Преимущества и недостатки литья в кокиль.
| ЛК Литье в кокиль | Получение отливок с высоким качеством металла, повышенной точностью и чистотой поверхности. | Высокая стоимость кокиля и трудоемкость его изготовления. Можно изготавливать отливки только относительно простой конфигурации. При литье в металлические формы из-за быстрого охлаждения уменьшается жидкотекучесть расплава. Из-за низкой податливости формы возможно образование трещин. Возможно возникновение газовой пористости из-за отсутствия достаточной газопроницаемости формы. |
6. Литье под давлением (ЛД) (рис. 36.11)
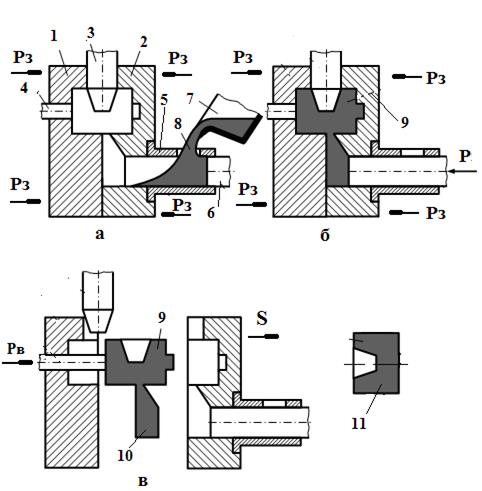 Рис. 36.11. Изготовление отливки литьём под давлением
а– заливка порции расплавленного металла в камеру прессования; б– подача расплава плунжером в полость пресс-формы и формирование отливки; в – раскрытие пресс-формы и удаление отливки из её полости: 1 – подвижная полуформа; 2 – неподвижная полуформа; 3 – металлический стержень для образования полости в отливке; 4 – выталкиватель; 5 – камера прессования; 6 – плунжер; 7 – разливочный ковш; 8 – расплавленный металл; 9 – отливка с заусенцем; 10- заусенец; 11- отливка после удаления (обрубки) заусенца
Рз – усилие закрытия пресс-формы; Р – усилие запрессовки расплавленного металла; Рв – усилие выталкивания отливки; S– перемещение подвижной части пресс-формы. Условие нераскрытия пресс-формы: Рз > Р
Процесс изготовления отливки.
Перед заливкой пресс-форму обычно нагревают до температуры 100–300 С.° Затем внутрь камеры прессования 5, запертой с правой стороны плунжером 6, через окно с помощью разливочного ковша 7 заливают порцию расплавленного металла 8 (рис. 36.11 а). После этого к плунжеру 6(рис. 36.11 б) прикладывается давление, вызывающее движение плунжера влево и последовательное запирание окна для заливки металла и запрессовку расплава в полость пресс-формы с образованием отливки 9. После полного затвердевания отливки 9(рис. 36.11 б) подвижная полуформа 1вместе со стержнем 3и удерживаемой им отливкой 9 перемещаются влево, раскрывая пресс-форму. Вслед за этим стержень 3поднимается вверх (рис36.11 в), и выталкиватель 4 извлекает отливку 9 из полуформы 1.
Рис. 36.11. Изготовление отливки литьём под давлением
а– заливка порции расплавленного металла в камеру прессования; б– подача расплава плунжером в полость пресс-формы и формирование отливки; в – раскрытие пресс-формы и удаление отливки из её полости: 1 – подвижная полуформа; 2 – неподвижная полуформа; 3 – металлический стержень для образования полости в отливке; 4 – выталкиватель; 5 – камера прессования; 6 – плунжер; 7 – разливочный ковш; 8 – расплавленный металл; 9 – отливка с заусенцем; 10- заусенец; 11- отливка после удаления (обрубки) заусенца
Рз – усилие закрытия пресс-формы; Р – усилие запрессовки расплавленного металла; Рв – усилие выталкивания отливки; S– перемещение подвижной части пресс-формы. Условие нераскрытия пресс-формы: Рз > Р
Процесс изготовления отливки.
Перед заливкой пресс-форму обычно нагревают до температуры 100–300 С.° Затем внутрь камеры прессования 5, запертой с правой стороны плунжером 6, через окно с помощью разливочного ковша 7 заливают порцию расплавленного металла 8 (рис. 36.11 а). После этого к плунжеру 6(рис. 36.11 б) прикладывается давление, вызывающее движение плунжера влево и последовательное запирание окна для заливки металла и запрессовку расплава в полость пресс-формы с образованием отливки 9. После полного затвердевания отливки 9(рис. 36.11 б) подвижная полуформа 1вместе со стержнем 3и удерживаемой им отливкой 9 перемещаются влево, раскрывая пресс-форму. Вслед за этим стержень 3поднимается вверх (рис36.11 в), и выталкиватель 4 извлекает отливку 9 из полуформы 1.
|
Дата добавления: 2016-06-05; просмотров: 3223;
Поиск по сайту
Узнать еще
- I Вселенский Собор и Сардикийский Собор 343 г. о правах и преимуществах римского епископа
- Абсолютное и сравнительное преимущества
- АЦП последовательного счета с предварительным преобразованием напряжения во временной интервал: схема, работа, достоинства, недостатки.
- Виды транспорта использумого для перевозки строительных грузов, виды грузопотоков, преимущества автотранспорта, принадлежность и виды автотранспортных средств.
- Вопрос 3. Преимущества и недостатки.
- ВОПРОС 41. РЕМЕННЫЕ ПЕРЕДАЧИ. ПРИНЦИП ДЕЙСТВИЯ И КЛАССИФИКАЦИЯ. ПРЕИМУЩЕСТВА И НЕДОСТАТКИ.
- ВОПРОС 45. КЛИНОРЕМЕННАЯ ПЕРЕДАЧА. ПРЕИМУЩЕСТВА ПЕРЕД ПЛОСКОРЕМЕННОЙ ПЕРЕДАЧЕЙ. ОПРЕДЕЛЕНИЕ СИЛ ТРЕНИЯ.
- Вопрос 7. Сущность и функции рынка. Виды рынка. Преимущества и несовершенства рынка.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
