Изготовления отливок в разовых песчаных формах
Модельно-опочная оснастка
К модельно-опочной оснастке относят модели, модельные плиты, стержневые ящики, опоки и др.
Модели(рис. 36.1 а) — приспособления, служащие для получения в литейных формах полостей, имеющих форму и размеры, близкие к очертаниям получаемых отливок. Модели чаще всего изготовляют из дерева (сосны, ольхи, липы и т. д.). После изготовления, отделки и проверки размеров модель шпаклюют специальной замазкой и окрашивают влагонепроницаемой краской в определенные цвета. Модели, идущие на формовку чугунных отливок, окрашивают в красный цвет, а их знаки — в черный. Модели для отливок из стали принято окрашивать в синий, а из цветных сплавов — в желтый цвет. При машинной формовке широко применяют более долговечные металлические модели, изготовленные из алюминиевых сплавов, которые жестко закрепляют на металлических плитах.
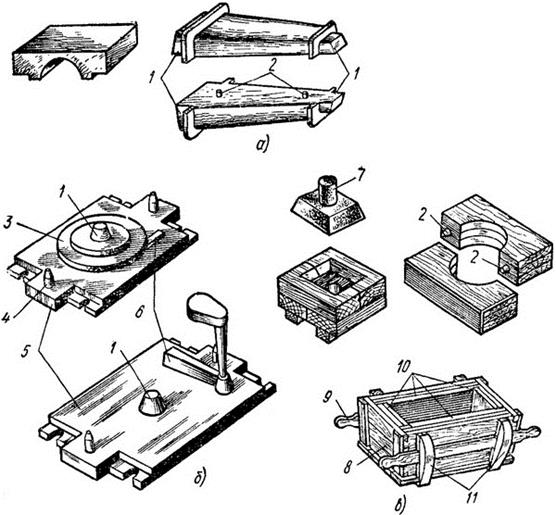
Рис. 36.1. Неразъемная и разъемная модели (а), односторонние модельные плиты (б), неразъемный, разъемный и вытряхной стержневые ящики (в): 1 — знаки, 2 — шипы, 3 — модель, 4 — направляющие штыри, 5 — подмодельные плиты, 6 — элементы литниковой системы, 7 — стержень, 8 — коробка, 9 — ручки, 10 — отъемные вставки, 11 — направляющие сегменты для удобства кантовки ящика
Модельные плиты (рис. 10,36.1 б) — тщательно обработанные металлические (чаще всего чугунные) плиты, на которых прочно закреплены модели, элементы литниковой системы и центрирующие штыри. Для закрепления на столе формовочной машины в модельных плитах предусматривают приливы с отверстиями или пазы.
Стержневые ящики (рис. 36.1 в) — приспособления, применяемые для изготовления стержней. С учетом потребного количества стержней ящики делают деревянными или металлическими. Последние чаще всего изготавливают из алюминиевых сплавов. Для повышения долговечности плоскость набивки алюминиевого ящика обычно защищена стальной накладкой, которую прикрепляют к основанию винтами. Центрирование половин ящика выполняют шипами, а их скрепление — скобами или струбцинами.
Опоки (рис. 36.2.) —это стальные, чугунные или алюминиевые рамки, придающие песчано-глинистой форме прочность и возможность транспортирования. По конфигурации опоки могут быть прямоугольными, круглыми и фасонными. По способу изготовления опоки делятся на литые, сварные и свертные. Ручные опоки массой до 30 кг (без земли), размерами до 600X400 мм снабжены рукоятками для переноски одним или двумя рабочими. Опоки больших размеров, масса которых свыше 30 кг, снабжены специальными головками — цапфами для переноски грузоподъемным краном, пневматическими подъемниками и другими подъемно-транспортными средствами. Стандартные размеры литейных опок регламентированы ГОСТ 2133—57. Для удержания формовочной смеси с внутренней стороны опок предусмотрены крестовины 4 и буртики 8. Центрирование половин опок между собой осуществляется штырями 10, а их скрепление при заливке формы расплавом — с помощью выступов со скосами, на которые набивают стальные скобы 2.
Сушильные плиты — металлические (чаще всего чугунные) плоские или фасонные плитки с отверстиями, на которых производится сушка стержней.
Подмодельные щитки — деревянные или металлические плиты, служащие для установки моделей при ручной формовке.
Шаблоны контрольные — стальные или деревянные плоские фасонные приспособления, служащие для контроля правильности установки стержней при сборке форм.
