Допускаемые напряжения
Допускаемые напряжения для сварных швов из низкоуглеродистых и низколегированных сталей:
| Шов | Способ сварки | ||

| Стыковой | Дуговая автоматическая и полуавтоматическая, под флюсом и в CO2 Дуговая ручная, контактная, электронно-лучевая, диффузионная | 
|

| Угловой | Дуговая автоматическая и полуавтоматическая, под флюсом и в CO2 | 0,8
|
| Стыковой | 0,65
| ||
| Угловой | Дуговая ручная | 0,6
|
2.4 Соединения с натягом
2.4.1 Общие сведения
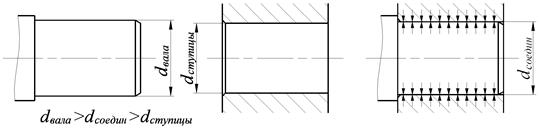
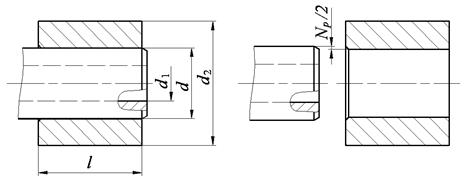
Соединения деталей с натягом – это напряженные соединения, в которых натяг создается необходимой разностью посадочных размеров насаживаемых одна на другую деталей (рис. 2.36а). Насаживаемая деталь (ступица) имеет посадочное отверстие меньшего диаметра, чем диаметр вала, на который насаживается деталь. В процессе посадки вал сжимается, а ступица растягивается, т.е. диаметры посадочных мест становятся равными. Возникающая упругая деформация создает на поверхности соединения силы трения (рис. 2.36б), которые удерживают детали от проворачивания и осевого смещения.
| |||
| а | б | ||
| Рис. 2.36. Соединение деталей с натягом |
Соединения деталей с натягом бывают по цилиндрическим и коническим поверхностям.
Для обеспечения возможности сборки на валу и отверстии ступицы делают фаску.
2.4.2 Достоинства и недостатки соединений с натягом
Достоинства соединений с натягом
· дешевы в изготовлении, имеют простую форму и не требуют дополнительных соединительных деталей;
· обеспечивают хорошее центрирование насаживаемых деталей (отсутствие биения);
· хорошо воспринимают большие, в том числе и ударные, нагрузки.
Недостатки соединений с натягом
· относительная сложность сборки и разборки (особенно внутри неразъемных корпусов);
· возможность ослабления посадки и повреждения посадочных поверхностей при разборке;
· большое рассеяние сил сцепления в связи с рассеянием действительных посадочных размеров в пределах допусков и коэффициентов трения;
· трудность неразрушающего контроля.
Область применения соединений с натягом:
· посадка деталей на высокоскоростные валы – благодаря хорошему центрированию и отсутствию биения;
· посадка деталей при больших динамических нагрузках;
· в массовом производстве при сборке деталей, не требующих разборки в процессе всего срока эксплуатации.
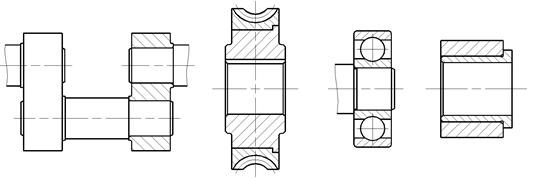
Характерными примерами применения соединений с натягом могут служить: детали составных коленчатых валов (рис. 2.37а), венцы зубчатых и червячных колес (рис. 2.37б), роторы электродвигателей, подшипники качения (рис. 2.37в) и скольжения (рис. 2.37г) и т.д.
| |||||
| а | б | в | г | ||
| Рис. 2.37. Соединения с натягом по цилиндрической поверхности |
Характер соединения определяется натягом (разницей диаметров), который выбирают в соответствии с посадками, установленными стандартной системой предельных допусков и посадок. Наиболее распространены следующие посадки с натягом квалитетов 6 и 7 (в порядке убывания натяга): горячепрессовая – H7/u7; прессовая – H7/s6; промежуточная между прессовой и легкопрессовой – H7/r6; легкопрессовая – H7/p6. Сопротивление сдвигу при больших натягах достигает 12 МПа.
Для соединения тонкостенных деталей большие натяги недопустимы.
