайки с нейлоновым кольцом (рис. 2.13в). Колпачковые гайки (рис. 2.13г) используются для защиты резьбового конца, а также в целях безопасности и эстетики.
В условиях относительно малых (для данного номинального диаметра) нагрузок, преимущественно для валов, применяют круглые гайки со шлицами (рис. 2.13д) или с отверстиями.
Гайки, часто завинчиваемые и отвинчиваемые от руки (при малой силе затяжки) выполняют в виде барашка (рис. 2.13е) или круглой формы с накаткой.
Для предохранения резьбовых соединений от самопроизвольного отвинчивания применяются следующие способы:
· контрогайка;
· шплинтование, применение проволочных замков;
· пружинные шайбы;
· самостопорящиеся гайки с нейлоновым кольцом;
· шайбы и планки с отгибающимися краями;
· кернение резьбы.
2.1.8 Материалы и степень точности крепежных деталей
Материалы крепежных деталей (болтов, винтов, шпилек и гаек) и их механические характеристики нормированы ГОСТ 1759-82.
Для болтов, винтов и шпилек из углеродистых и легированных сталей установлены 12 классов прочности, а для гаек – семь и соответствующие им рекомендуемые марки сталей (см. табл. 2.1).
Дата добавления: 2018-05-10; просмотров: 894;
Поиск по сайту
Узнать еще
- IV. Порядок и форма оплаты оказанных услуг (выполненных работ)
- А) Назначение и порядок выполнения расчетов
- Автоматизация технологического проектирования. Основные задачи и модели автоматизации технологического проектирования
- Акционерное общество: понятие, виды, порядок деятельности
- Алгоритм архитектурного проектирования общественных зданий
- Алгоритмы и этапы проектирования цифровых устройств
- Алфавитное кодирование, порядок его применения.
- Анализ принципиальной тепловой схемы ТЭЦ. Порядок расчета

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
