Организация поточных методов производства
Поточное производство – это форма организации производства, основанная на ритмичности повторяемости согласованных во времени технологических операций, выполненных на специализированных рабочих местах, расположенных по ходу следования технологического процесса изготовления одного или нескольких изделий.
Поточное производство позволяет реализовать принципы прямоточности, специализации, непрерывности, параллельности, пропорциональности и ритмичности.
Принцип прямоточности предусматривает размещение оборудования и рабочих мест в порядке следования операций технологического процесса. Прямоточность обеспечивает кратчайший путь движения изделия в производстве.
Принцип специализации воплощается в создании специализированных поточных линий, предназначенных для обработки одного или нескольких технологически родственных изделий.
Принцип непрерывности проявляется в виде непрерывного (без межоперационного пролеживания) движения изделий по операциям при непрерывной работе рабочих и оборудования.
Принцип параллельности предусматривает параллельное движение изделий, при котором они передаются по операциям поштучно либо небольшими транспортными партиями.
Принцип ритмичности характеризуется ритмичным выпуском продукции с линии и ритмичным повторением всех операций на каждом ее рабочем месте. Такт линии, как правило, строго согласован с производственной программой и рассчитывается по формуле
где  - эффективный фонд времени роботы линии в плановый период (месяц, сутки, смена), мин;
- эффективный фонд времени роботы линии в плановый период (месяц, сутки, смена), мин;
 - программа запуска изделий за этот же период, шт.
- программа запуска изделий за этот же период, шт.
При передаче изделий транспортными партиями (пачками) ритмичность работы линии характеризуется ритмом линии, который определяется по формуле
где  - число изделий в транспортной партии (пачке).
- число изделий в транспортной партии (пачке).
Таким образом, за время каждого ритма на линии и рабочих местах выполняется одинаковый по количеству и составу объем работы.
Рассмотрим пример.
Пусть для обработки детали требуется технологический процесс, состоящий из пяти операций, время выполнения которых соответственно равно:
 ,
, 
Задана месячная программа (N3 = 9000 шт.). Эффективный фонд времени работы оборудования за месяц составляет 300 ч, или 18 000 мин.