2.4.3 Способы получения соединений с натягом
· Запрессовкой – простейший и высокопроизводительный способ, обеспечивающий возможность удобного контроля измерением силы, но связанный с опасностью повреждения поверхностей и затрудняющий применение покрытий. Для снижения риска повреждения поверхности применяют специальные оправки и направляющие, исключающие возможность перекоса. Запрессовку производят, прилагая статическую нагрузку, с помощью прессов или домкратов.
· Нагревом натягиваемой детали до температуры отпуска – способ, обеспечивающий повышению прочности сцепления более чем в 1,5 раза по сравнению с запрессовкой и особенно эффективный при больших длинах соединений. При нагреве тела расширяются, и диаметр посадочного отверстия ступицы становится больше диаметра вала, и соединение безо всяких усилий собирают. По мере охлаждения диаметр посадочного отверстия ступицы уменьшается и ступица плотно охватывает вал, создавая натяг.
· Охлаждением охватываемой детали – способ, преимущественно применяемый для установки небольших деталей, например втулок в массивные корпусные детали, и обеспечивающие наиболее высокую прочность сцепления. Охлаждают детали с помощью жидкого азота до температуры примерно –150°. Охлаждение, в отличии от нагрева, практически не оказывает влияния на механические свойства материала.
· Гидрозапрессовкой, т.е. нагнетанием масла под давлением в зону контакта, что резко снижает силу запрессовки. Наибольшая эффективность гидрозапрессовки и распрессовки – в подшипниковых узлах и конических соединениях.
2.4.4 Расчет соединений с натягом
Расчет соединения включает в себя определение необходимого натяга для обеспечения прочности сцепления и проверку прочности соединяемых деталей.
Необходимая величина натяга определяется потребным давлением на посадочной поверхности. Давление  должно быть таким, чтобы силы трения оказались больше внешних сдвигающих сил.
должно быть таким, чтобы силы трения оказались больше внешних сдвигающих сил.
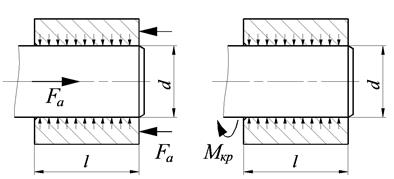
При нагружении соединения осевой силой  (рис. 2.38а) условие прочности:
(рис. 2.38а) условие прочности:
 , откуда
, откуда  ,
,
где  – коэффициент трения;
– коэффициент трения;
 и
и  – диаметр и длина посадочной поверхности;
– диаметр и длина посадочной поверхности;
 – коэффициент запаса сцепления.
– коэффициент запаса сцепления.
При нагружении соединения вращающим моментом  (рис. 2.38б) условие прочности:
(рис. 2.38б) условие прочности:
 , откуда
, откуда  .
.
| |||
| а | б | ||
| |||
| в | г | ||
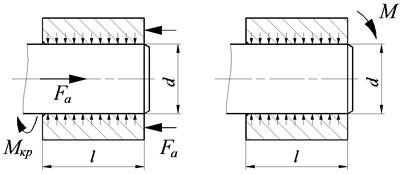
| Рис. 2.38 Расчетные схемы соединений с натягом |
При одновременном нагружении соединения вращающим моментом и осевой силой (рис. 2.38в) расчет ведут по равнодействующей окружной и осевой силе  :
:
 .
.
Условие прочности:
 , откуда
, откуда  .
.
Эти формулы без коэффициента концентрации распространимы на обычные соединения, у которых  .
.
Коэффициент трения в соединениях собранных нагревом:
детали стальные шлифованные, чисто точеные – = 0,18;
вал оксидирован – = 0,4;
вал оцинкован или оксидирован – = 0,32;
покрытие абразивным микропорошком – = 0,48.
Коэффициенты трения при сборке запрессовкой в 1,8…2 раза ниже, при сборке с охлаждением на 10% выше, при гидрозапрессовке на 10% ниже.
Коэффициент запаса сцепления обычно рекомендуется = 2.
При нагружении соединения изгибающим моментом  (рис. 2.38г) условие прочности:
(рис. 2.38г) условие прочности:
 .
.
| |||
| а | б | ||
| |||
| в | |||
| Рис. 2.39. Схема для расчета натяга |
Расчетный натяг  (мкм) связан с посадочным давлением (рис. 2.39в):
(мкм) связан с посадочным давлением (рис. 2.39в):
 ,
,
где  и
и  ,
,
где – посадочный диаметр;
 – диаметр отверстия охватываемой детали (для сплошного вала = 0);
– диаметр отверстия охватываемой детали (для сплошного вала = 0);
 – наружный диаметр охватывающей детали (ступицы);
– наружный диаметр охватывающей детали (ступицы);
 и
и  – модули упругости материала соответственно вала и ступицы;
– модули упругости материала соответственно вала и ступицы;
 и
и  – коэффициенты Пуассона материалов соответственно вала и ступицы: для стали
– коэффициенты Пуассона материалов соответственно вала и ступицы: для стали  = 0,3; для чугуна = 0,25.