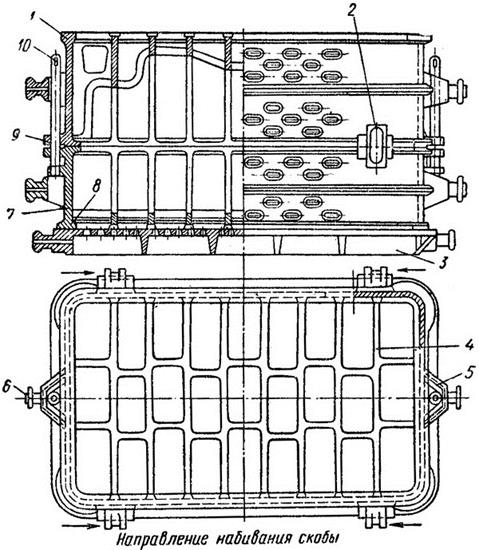
Рис. 36.2. Крановые опоки:
1 — верхняя опока, 2 — скоба, 3 — подопочный щиток, 4 — крестовины, 5 — правая направляющая втулка, 6 — цапфа, 7 — нижняя опока, 8 — буртики, 9 — левая направляющая втулка, 10 — штырь
Литниковая система.
Рис. 36.3. Литниковая система.
Литниковая система - это совокупность каналов и полостей, по которым расплав поступает из ковша в полость формы.
Основными элементами литниковой системы (рис.36.3) для отливки 6 из серого чугуна являются: литниковая чаша 1, стояк 2 с зумпфом 3, шлакоуловитель 4, питатели 5 и выпоры 7. При получении отливок из стали и бронзы необходимыми элементами литниковой системы являются также прибыли.
Литниковая чаша является резервуаром, в который из ковша заливают металл. Она воспринимает удар струи расплава, дает возможность всплыть неметаллическим включениям и предохраняет от попадания в форму воздуха.
Стояк соединяет литниковую чашу со шлакоуловителем и служит для подачи расплава в другие элементы литниковой системы. Для предохранения формы от размывания жидким расплавом стояк заканчивается полукруглым углублением, которое называется зумпфом.
Шлакоуловитель предохраняет от попадания в полость формы неметаллических включений расплава (шлак, песчаные частицы и др.).
Питатели – это каналы, предназначенные для подвода расплава в полость литейной формы.
Выпоры служат для вывода из формы пара и газов, определения момента заполнения формы и дополнительного питания отливки металлом. Выпоры делают на самых высоких точках отливки преимущественно со стороны, противоположной подводу металла.
Прибыли предназначаются для дополнительного питания отливки жидким металлом. Располагаются у наиболее массивных частей отливки для компенсации расплава при его затвердевании.
Элементы литниковой системы являются самостоятельными деталями модельного комплекта. Каждой отливке соответствует свой, специально рассчитанный набор элементов. Для расчета литниковых систем используют различные зависимости, основанные на законах гидравлики, эмпирические формулы и номограммы. При расчете литниковой системы необходимо учитывать следующие требования:
-литниковая система должна обеспечивать заполнение формы за оптимальное время с определенной скоростью;
-во всех сечениях литниковой системы давление металла должно быть равно или больше атмосферного во избежание засоса газов;
-при заданной продолжительности заливки скорость металла, вытекающего из питателей, должна быть небольшой;
-литниковая система должна задерживать неметаллические включения;
-расход металла на литниковую систему должен быть минимальным.
Литниковые системы, в зависимости от формы, размеров отливки и свойств литейного сплава, имеют различное устройство.
1.По способу подвода расплава в рабочую полость формы литниковые системы делят на: верхнюю, сифонную (нижнюю), ярусную, вертикально-щелевую (рис. 36.3).
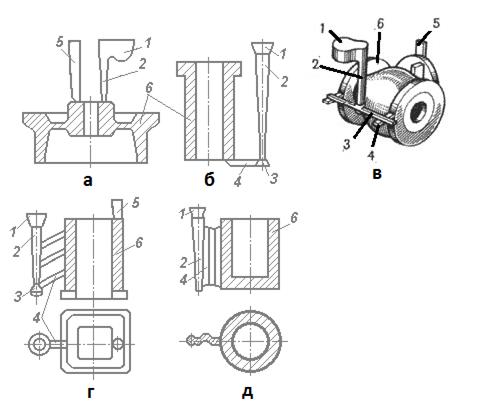
Рис. 36.3. Типы литниковых систем
а - верхняя; б – сифонная (нижняя); в – боковая; г - ярусная; д –вертикально- щелевая;
1 – литниковая чаша; 2 - стояк; 3 -шлакоуловитель; 4 - питатель; 5 - выпор; 6 - отливка
Литьё
Литьё - технологический процесс получения заготовок или деталей в результате свободной или принудительной заливки расплавленного металла в полость литейной формы, которая соответствует конфигурации получаемого изделия (отливки).