Очевидно, что такт линии будет равен 2 мин/шт. (18000:9000), штучное время на всех операциях равно или кратно такту. Следовательно, для согласования ритмичной работы на 1-й операции необходимо иметь один станок, на 2-й операции - втрое больше станков, чем на 1-й, так как время выполнения 2-й операции в 3 раза больше (6:2=3). Аналогично рассчитывается потребное число станков на всех остальных операциях. Схематически это представлено на рис. 11.
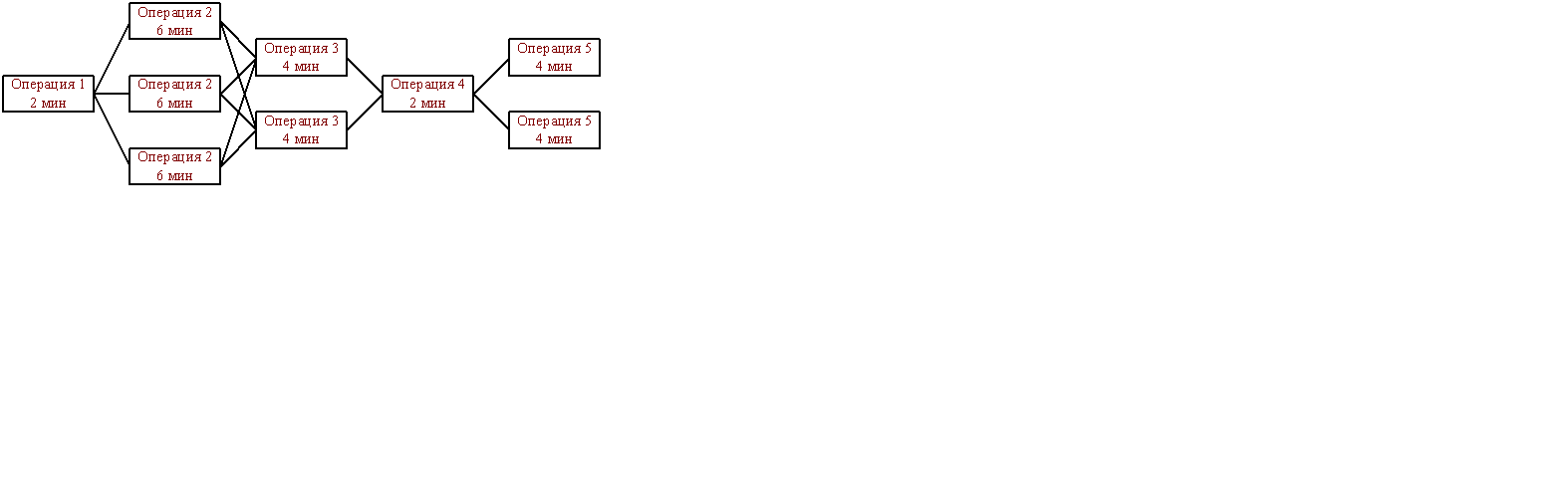
Рис. 11. Схема организации потока
Приведенная схема наглядно показывает, почему такое производство названо поточным. Чем уже русло потока, тем быстрее его течение и наоборот. Для организации поточного производства характерны следующие признаки:
 деление производственного процесса на простые операции и закрепление их за отдельными рабочими местами или за группой одинаковых рабочих мест;
деление производственного процесса на простые операции и закрепление их за отдельными рабочими местами или за группой одинаковых рабочих мест;
оснащение рабочих мест поточной линии специальным оборудованием, инструментом, приспособлениями;
размещение рабочих мест в соответствии с последовательностью технологического процесса;
транспортная направленность;
высокая степень механизации и автоматизации процессов производства;
непрерывно повторяющееся единообразие всех производственных факторов - качества и форм материалов, инструментов и приспособлений и т.п.;
равномерность выпуска продукции на основе единого расчетного такта поточной линии;
немедленная передача предметов труда с предыдущей операции на последующую поштучно или небольшими партиями с помощью специальных транспортных средств.
Условиями для перехода на поточные методы производства являются:
достаточный объем выпуска однотипных изделий;
углубление специализации завода, цехов, участков и рабочих мест, отработка конструкций изделий с точки зрения требований поточной технологичности;
разработка технологического процесса, обеспечивающего наибольшую пропорциональность в потоке, а в серийном производстве - унификация технологии и применение групповой обработки.
На рис. 12 приведена схема компоновки и планировки поточных линий.
Планировка поточных линий должна обеспечивать прямо точность и наиболее короткий путь движения изделий, рациональное использование производственных площадей, удобство транспортировки заготовок и деталей к рабочим местам, обслуживания и выполнения ремонтов.