= 0,3; для чугуна = 0,25.
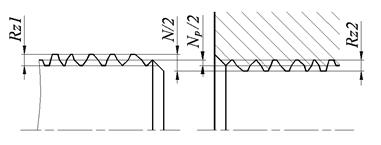
Минимальный натяг  , измеряемый по вершинам микронеровностей, должен быть больше расчетного натяга на величину обмятия микронеровностей
, измеряемый по вершинам микронеровностей, должен быть больше расчетного натяга на величину обмятия микронеровностей  (рис. 2.33в):
(рис. 2.33в):
 ,
,
где  ,
,
Rz1, Rz2, Ra1, Ra2 – параметры шероховатости поверхностей деталей.
Если соединение работает при температуре, значительно отличающейся от температуры сборки (  = 20°), при разных коэффициентах линейного расширения материалов, то посадку выбирают по натягу:
= 20°), при разных коэффициентах линейного расширения материалов, то посадку выбирают по натягу:
 ,
,
где  – температурное изменение натяга:
– температурное изменение натяга:
 ;
;  ;
;  ,
,
где  ,
,  – коэффициент линейного расширения;
– коэффициент линейного расширения;
 ,
,  – рабочая температура деталей.
– рабочая температура деталей.
Максимальный натяг, при котором будет возникать пластическая деформация:
 ,
,
где  – предел текучести материала ступицы.
– предел текучести материала ступицы.
По рассчитанному натягу подбирается стандартный табличный натяг:
 ,
,  .
.
Ряд посадок с натягом в порядке возрастания натяга:
 ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  .
.
2.5 Шпоночные соединения
2.5.1 Общие сведения
Шпоночное соединение – разъемное соединение, которое образует вал, шпонка и ступица (зубчатого колеса, шкива, звездочки и др.). Шпонка представляет собой соединительную деталь, устанавливаемую в пазы вала и ступицы. Она служит для передачи вращающего момента между валом и ступицей. Основные типы шпонок стандартизованы. Шпоночные пазы на валах получают фрезерованием дисковыми или концевыми фрезами, в ступицах – протяжками.
2.5.2 Достоинства и недостатки шпоночных соединений
Достоинства шпоночных соединений – простота конструкции и сравнительная легкость монтажа и демонтажа, поэтому их используют практически во всех отраслях машиностроения.
Недостатки шпоночных соединений – сильное ослабление вала и ступицы. Ослабление обусловлено не только уменьшением его поперечного сечения, но и значительной концентрацией напряжения, вызываемой шпоночным пазом, что приводит к снижению усталостной прочности вала.
Главное условие нормальной работы шпонок – отсутствие перекоса шпонки в пазе. Этого можно добиться, если зазор между шпонкой и пазом будет минимальным, что требует повышенной точности изготовления шпонки и паза или ручной подгонки или подбора шпонки. Это ограничивает использование соединений в крупносерийном и массовом производстве. При наличии перекоса значительно уменьшается площадь контакта рабочей поверхности шпонки и паза, и, следовательно, резко падает нагрузочная способность соединения.
Из-за пустот в зазорах между шпонкой и пазами происходит незначительное смещение центров массы относительно геометрического центра, которое приводит к биению, особенно заметному при высоких скоростях вращения. Поэтому не рекомендуется применение шпоночного соединения для быстровращающихся валов ответственного назначения.
2.5.3 Виды шпоночных соединений
Шпоночные соединения подразделяют на напряженные и ненапряженные.
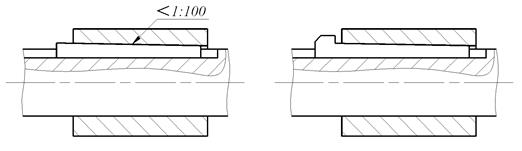
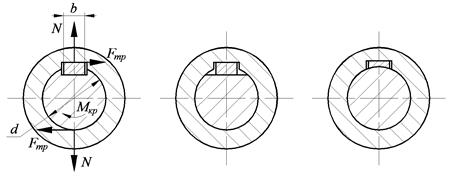
Клиновые шпонки (рис. 2.40) имеют уклон верхней грани 1:100. Такую шпонку устанавливают в паз и ударным способом загоняют на место, обеспечивая напряженное соединение. Клиновая шпонка распирает соединение, вызывая силу прижатия N (рис. 2.40в), которая обеспечивает совместное вращение вала и ступицы за счет сил трения  . Рабочими гранями являются верхняя и нижняя грани клиновой шпонки.