Масса отливок от нескольких граммов до 350 тонн.
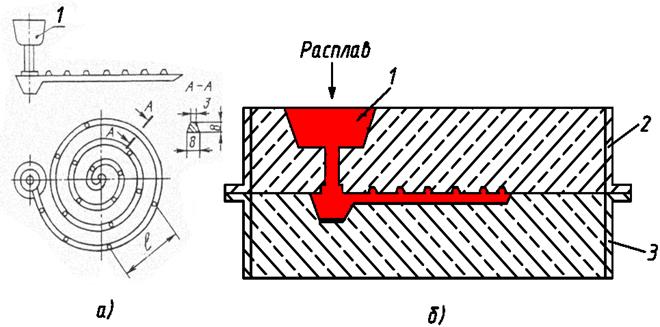 Рис. 36.4. Технологическая проба (спираль)
Рис. 36.4. Технологическая проба (спираль)
|
| 1- спираль; 2- верхняя плуформа; 3- нижняя полуформа |
Способы литья
I. Литье в неметаллические (разрушающиеся или разовые) формы
| ||||||||||
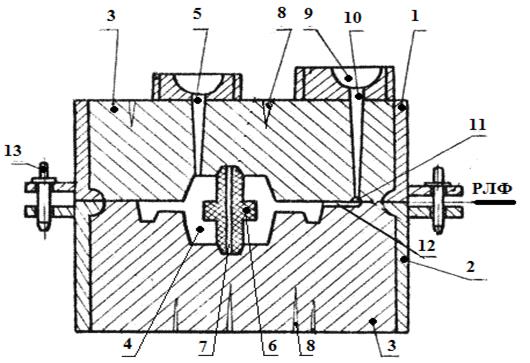
| Рис. 36.5. Литейная форма для получения отливок в песчаных формах 1- опока верхней полуформы; 2- опока нижней полуформы; 3- формовочная смесь; 4- полость литейной формы для получения отливки; 5- выпор, предназначенный для вывода газов из формы при заливке, контроля степени заполнения формы расплавленным металлом и для слива избыточного холодного металла из верхней части полости формы; 6- стержень для формирования внутренней полости отливки; 7- вентиляционный канал стержня для выхода газов; 8- наколы в формовочной смеси для обеспечения газопроницаемости литейной формы; 9- литниковая чаша; 10- стояк; 11- шлакоуловитель; 12- питатель; 13- цетрирующие стнржни для предотвращения взаимного смещения полуформ (исключения перекоса отливки); РЛФ – разъем литейной фрмы. Литейная опока (поз. 1и 2) – это приспособление в виде жёсткой рамы (открытого ящика), служащее для удержания формовочной смеси в процессе изготовления литейной формы и её последующей транспортировки и заливки металлом. Литниковая чаша 9, стояк 10, шлакоуловитель 11 и питатель 12 образуют литниковую систему. Литниковая система– система каналов и элементов литейной формы для подвода в её полость расплавленного металла. Она обеспечивает заполнение и питание отливки при затвердевании, а также служит для улавливания шлака, попадающего вместе с металлом. Основными элементами литниковой системы являются: - литниковая чаша – служит для приёма расплавленного металла из ковша и подачи его в форму, а также она препятствует проникновению шлака в форму, так как он легче металла и всплывает на поверхность чаши; - стояк – вертикальный или наклонный канал, предназначенный для подачи расплавленного металла из литниковой чаши к другим элементам системы; - шлакоуловитель – служит для задержки шлака, а также для подвода расплавленного металла от стояка к питателям; - питатель – служит для подвода расплавленного металла в полость литейной формы. Преимущества и недостатки литья в песчаные формы Преимущества. Проста и экономичность технологического процесса. Большое разнообразие форм отливок. Большой диапазон массы и размеров отливок. | ||||||||||
| Недостатки. В основном, в качестве материала отливок используется серый чугун, обладающий хорошей жидкотекучестью и малой усадкой. Реже используется сталь. Весьма ограничено производятся отливки из цветных металлов и сплавов. Качество металла отливок низкое, что связано с возможностью попадания в металл неметаллических включений, газовой пористостью (из за бурного газообразования при заливки металла во влажную форму) Низкая чистота поверхности и точность размеров. Поэтому сопрягаемые поверхности деталей, заготовки которых получают ЛПФ, всегда обрабатываются резанием. Вопросы для самоконтроля. | ||||||||||