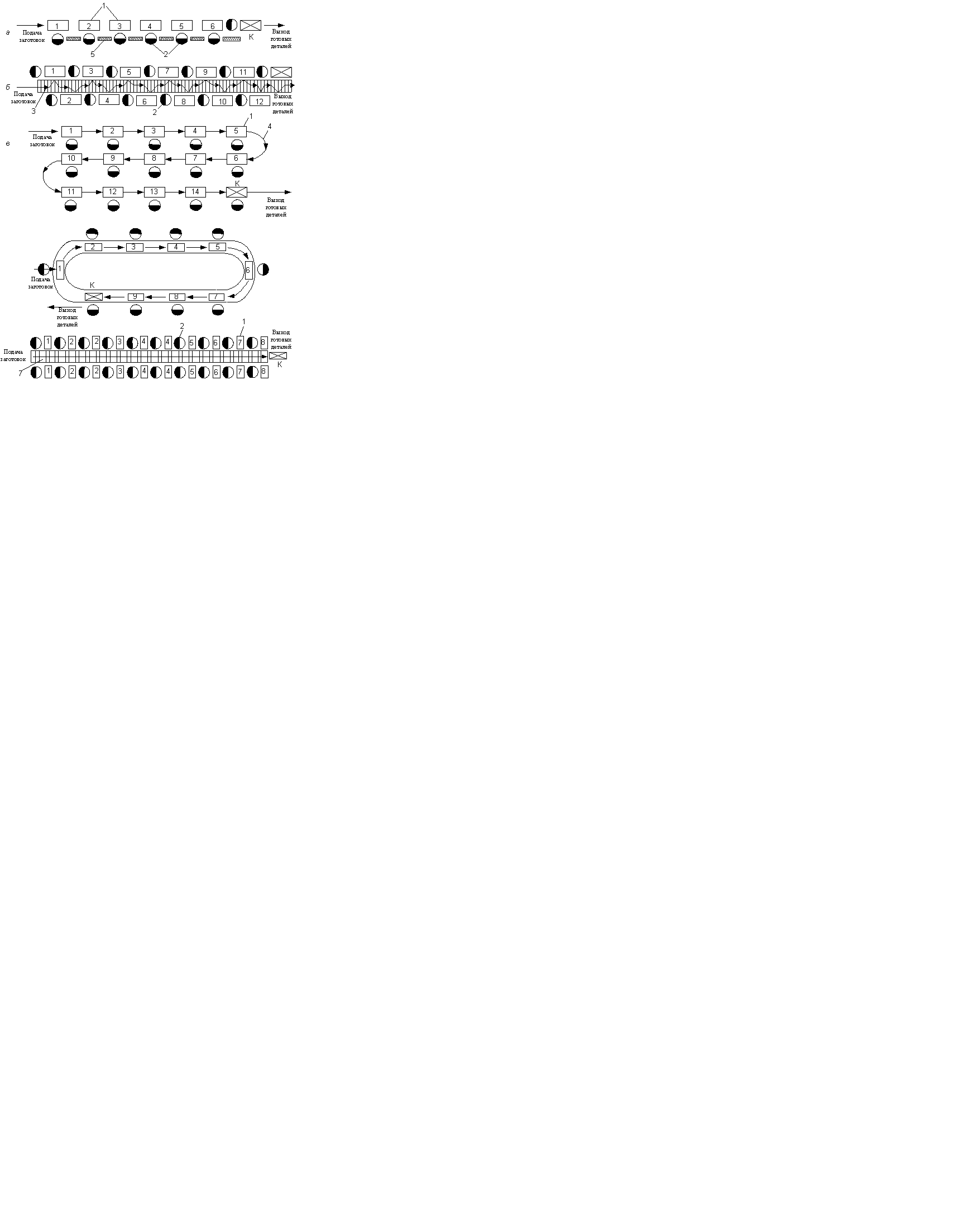
Рис.12.Схема компоновки и планировки поточных линий:
1-оборудование (рабочие места); 2-операторы; 3-рольганг;
4-конвейер, 5-скат
ЛЕКЦИЯ № 6
Дата добавления: 2018-05-10; просмотров: 1328;
Поиск по сайту
Узнать еще
- II. Организация дезинфекционных и стерилизационных мероприятий в организациях, осуществляющих медицинскую деятельность
- II. Технология производства ДСП. Шлифованное ДСП.
- II. Функционально-структурная организация и программное обеспечение персонального компьютера
- XXII. ОРГАНИЗАЦИЯ РАБОТ ПО ОБЕСПЫЛИВАНИЮ РУДНИЧНОГО ВОЗДУХА
- Автобусные маршруты и их организация
- Автоматизация технологической подготовки производства
- Азиатский способ производства
- Активные – воздействуют на предмет труда, перемещают его, контролируют ход производства (машины, оборудование, т/с, инструмент)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