. Рабочими гранями являются верхняя и нижняя грани клиновой шпонки.
Основные недостатки клиновых шпонок: обязательная индивидуальная подгонка, что недопустимо при массовом производстве; наличие радиального смещения оси насаживаемой детали по отношению к оси вала, что вызывает дополнительное биение. Поэтому они применяются сравнительно редко – в основном в тихоходных передачах низкой точности и только для неподвижных соединений.
| |||||||
| а | б | ||||||
| |||||||
| в | г | д | |||||
| Рис. 2.40. Клиновые шпонки | |||||||
Клиновые шпонки бывают врезные (рис. 2.40в), на лыске (рис. 2.40г) и фрикционные (рис. 2.40д). По форме торцов шпонки бывают без головки (рис. 2.40а) и с головкой (рис. 2.40б), для облегчения демонтажа.
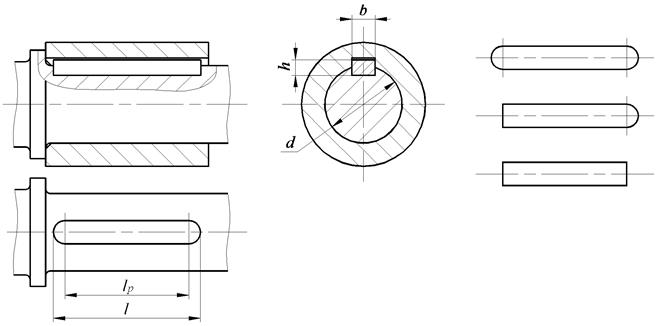
Призматические шпонки (ГОСТ 23360-78) (рис. 2.41) имеют параллельные грани. Они закладываются в паз на валу и не удерживают ступицу от осевого смещения. Рабочими гранями призматической шпонки являются боковые грани. Соединение является ненапряженным, поэтому для обеспечения центрирования и исключения контактной коррозии рекомендуется ступицы устанавливать на вал с натягом.
Призматические шпонки выполняют с плоскими или скругленными концами (рис. 2.41б). При этом в качестве длины рабочей поверхности принимается только длина прямого участка. Паз на валу обычно выполняют концевыми (пальцевыми) фрезами и его делают несколько длиннее шпонки для исключения пригонки ее торцов. Пазы на валу не рекомендуется доводить до ступенек вала, так как их врезание в галтель увеличивает концентрацию напряжений. Сквозные пазы на ступице выполняют протяжками, глухие пазы – долблением.
| |
| а | б |
| Рис. 2.41. Призматические шпонки |
Ширина шпонки b выполняется с отклонением h9.
Ширину шпоночного паза вала рекомендуется выполнять по P9, ширину шпоночного паза ступицы:
При неподвижном соединении нереверсивной передачи – Js9;
При неподвижном соединении реверсивной передачи – P9;
При подвижном соединении – D10.
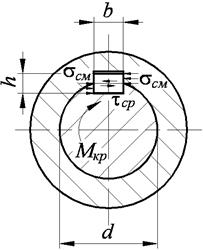
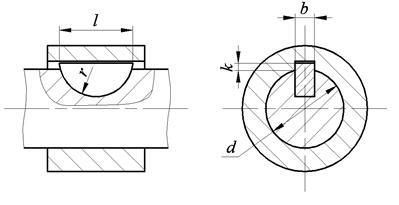
При передаче крутящего момента боковая поверхность паза вала давит на боковую поверхность шпонки (рис. 2.42), которая в свою очередь передает давление на боковую поверхность паза ступицы. При этом шпонку испытывает сдвиг в сечении по границе вала и ступицы.
|
| Рис. 2.42 Расчет призматических шпонок |
Сила, которую вызывает крутящий момент:
 .
.
Площадь поверхности смятия и среза соответственно:
 ;
;  .
.
Напряжения смятия и среза соответственно:
 ;
; 
где  – рабочая длина шпонки (длина прямого участка):
– рабочая длина шпонки (длина прямого участка):
для шпонок с прямыми концами  , для шпонок со скругленными концами
, для шпонок со скругленными концами  .