| 1.Какая оснастка используется при изготовлении разовых песчано- глинистых форм? 2. Для чего служит литейная модель? 3. Как классифицируют литейные модели? 4. Какие технологические операции необходимо выполнить при фор- мовке? 5. В чем отличие формовки по неразъемной и разъемной моделям? 6. Что такое литниковая система? 7. Какие элементы литниковой системы вы знаете? 8. Расскажите о назначении каждого элемента литниковой системы. 9. Каково назначение прибыли? 10. Каково назначение выпора? 11. Какие дефекты возможны в отливках из-за избытка влаги в смеси? 12. Перечислите способы подвода литниковой системы к полости формы. 13. Назовите достоинства и недостатки способа литья в разовые формы. 2. Литье по выплавляемым моделям (ЛВМ). | ||||||||||
| ||||||||||
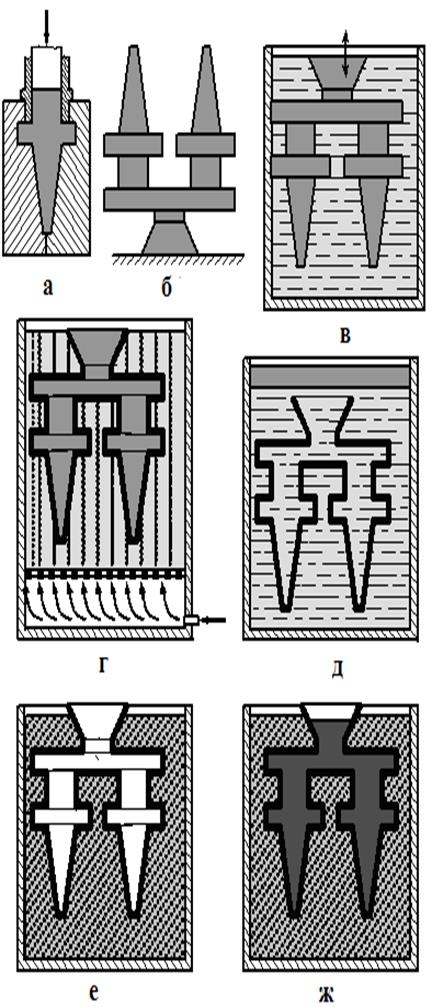
  Рис. 36.6. Литье по выплавляемым моделям
Рис. 36.6. Литье по выплавляемым моделям
| ||||||||||
Последовательность операций при литье по выплавляемым моделям:
а– запрессовка пастообразного модельного состава в разъемную пресс-форму;
б– сборка блока моделей с моделью общей литниковой системы;
в– нанесение на модельный блок жидкой огнеупорной суспензии;
г– нанесение на поверхность модельного блока слоя сухого кварцевого песка в специальной продуваемой установке;
д– выплавление модельного блока из формы в горячей;
е– установка тонкостенной формы в опоку и засыпка подпорного материала;
ж– заливка тонкостенной формы расплавом
Процесс изготовления отливки.
Модельная смесь в пастообразном или жидком состоянии запрессовывается в разъемную пресс-форму требуемой конфигурации (рис. 36.6. а). После затвердевания модельного состава пресс-форма раскрывается, полученные модели извлекаются и приклеиваются к легкоплавкой модели литниковой системы (рис. 36.6. б), образуя общий блок. В один блок объединяют от 2 до 100 моделей. Для получения формы на поверхность модельного блока многократным погружением (рис. 36.6. в) наносится жидкая огнеупорная керамическая суспензия, после чего в специальной продуваемой установке (рис. 36.6. г) наносится на влажную суспензионную поверхность модельного блока слой сухого кварцевого песка. Затем модельный блок с нанесённым слоем сушат около 2 часов на воздухе. Повторяя процедуры нанесения жидкой суспензии, сухого песка и просушки, на модельный блок наносят от 3 до 6 слоёв огнеупорного покрытия, получая неразъёмную тонкостенную форму с толщиной стенки 6 – 8 мм. Из этой формы модельный блок выплавляется в результате погружения на несколько минут в бак с горячей водой, температура которой Т = 85…950С (рис. 36.6. д). Модельный состав расплавляется и всплывает на поверхность, откуда периодически удаляется для нового использования. После извлечения из воды оболочковую форму сушат, а затем устанавливают в опоку и засыпают подпорным материалом (рис. 36.6. е). Подпорный материал применяется для предотвращения прорыва тонкостенной формы расплавленным металлом в процессе ее заливке. В качестве подпорного материал обычно используется сухой кварцевый песок. Затем опока с формой устанавливается в электрическую печь и прокаливается не менее 2 часов при С. В°температуре 900 процессе прокалки происходит испарение воды, выгорание остатков модельного состава и упрочнение формы. В результате прокалки форма превращается в прочную керамическую оболочку. Сразу же после прокалки горячую форму заливают расплавленным металлом (рис. 36.6. ж).