.
|
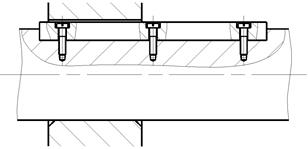
| Рис. 2.43. Крепление шпонки на валу в подвижном шпоночном соединении |
При использовании подвижных шпоночных соединений (например, для подвижных блоков колес в коробках передач), шпонку прикрепляют к валу с помощью винтов (рис. 2.43) во избежания перекоса шпонки в пазе. Расчетная длина шпонки в этом случае будет определяться длиной ступицы:  .
.
Порядок подбора стандартных шпонок: Назначается сечение шпонки (b×h) в зависимости от диаметра вала. Размеры сечения стандартных шпонок подобраны таким образом, что если шпонка выдержит смятие, то она выдержит и срез. Поэтому минимальную рабочую длину шпонки lр определяют по критерию прочности на смятие:
 .
.
Сегментные шпонки (ГОСТ 24071-80) (рис. 2.44) представляют собой сегментную пластину, закладываемую в паз на валу соответствующей формы, выполненный с помощью фрезерования. Сегментные шпонки удобны при сборке и разборке, просты в изготовлении, менее чувствительны к точности изготовления из-за большей, чем у призматических шпонок глубины паза. В то же время большая глубина паза сильнее ослабляет вал, поэтому их применяют при сравнительно небольших крутящих моментах и только для неподвижных соединений.
Сегментные шпонки имеют фиксированную длину, поэтому на длинных ступицах можно устанавливать несколько шпонок, при условии, что пазы будут располагаться в одной плоскости.
Толщина шпонки b выполняется с отклонением h9.
Ширину шпоночного паза вала рекомендуется выполнять по N9, ширину шпоночного паза ступицы: для нереверсивной передачи – Js9, для реверсивной передачи – P9.
Сегментные шпонки работают на смятие и срез. Напряжения смятия и среза соответственно:
 ;
; 
|
| Рис. 2.44. Сегментные шпонки |
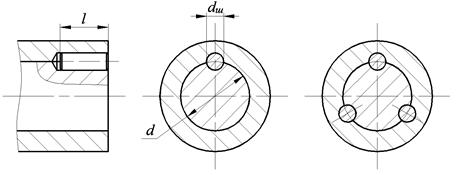
Цилиндрические шпонки (ГОСТ 3128-70, ГОСТ 12207-79) представляют собой цилиндрические штифты (рис. 2.45а), устанавливаемые с натягом, отверстия под которые высверливаются на торце вала при сборке. Их можно использовать, только если ступица располагается на конце вала. Обычно это валы малой длины. К недостаткам следует отнести неудобство демонтажа.
| |||
| а | б | ||
| Рис. 2.45. Цилиндрические шпонки |
Диаметр шпонки  , длина
, длина  . Посадка с натягом, например
. Посадка с натягом, например  . Если прочности одной шпонки недостаточно, то устанавливают 2-3 шпонки, равномерно распределяя их по окружности (рис. 2.45б).
. Если прочности одной шпонки недостаточно, то устанавливают 2-3 шпонки, равномерно распределяя их по окружности (рис. 2.45б).
Цилиндрические шпонки работают на смятие и срез. Напряжения смятия (с учетом серпообразной эпюры распределения давления) и среза соответственно:
 ;
;  ,
,
где z – число шпонок.
Подбор шпонки осуществляют по критерию прочности на смятие. Длина шпонки (и необходимое число шпонок  ):
):
 .
.
2.5.4 Материал шпонок и допускаемые напряжения
В качестве материала шпонок обычно применяют среднеуглеродистые стали. Призматические шпонки изготавливают из чистотянутой стали в соответствии с ГОСТ 8787-68. Допускается применение других сталей с  600 МПа. Целесообразно, чтобы материал призматических шпонок был менее прочным, чем материал вала и ступицы.
600 МПа. Целесообразно, чтобы материал призматических шпонок был менее прочным, чем материал вала и ступицы.
Допускаемые напряжения на смятие сильно зависят от посадки шпонки. В неподвижных соединениях: при посадках с натягом (в которых исключен перекос шпонки) 
 110…200 МПа; при переходных посадках 80…150 МПа. В подвижных соединениях (где зазор значительный) для предупреждения задира и ограничения износа 20…30 МПа. Допускаемые напряжения на срез
110…200 МПа; при переходных посадках 80…150 МПа. В подвижных соединениях (где зазор значительный) для предупреждения задира и ограничения износа 20…30 МПа. Допускаемые напряжения на срез  60…90 МПа. Меньшие значения в указанных диапазонах – для чугунных и алюминиевых ступиц и при резких изменениях нагрузки.
60…90 МПа. Меньшие значения в указанных диапазонах – для чугунных и алюминиевых ступиц и при резких изменениях нагрузки.
2.6 Шлицевые соединения
2.6.1 Общие сведения
Шлицевое соединение – разъемные соединения для передачи крутящего момента между валом и ступицей насаженной детали.
Шлицевое соединение образуют выступы – зубья на валу и соответствующие впадины – шлицы в ступице. Рабочими поверхностями являются боковые поверхности зубьев. Зубья вала фрезеруют по методу обкатки или накатывают в холодном состоянии профильными роликами. Шлицы ступицы получают протягиванием.
Шлицевые соединения стандартизированы и широко применяются в машиностроении.
2.6.2 Достоинства и недостатки шлицевых соединений
Достоинства шлицевых соединений по сравнению со шпоночными:
· выше нагрузочная способность за счет большей рабочей поверхности и равномерности распределения давления по высоте зуба, возможность применения более коротких ступиц;
· выше надежность при динамических и реверсивных нагрузках;
· выше усталостная прочность;
· лучшее центрирование соединяемых деталей, отсутствие биения при высоких скоростях вращения.
Недостатки шлицевых соединений
· выше стоимость изготовления.
2.6.3 Виды шлицевых соединений
Шлицевые соединения различают:
по характеру соединения – неподвижные для закрепления деталей на валу и подвижные, допускающие перемещение ступицы вдоль вала (например, блока шестерен коробки передач);
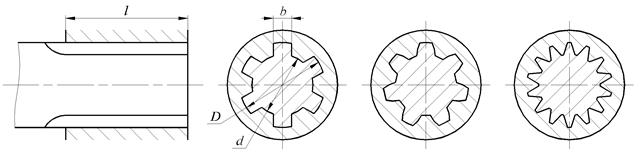
по форме зуба – прямобочные (рис. 2.46а), эвольвентные (рис. 2.46б), треугольные (рис. 2.46в);
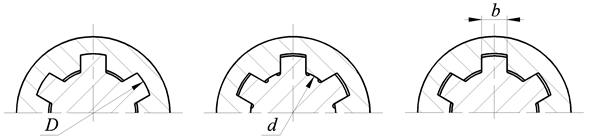
по способу центрирования (для обеспечения совпадения геометрических осей вала и ступицы) – с центрированием по наружному диаметру D (рис. 2.47а), по внутреннему диаметру d (рис. 2.47б) и по боковым поверхностям зубьев (рис. 2.47в). Зазор в контакте центрирующих поверхностей практически отсутствует, у нецентрирующих поверхностей – довольно значителен.
| ||
| а | б | в |
| Рис. 2.46. Виды шлицевых соединений |
| ||
| а | б | в |
| Рис. 2.47. Способы центрирования шлицевых соединений |
Прямобочные шлицы (ГОСТ 1139-80) (рис. 2.46а) имеют простую форму. Обычно они центрируются по наружному диаметру (около 80%), центрирование по внутреннему диаметру применяется реже из-за более сложной формы впадины между зубьями (необходимо делать канавку у основания зуба для уменьшения концентрации напряжений). Центрирование по боковым поверхностям зубьев не обеспечивает точного центрирования, но обеспечивает более равномерное распределение нагрузки между зубьями и применяется для высоконагруженных ответственных валов.
Эвольвентные шлицы (ГОСТ 6033-80) (рис. 2.46б) имеют профиль аналогичный профилю зубьев зубчатых колес. Обладают повышенной прочностью из-за большего количества зубьев, более широкого основания зуба и меньшей концентрацией напряжений.
Эвольвентные шлицы более технологичны. Для нарезания зубьев на валу требуется меньший набор более простых фрез, чем для нарезания прямобочных зубьев, из-за чего профиль получается точнее. Однако протяжки для ступиц более дороги, больше трудоемкость шлифования.
Центрирование – по наружному диаметру и по боковым поверхностям.
Треугольные шлицы (рис. 2.46в) – как правило, неподвижные. Имеют небольшую высоту зуба и применяются в стесненных габаритах. Угол профиля в вершине 36°.