Преимущества и недостатки литья по выплавляемым моделям
|
3.Литье в оболочковые формы (ЛОФ) (рис. 36.7)
 Рис. 36.7 Литье в оболочковые формы
а– модельное приспособление в исходном положении;б– поворот бункера и формирование полутвёрдой оболочки на модельной плите;в– возврат бункера в исходное положение;г– съём затвердевшей оболочки с модельной плиты;д– установка собранной оболочковой формы в опоку и засыпка подпорного материала;е– заливка оболочковой формы расплавом: 1 – поворотный бункер; 2 – металлическая модельная плита; 3 – металлическая модель; 4 – блок подпружиненных выталкивателей; 5 – формовочная смесь; 6 – полутвёрдая оболочка; 7 – затвердевшая оболочка; 8 – склеенная оболочковая форма; 9 – оболочковый стержень; 10 – контейнерная опока; 11 – подпорный материал; 12 – расплав Рис. 36.7 Литье в оболочковые формы
а– модельное приспособление в исходном положении;б– поворот бункера и формирование полутвёрдой оболочки на модельной плите;в– возврат бункера в исходное положение;г– съём затвердевшей оболочки с модельной плиты;д– установка собранной оболочковой формы в опоку и засыпка подпорного материала;е– заливка оболочковой формы расплавом: 1 – поворотный бункер; 2 – металлическая модельная плита; 3 – металлическая модель; 4 – блок подпружиненных выталкивателей; 5 – формовочная смесь; 6 – полутвёрдая оболочка; 7 – затвердевшая оболочка; 8 – склеенная оболочковая форма; 9 – оболочковый стержень; 10 – контейнерная опока; 11 – подпорный материал; 12 – расплав
|
Процесс изготовления отливки.
Оболочковые формы изготавливают следующим образом:
а – изготовление первой полуформы.
Металлическую модельную плиту 2(рис. 36.7,а) с закреплённой на ней металлической моделью3нагревают С,°в печи до температуры 200…250 после чего закрепляют на поворотном бункере1, содержащем формовочную смесь5. Затем бункер переворачивают (рис. 36.7,б), в результате чего формовочная смесь попадает на нагретую модельную плиту и выдерживается 10…30 с. Термореактивная смола в контактном с моделью слое переходит в жидкое состояние и склеивает песчинки песка с образованием полутвёрдой оболочки6.В зависимости от времени выдержки толщина оболочки составляет 5…20 мм.
Далее бункер поворачивают в исходное положение (рис. 36.7, в). Излишки формовочной смеси ссыпаются на его дно. Модельная плита с полутвёрдой оболочкой6снимается с бункера и в течении 1…1,5 мин нагревается в печи при температуре С, в результате°300…350 чего оболочка окончательно переходит в твёрдое необратимое состояние. Затвердевшая оболочка7(рис. 36.7,г) блоком выталкивателей4 снимается с модели.
б - изготовление второй полуформы.
Вторая полуформа изготавливается аналогично первой.
в- изготовление стержней.
Если используются оболочковые стержни, то они изготавливаются таким же образом.
г – склеивание полуформ.
Готовые оболочковые полуформы с установленным внутрь стержнем 9(рис. 36.7,д) склеивают быстротвердеющим клеем и получают составную оболочковую форму8.
д- подготовка к заливке расплавленного металла.
Готовую оболочковую форму 8 помещают внутрь опоки 10и засыпают кварцевым песком или чугунной дробью11, создающими подпор, предотвращающий разрушение оболочки при заливке расплава.
Далее в полученную форму заливают расплавленный металл.
Дата добавления: 2016-06-05; просмотров: 6249;
Поиск по сайту
Узнать еще
- II. СРАВНИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ИЗГОТОВЛЕНИЯ ПАЯННЫХ И ЦЕЛЬНОЛИТЫХ ЗУБНЫХ ПРОТЕЗОВ
- А – полносборная заводского изготовления; Б – поэлементной сборки
- А- технологические этапы изготовления
- АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ НА ВООЛЖСКОМ ТРУБНОМ ЗАВОДЕ
- Автоматические методы изготовления фотошаблонов.
- Б) Несоответствие отливок по массе
- Влияние точности изготовления режущего и вспомогательного инструмента, приспособления и их изнашивания
- Влияние точности изготовления режущего и вспомогательного инструмента, приспособления и их изнашивания

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