2.6.4 Расчет шлицевых соединений
Шлицевые соединения рассчитываются на смятие:
 ,
,
где – крутящий момент;
– число зубьев;
 – средний диаметр соединения:
– средний диаметр соединения:  ;
;
 – высота зубьев:
– высота зубьев:  ;
;
– длина зубьев;
 – коэффициент, учитывающий неравномерное распределение нагрузки между зубьями и вдоль зубьев: =0,5…0,7 – в зависимости от точности изготовления соединения;
– коэффициент, учитывающий неравномерное распределение нагрузки между зубьями и вдоль зубьев: =0,5…0,7 – в зависимости от точности изготовления соединения;
 – допускаемые напряжения смятия на боковых поверхностях.
– допускаемые напряжения смятия на боковых поверхностях.
Для неподвижных соединений с эвольвентными шлицами с химико-термической обработкой (цементация, азотирование)  ; то же для подвижных соединений
; то же для подвижных соединений  ; если химико-термической обработки нет, то снижается вдвое.
; если химико-термической обработки нет, то снижается вдвое.
Для прямобочных шлицов приведены в таблице 2.6.
Таблица 2.6
Рекомендуемые значения допускаемых напряжений смятия для расчета шлицевых соединений
| Соединение | Условия эксплуатации | , МПа, при поверхности зубьев
| |
| без термообработки | с термообработкой | ||
| Неподвижное | Тяжелые | 35 – 50 | 40 – 70 |
| Средние | 60 – 100 | 100 – 140 | |
| Легкие | 80 – 120 | 120 – 200 | |
| Подвижное | Тяжелые | 15 – 20 | 20 – 35 |
| Средние | 20 – 30 | 30 – 60 | |
| Легкие | 25 – 40 | 40 – 70 |
3 ВИНТОВЫЕ МЕХАНИЗМЫ
3.1 Общие сведения
Винтовые механизмы предназначены для преобразования вращательного движения в поступательное (реже наоборот). Основным элементом любого винтового механизма является винтовая пара, состоящая из винта и гайки.
Винтовые пары в механизмах могут быть парами скольжения или качения, кроме того, выполняются винтовые механизмы с гидростатическимивинтовыми парами. Они могут быть с ручным или механическим приводом. Наименьшим КПД обладают пары скольжения (примерно 0,3), пары качения и гидростатические пары имеют более высокий КПД (до 0,9).
3.1.1 Достоинства винтовых механизмов:
· Простота конструкции и изготовления;
· Компактность при высокой нагрузочной способности;
· Высокая надежность;
· Большой выигрыш в силе;
· Плавность и бесшумность работы;
· Возможность медленного и точного перемещения.
Недостаткивинтовых механизмов скольжения:
· Повышенный износ из-за трения;
· Большие потери на трение и низкий КПД;
· Невозможность применения при больших скоростях.
3.1.2 Область применения винтовых механизмов:
· Домкраты – грузоподъемные устройства, для подъема груза на небольшую высоту, используемые для выполнения монтажных и ремонтных работ;
· Прессы – нажимные устройства для создания воздействующей силы на обрабатываемый предмет;
· Зажимные устройства – зажимы, прижимы, струбцины, тиски – устройства для фиксации обрабатываемого предмета;
· Натяжные устройства – служат для создания и поддержания постоянным натяжения гибкого тягового органа в машинах непрерывного транспорта, цепных и ременных передачах и т.д.
3.1.3 Исполнениявинтового механизма могут быть:
1. С вращающимся винтом и поступательно движущейся гайкой. Такие передачи применяются, например, в винтовых стяжках – талрепах, в станках для подач рабочего инструмента, в нажимных и натяжных устройствах.
2. С вращающимся и поступательно передвигающимся винтом при неподвижной гайке: домкраты, винтовые прессы, натяжные устройства.
3. С вращающейся гайкой и поступательно перемещающимся винтом, например в механизмах изменения вылета кранов стрелового типа.
4. С поступательно движущимся винтом и вращающейся гайкой. В таких механизмах применяется резьба с большим углом наклона винтовой линии. Такие механизмы используются редко.
3.2 Конструкция винтов и гаек
Основные элементы любой винтовой пары это винт и гайка.
Винты представляют собой стержни с нанесенной на них резьбой (рис. 3.1). Концевые участки винтов имеют участки, предназначенные для крепления других элементов винтовой пары (например, рукояток, маховиков и т.д.) или для установки винта в опорах. Длинные винты делают составными.
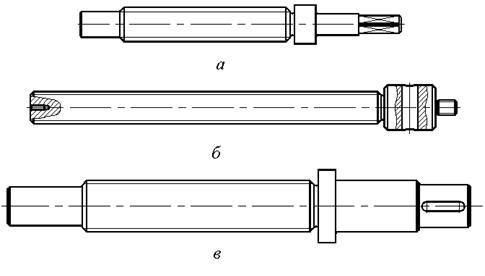
|
| Рис. 3.1. Примеры конструкции ходовых винтов: а) винт прижимного устройства; б) винт домкрата; в) винт натяжного устройства |
Гайки представляют собой втулки с внутренней резьбой и фланцем для осевого крепления (рис. 3.2а). Иногда гайки выполняют разрезными (рис. 3.2б).
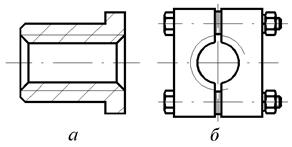
|
| Рис. 3.2. Гайки винтовых механизмов |
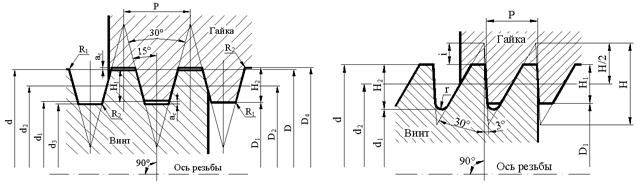
Для винтовых механизмов применяют резьбы с малыми углами профиля для уменьшения потерь на трение. Наиболее распространена трапецеидальная резьба со средними шагами (рис. 3.3а).
| |
| а | б |
| Рис. 3.3. Профили трапецеидальной а) и упорной б) резьб |
Для высоконагруженных винтов домкратов и других механизмов с односторонним действием нагрузки целесообразно применять упорную резьбу (рис. 3.3б). Потери на трение в упорной резьбе меньше чем в трапецеидальной, но она имеет более сложный профиль.
Прямоугольная резьба обладает еще более низкими потерями на трение, но применяют ее редко. Недостатком прямоугольной резьбы является трудность изготовления, т.е. невозможность окончательной обработки фрезерованием и шлифованием.
Иногда, в порядке исключения, применяется метрическая резьба для винтовых механизмов с малой нагрузочной способностью (небольшие струбцины) или в измерительных инструментах (например, микрометры).
Основные геометрические параметры резьбы подробно представлены в разделе 2.1 «Резьбовые соединения».
3.3 Материалы винтов и гаек
Материалывинтов должны обладать высокой износостойкостью, хорошей обрабатываемостью, высокой прочностью. Таким требованиям лучше всего отвечают стали. Для слабонапряженных и тихоходных винтов применяют стали 45, 50 (ГОСТ 1050-88), для более ответственных механизмов – стали, подвергаемые закалке – 40Х, 40ХГ (ГОСТ 4543-71), 65Г (ГОСТ 1050-88), для ходовых винтов станков – азотируемые стали 40ХФА, 18ХГТ (ГОСТ 4543-71).
Поскольку в ходовых винтовых парах присутствует скольжение, для уменьшения трения гайки делают из антифрикционных материалов – оловянных бронз БрО10Ф1, БрО6Ц6С3 (ГОСТ 613-79), безоловянной бронзы БрА9Ж3Л (ГОСТ 493-79), чугунов СЧ 12-28, СЧ 15-32, СЧ 18-36 (ГОСТ 1412-70). В отдельных случаях возможно изготовление гайки из стали. Следует иметь в виду, что антифрикционные свойства у бронзы улучшаются с увеличением содержанием олова, а у чугуна – с уменьшением прочности. Кроме того, следует учитывать, что самый дешевый материал – чугун, а стоимость бронзы тем выше, чем больше содержание олова.
Дата добавления: 2018-05-10; просмотров: 953;
Поиск по сайту
Узнать еще
- I. Способы представления переменного синусоидального тока и напряжения.
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- III. ГЕНЕРАТОРЫ ЛИНЕЙНО ИЗМЕНЯЮЩЕГОСЯ НАПРЯЖЕНИЯ
- А – изменением подводимого напряжения; б – шунтированием обмотки возбуждения.
- Автоматические регуляторы напряжения.
- Активное сопротивление мало по величине. Емкостное сопротивление УПК компенсирует индуктивное сопротивление сети и, следовательно, уменьшаются потери напряжения в сети.
- Амплитуда, частота и фаза синусоидального тока и напряжения
- Анализ гармонического состава выходного напряжения.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
